申请制造许可产品技术数据表压力容器用
关于三类压力容器

第三章压力容器制造许可资源条件第一节基本条件第十五条申请压力容器制造许可的企业,应具有独立法人资格或营业执照,取得当地政府相关部门的注册登记。
第十六条具有A1级或A2级或C级压力容器制造许可证的企业即具备D级压力容器制造许可资格。
如制造的压力容器设计压力<10Mpa,同时最大直径<150mm且水容积<25L,则无须申请压力容器制造许可。
同样,制造机器上非独立的承压部件壳体和无壳体的套管换热器、波纹板换热器、空冷式换热器、冷却排管,也无须申请压力容器制造许可。
制造不规则形状的承压壳体应报总局安全监察机构决定是否需要申请压力容器制造许可。
第十七条压力容器质保体系人员压力容器制造企业具有与所制造压力容器产品相适应的,具备相关专业知识和一定资历的下列质量控制系统(以下简称:质控系统)责任人员:(一)设计、工艺质控系统责任人员。
(二)材料质控系统责任人员。
(三)焊接质控系统责任人员。
(四)理化质控系统责任人员。
(五)热处理质控系统责任人员。
(六)无损检测质控系统责任人员。
(七)压力试验质控系统责任人员。
(八)最终检验质控系统责任人员。
第十八条技术人员压力容器制造企业应具备适应压力容器制造和管理需要的专业技术人员。
各级别压力容器制造许可证的技术人员应满足下列要求:(一)A 1级、A2级、C级和B1级许可证企业技术人员比例不少于本企业职工数的10%,且具有与所制造压力容器产品相关的专业技术人员。
(二)A 3级、A4级、A5 级、B2级和B3级许可证企业技术人员比例不少于本企业职工数的5%,且不少于5人;具有与所制造压力容器产品相关的专业技术人员。
第十九条专业作业人员(一)各级别压力容器制造许可企业中,制造焊接压力容器的企业,应具有满足制造需要的,且具备相应资格条件的持证焊工。
1.A2级、A3级和C级许可企业,具有不少于10名持证焊工,且具备至少4项合格项目;2.A1级、A5级、B2级、B3级许可企业,具有不少于8名持证焊工,且应具备至少3项合格项目(非焊接容器除外);。
特种设备制造许可指南(压力容器D级
精心整理特种设备制造许可办理指南(压力容器D级)一、项目名称:特种设备制造许可(压力容器D级)□1□2□3□4□□。
□1;□2□3□4□5□6、焊接及无损检测人员资格证(及复印件)□7、分包协议及分包方资质证明(及复印件)□8、质量保证手册□9、升级、换证、增项:原证书复印件。
备注:可以下载《特种设备制造许可申请书》电子版六、许可程序1、申请①申请单位参照《特种设备制造许可申请书填写说明》填写《特种设备制造许可申请书》(一式四份,附电子文件);②同时准备营业执照或者事业单位法人证书(及复印件)、中华人民共和国组织机构代码证(及复印件)、企业简介、已获得的认证或认可证书复印件、质量保证体系责任人员资格证(及复印件)、焊接及无损检测人员资格证(及复印件)、分包协议及分包方资质证明(及复印件)、质量保证手册等相关资料;2、受理①对符合申请条件的申请单位,省质量技术监督局在15个工作日内予以受理,个工作②省质监局收到鉴定评审机构的鉴定评审报告及相应资料后,对鉴定评审报告进行审核并提出审核结论意见为符合或者不符合《许可条件》。
6、发证①对符合《许可条件》的申请单位,由省质量技术监督局上报发证部门为其签发《特种设备制造许可证》。
②对不符合《许可条件》的申请单位,由省质量技术监督局上报发证部门后向申请单位发出不许可通知,1年内不再受理该单位的制造许可申请。
7、增项取得《制造许可证》的制造单位需要增加制造许可类别、品种和级别时,应当向相应的许可实施机关提出增项申请。
增项许可程序按以上1~6条规定。
8、变更制造单位名称、产权(所有制)、主要资源条件或者单位地址等发生变更时,应当按以下程序办理变更手续:①制造单位应当在变更1个月内向省质量技术监督局提交《特种设备许可(核准)变更申请表》(一式三份),并且提交与变更有关的证明文件;。
压力容器制造许可条件

压力容器制造许可条件1.基本条件1.1人员1.1.1质量保证体系人员制造单位应当根据产品制造过程的需要,配备并且任命质量保证工程师以及设计、材料、工艺、焊(粘)接、热处理、无损检测、理化检验、检验与试验等过程的质量控制系统责任人员。
专项条件对质量控制系统责任人员另有规定的,还应当从其规定。
质量控制系统责任人员应当具有不低于本文表2所列理工类相关专业的学历与工程类技术职称要求。
质量保证体系人员任职要求如下:(1)质量保证工程师,具有压力容器制造质量管理或者检验工作经历;(2)检验与试验质量控制系统责任人员,具有压力容器产品检验工作经历;(3)设计质量控制系统责任人员,具有压力容器设计工作经历和过程装备制造(化工机械)、机械制造、机械设计等机械类专业教育背景;(4)金属压力容器焊接、石墨压力容器粘接与浸渍或者纤维增强塑料压力容器(含热塑性塑料衬里纤维增强塑料压力容器)粘接(手糊)与缠绕(含热塑性塑料焊接)质量控制系统责任人员,具有金属压力容器焊接相关工作、石墨压力容器制造或者纤维增强塑料压力容器(含热塑性塑料衬里纤维增强塑料压力容器)制造工作经历,金属压力容器焊接质量控制系统责任人员应当具有焊接或者焊接相关专业(材料、机械类专业)教育背景;(5)其他质量控制系统责任人员,具有所负责工作的经历;(6)质量控制系统责任人员,应当熟悉任职岗位的工作任务和要求,通过岗位培训,能够履行岗位职责。
表1 质量保证体系人员的任职要求注1:表1中产品制造过程无焊接、热处理、无损检测等过程时,不需要配备相应的质量控制系统责任人员。
1.1.2技术人员制造单位应当配备产品制造所需要的技术人员。
制造单位同时设计本单位制造的压力容器的,应当具备压力容器设计许可条件中规定的人员条件要求,并且专职设计人员总数一般不少于5人,其中审批人员不少于2人,A4级压力容器制造单位专职设计人员数量可根据其实际工作量适当降低。
各级别制造单位技术人员数量见表2的要求。
特种设备(压力容器)使用登记表-及-填写说明
特种设备(压力容器)使用登记表-及-填写说明特种设备(压力容器)使用登记表设备代码设备型号压力容器品种主体结构型式设计使用年限固定资产值万元使用单位名称使用单位地址组织机构代码邮政编码单位性质所属行业法定代表人安全管理部门安全管理人员联系电话单位内编号设备使用地点使用场所类别设备地理信息经度运行状态自用/生产/备用纬度投入使用日期年月日海拔高度产权单位名称组织机构代码联系电话单位性质所属行业制造单位名称制造许可证编号产品编号共2页第1页工作压力工作温度介质充装量/额定人数保险机构保险险种保险价值保险费保险金额变更项目变更类别变更原因变更日期检验机构组织机构代码检验类别检验日期检验结论检验报告编号下次检验日期在此申明:所申报的内容真实;在使用过程中,将严格执行《特种设备安全监察条例》及其相关规定,并接受特种设备安全管理部门的监督管理。
附:产品数据表使用单位填表人员:日期:使用单位(公章)共2页第2页填写说明1 登记类别填写本次办理使用登记的事由,如新设备首次启用、停用后启用、改造、使用单位更名、使用地址变更、过户、移装等。
2 设备基本情况2.1设备种类按照《特种设备目录》,直接印制为“压力容器”。
2.2 设备类别按照《特种设备目录》,填写“固定式压力容器”或者“氧舱”。
2.3设备品种按照《特种设备目录》,填写相应的品种。
固定式压力容器填超高压容器、高压容器、第Ⅲ类中压容器、第Ⅲ类低压容器、第Ⅱ类中压容器、第Ⅱ类低压容器、第Ⅰ类压力容器;氧舱填医用氧舱、高气压舱、再压舱、高海拨试验舱、潜水钟。
2.4产品名称按照产品铭牌或者产品合格证、产品数据表的内容填写,也称设备名称。
2.5设备代码按照产品数据表上的内容填写,该代码具有唯一性。
如果该产品还没有实施编制设备代码,则使用单位可以空格,由登记机关按照设备代码的编制要求填写,其中制造单位代号改为登记机关的行政区划编码(会比制造单位代号多出一位)。
2.6 设备型号也称产品型号,按照产品数据表或者相应的设计文件填写,对一般固定式压力容器没有型号表示的可以不填写,划“—”。
特种设备产品数据表(锅炉、压力容器、电梯、叉车等)
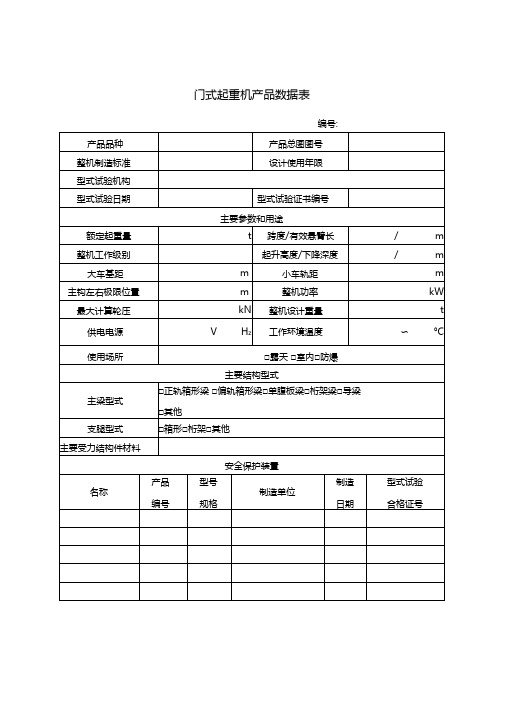
门式起重机产品数据表
编号:
塔式起重机产品数据表
编号:
流动式起重机产品数据表
编号:
门座式起重机产品数据表
编号:
升降机产品数据表
缆索式起重机产品数据表
编号:
桅杆式起重机产品数据表
编号:
机械式停车设备产品数据表
编号:
大型游乐设施产品数据表
编号:
注:乘客束缚装置包括安全带、安全压杠、安全档杆、柔性约束物等。
客运索道产品数据表
编号:
电梯产品数据表(自动扶梯与自动人行道除外)
电梯产品数据表(适用于自动扶梯与自动人行道)
车用气瓶产品数据表
编号:
锅炉产品数据表
编号:
注:本表的具体项目可以根据锅炉类别编制,主要受压部件只填写锅筒(锅壳)、过热器出口集箱、启动分离器。
其他有关数据应当在产品出厂资料其他要求的内容中提供。
压力容器产品数据表
编号:
场(厂)内专用机动车辆产品数据表
(叉车)
编号: __________________。
压力容器生产资质分类

申请制造许可产品技术数据表(压力容器用)注:1.具有A1级或A2级或C级压力容器制造许可证的企业即具备D级压力容器制造许可资格;注:2.压力容器一、二、三类及介质毒性和易燃介质的划分按照《压力容器安全技术监察规程》确定,其简要内容可参见附件;注:3.为了正确划分制造级别,请如实填写可以反应工厂最大制造能力的产品数据(每个级别限填写一种产品)。
填表人:(打印)签名:日期:年月日附件:压力容器一、二、三类及介质毒性和易燃介质的划分1. 压力容器的分类1.1下列情况之一的,为第三类压力容器1.1.1 高压容器;1.1.2 中压容器(仅限毒性程度为极度和高度危害介质);1.1.3 中压储存容器(仅限易燃或毒性程度为中度危害介质,且压力和容积的乘积大于等于10MPa·m3);1.1.4 中压反应容器(仅限易燃或毒性程度为中度危害介质,且压力和容积的乘积大于等于0.5 MPa·m3);1.1.5 低压容器(仅限毒性程度为极度和高度危害介质,且压力和容积的乘积大于等于0.2 MPa·m3);1.1.6 高压、中压管壳式余热锅炉;1.1.7 中压搪玻璃压力容器;1.1.8 使用强度级别较高(指相应标准中抗拉强度规定值下限大于等于540 MPa)的材料制造的压力容器;1.1.9 移动式压力容器,包括铁路罐车(介质为液化气体、低温液体)、罐式汽车[液化气体运输(半挂)车、低温液体运输(半挂)车、永久气体运输(半挂)车]和罐式集装箱(介质为液化气体、低温液体)等;1.1.10 球形储罐(容积大于等于50 m3);1.1.11 低温液体储存容器(容积大于5m3)。
1.2 下列情况之一的,为第二类压力容器(第1.1款规定的除外);1.2.1 中压容器1.2.2 低压容器(仅限毒性程度为极度和高度危害介质);1.2.3 低压反应容器和低压储存容器(仅限易燃介质或毒性程度为中度危害介质);1.2.4 低压管壳式余热锅炉;1.2.5 低压搪玻璃压力容器。
压力容器产品合格证产品数据表及产品铭牌

日期:)签章(质量保证工程师:
产品质量检验专用章月年日
注:本合格证包括所附的压力容器产品数据表,制造单位应当按照特种设备信息化的要求,将其信息输入特种设备的设备数据库。.
b
附表压力容器产品数据表编号:
设备类别
压力容器品种固定式压力容器
产品名称
产品编号
设备代码
压力容器类别
产品标准
设计使用年限
主要参数
容器容积
3m
mm容器内径
容器高(长)
mm
材料
壳体
厚度
mm壳体
壳体和封头重量
kg
封头
mm封头
内件重量
kg
内衬
mm内衬
充装重量
kg
夹套
mm夹套
设计压力
壳程
MPa
设计温度
℃壳程
最高允许工作压力
壳程
管程
MPa
℃管程
管程
夹套
MPa
℃夹套
夹套
壳程介质
管程介质
夹套介质
结构型式
主体结构型式
设计压力产品编号.
●
壳体壳程()MPa
耐压试验压力容器MPa
MPa
压力类别最高允许MPa月日制造日期MPa
年工作压力
设计温度kg℃容器净重℃
2工作介质换热面积m
折流板间距mm主体材料
制造许可制造许可产品标准证编号级别
制造单位
使用登记证编号设备代码
铭牌的拓印件或者复印件存于压力容器产品质量证明书中
产品名称压力容器产品编号制造日期类别
最高允许耐压试验MPa
MPa设计压力压力工作压力kg℃主体材料设计温度容器净重
压力容器制造许可证办理流程
压力容器制造许可证办理流程
一、提出申请
1.准备申请材料
(1)压力容器制造单位资质证明
(2)压力容器设计图纸
2.填写申请表
(1)填写制造许可证申请表
(2)提供企业基本信息
二、递交申请
1.将申请材料递交至相关主管部门
三、资格审核
1.审核申请材料
(1)核对资质证明文件
(2)确认设计图纸符合标准
2.需要补充材料
四、技术评估
1.进行压力容器制造技术评估
(1)考察生产工艺
(2)检查生产设备
五、批准许可证
1.审批通过后颁发制造许可证
六、更新登记信息
七、完成办理流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
申请制造许可产品技术
数据表压力容器用
Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】
申请制造许可产品技术数据表(压力容器用)
注:1.具有A1级或A2级或C级压力容器制造许可证的企业即具备D级压力容器制造许可资格;
注:2.压力容器一、二、三类及介质毒性和易燃介质的划分按照《压力容器安全技术监察规程》确定,其简要内容可参见附件;
注:3.为了正确划分制造级别,请如实填写可以反应工厂最大制造能力的产品数据(每个级别限填写一种产品)。
填表人:(打印)
签名:日期:年月日附件:
压力容器一、二、三类及介质毒性和易燃介质的划分
1. 压力容器的分类
下列情况之一的,为第三类压力容器
1.1.1 高压容器;
1.1.2 中压容器(仅限毒性程度为极度和高度危害介质);
1.1.3 中压储存容器(仅限易燃或毒性程度为中度危害介质,且压力和容积的乘积大于等于10 MPa·m3);
1.1.4 中压反应容器(仅限易燃或毒性程度为中度危害介质,且压力和容积的乘积大于等于 MPa·m3);
1.1.5 低压容器(仅限毒性程度为极度和高度危害介质,且压力和容积的乘积大于等于 MPa·m3);
1.1.6 高压、中压管壳式余热锅炉;
1.1.7 中压搪玻璃压力容器;
1.1.8 使用强度级别较高(指相应标准中抗拉强度规定值下限大于等于540 MPa)的材料制造的压力容器;
1.1.9 移动式压力容器,包括铁路罐车(介质为液化气体、低温液体)、罐式汽车[液化气体运输(半挂)车、低温液体运输(半挂)车、永久气体运输
(半挂)车]和罐式集装箱(介质为液化气体、低温液体)等;
1.1.10 球形储罐(容积大于等于50 m3);
1.1.11 低温液体储存容器(容积大于5 m3)。
下列情况之一的,为第二类压力容器(第款规定的除外);
1.2.1 中压容器
1.2.2 低压容器(仅限毒性程度为极度和高度危害介质);
1.2.3 低压反应容器和低压储存容器(仅限易燃介质或毒性程度为中度危害介质);
1.2.4 低压管壳式余热锅炉;
1.2.5 低压搪玻璃压力容器。
低压容器为第一类压力容器(第和款规定的除外)。
2. 介质毒性程度的分级和和易燃介质的划分:
压力容器中化学介质毒性程度和易燃介质的划分参照HG 20660《压力容器中化学介质毒性危害和爆炸危险程度分类》的规定。
无规定时,按下述原则确定毒
性程度:
2.1.1 极度危害(Ⅰ级)最高容许浓度<m3;
2.1.2 高度危害(Ⅱ级)最高容许浓度~< mg/m3;
2.1.3 中度危害(Ⅲ级)最高容许浓度~<10 mg/m3;
2.1.4 轻度危害(Ⅳ级)最高容许浓度≥10 mg/m3。
压力容器中的介质为混合物质时,应以介质的组分并按上述毒性程度或易燃介质的划分原则,由设计单位的工艺设计或使用单位的生产技术部门提供介质毒性程度或是否属于易燃介质的依据,无法提供依据时,按毒性危害程度或爆炸危险程度最高的介质确定。
申请制造许可产品技术数据表(锅炉及安全附件用)
注:1.持有高级别许可证的锅炉制造企业,可以生产低级别的锅炉产品;
2. 持有C级及以上级别的锅炉制造企业,可以制造有机热载体锅炉;
3.为了正确划分制造级别,请如实填写可以反应工厂最大制造能力的数据(每个级别限填写一种产品)。
填表人:(打印)
签名:日期:年月日。