欧盟EN10327标准
欧盟纺织品检测标准
欧盟纺织品检测标准欧盟作为全球最大的纺织品出口市场之一,对纺织品的质量和安全要求非常严格。
为了保障消费者的权益,欧盟制定了一系列的纺织品检测标准,以确保进入欧盟市场的纺织品符合相关的质量和安全要求。
本文将对欧盟纺织品检测标准进行详细介绍,以便纺织品生产商和出口商了解欧盟市场的相关要求。
首先,欧盟纺织品检测标准涵盖了纺织品的各个方面,包括纤维成分、色牢度、尺寸稳定性、PH值、甲醛含量、可致敏染料、可致癌染料等。
其中,纤维成分是指纺织品所使用的原料,欧盟要求对纺织品的纤维成分进行严格检测,以确保其标签上的成分准确无误。
色牢度和尺寸稳定性是指纺织品在洗涤和日常使用过程中颜色和尺寸的稳定性,欧盟规定了相关测试方法和标准,以保证纺织品在使用过程中不会出现褪色和变形的情况。
PH值、甲醛含量、可致敏染料、可致癌染料等指标则是为了保障消费者的健康和安全,欧盟对这些指标也有着严格的要求和限制。
其次,欧盟纺织品检测标准还包括了对纺织品生产过程的监管。
欧盟要求纺织品生产商必须遵守相关的环保法规和劳工权益法规,确保生产过程不会对环境和劳工造成负面影响。
此外,欧盟还对纺织品的可追溯性提出了要求,要求生产商必须能够提供纺织品的生产过程和原料来源等相关信息,以便追溯产品的质量和安全情况。
最后,欧盟纺织品检测标准对纺织品进入欧盟市场的流通和销售环节也有着严格的监管。
欧盟要求进入欧盟市场的纺织品必须符合相关的检测标准,并且必须在产品上标注CE认证标志,以证明产品符合欧盟的相关法规和标准。
此外,欧盟还对纺织品的进口商和销售商进行了监管,要求其必须对进口的纺织品进行相关的检测和认证,并保留相关的检测报告和证明文件,以备相关部门的检查和监管。
总之,欧盟纺织品检测标准涵盖了纺织品的各个方面,包括纤维成分、色牢度、尺寸稳定性、环保要求、劳工权益、可追溯性和流通销售等。
纺织品生产商和出口商必须严格遵守欧盟的相关法规和标准,确保其产品能够顺利进入欧盟市场并符合相关的质量和安全要求。
EN 10327-2004 中文版 冷成形低碳钢持续热浸涂覆讲解

欧洲标准 EN103272004.6ICS 77.140.50; 77.140.10 替代 EN 10142:2000EN 10154:2002EN 10214:1995EN 10215:1995 冷成形用连续热浸镀低碳钢钢板和钢带——交货技术条件CEN欧洲标准化委员会1 范围1.1 本标准规定了厚度在0.35mm~3.0mm(除非另有协议,见1.2的连续热浸镀低碳钢镀锌(Z、镀锌铁合金(ZF、镀锌铝合金(ZA、镀铝锌合金(AZ和镀铝硅合金(AS(见表1的钢板和钢带的交货技术要求。
这里的厚度是指交货产品镀层后的最终厚度。
本标准适用于所有宽度的钢带和从宽度≥600mm的钢带剪切而成的钢板及从宽度<600mm的钢带剪切而成的定尺产品。
1.2 如果在询价和订货时有协议,本标准也适用于厚度>3.0mm的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
1.3 本标准规定的产品主要用于那些将冷成形性和耐腐蚀性作为重要参考因素的场合下。
合金的耐腐蚀性与镀层厚度成正比(见7.3.2。
1.4 本标准不适用于:• 结构用热浸镀镀层扁平材产品(见EN10326;• 冷轧电镀扁平材钢产品(见EN 10152;• 连续有机镀层(涂层带卷扁平材钢产品(见EN 10169-1、EN 10169-2和EN 10169-3• 冷成形用较高屈服强度的连续热浸镀涂层钢板和钢带(见EN 10292。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:1993 钢及钢产品交货一般技术要求EN 10027-1 钢代号体系—第1部分:钢名称、基本符号EN 10027-2 钢代号体系—第2部分:数字代号体系EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差EN 10204 金属产品—检验文件的类型EN 10113 金属材料—钢板和钢带—塑性应变比的测定EN 10275金属材料—钢板和钢带—拉伸应变硬化指数的测定EN 10260 钢代号体系—补充符号3 术语和定义本标准除采用EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991中的术语和定义外,还采用如下术语和定义:注1 钢铁的防护一般导则见EN ISO 14713.注2 连续热浸镀钢带镀层的成分见3.1到3.4。
EN10346:2009 连续热浸镀钢带产品标准.
欧洲标准EN10346EN 10346 连续热浸镀钢带产品技术交货条件CEN欧洲标准化委员会1.范围本标准规定了厚度在0.35-3.0mm(除非另有协议)的冷成型用低碳钢、建筑用钢、冷成型用高强钢连续热浸镀纯锌镀层(Z)、锌铁合金镀层(ZF)、锌铝合金镀层(ZA)、铝锌合金镀层(AZ)以及铝硅镀层产品(AS)和冷成型用多相钢连续热浸镀纯锌镀层(Z)、锌铁合金镀层(ZF)、锌铝合金镀层(ZA)产品交货技术条件。
这里厚度指涂镀后交货产品的最终厚度。
本标准适用于所有宽度的钢带和宽度≥600mm的钢带剪切而成的钢板及宽度<600mm 的钢带剪切而成的定尺产品。
注1:镀(纯)铝产品可以接受,但不在本标准规定范围之内。
注2:如果在询价和订货时有协议,本标准也适用于厚度<0.35mm和>3.0mm 的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
注3:本标准规定的产品主要用于那些对冷成形性能、高强度、低屈服强度以及耐蚀性能要求较高的场合。
产品的耐蚀性与镀层厚度即镀层重量有关(见7.3.2)。
本标准规定的产品可用于EN 10169-1、EN10169-2、EN10169-3中规定的用于建筑和一般工程用的有机涂层钢带的基板。
注4:如果在询价和订货时有协议,本标准也适用于其他连续热浸镀热轧钢带产品(与EN10149-2一致)。
2.引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单)。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:2006 钢及钢产品交货一般技术要求EN 10049 金属板带产品表面粗糙度平均值Ra和峰数Rpc的测量。
EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差EN 10204:2004 金属产品—检验文件的类型EN 10325 钢-热处理效应屈服强度增加的测定(烘烤硬化系数)ISO 10013 金属材料-钢板和钢带-塑性应变比的测定ISO 10275 金属材料-钢板和钢带-拉伸应变硬化系数的测定3.术语和定义本标准除采用EN 10020:2000、EN 10021:2006、EN 10079:2007、EN 10204:2004中的术语和定义外,还采用如下术语和定义:注钢铁防护的一般导则见EN ISO 14713.3.1 热浸镀锌镀层(Z)将经过预处理的钢带浸入到熔融的锌液中获得的锌镀层,熔融锌液中锌含量应不小于99%。
彩钢压型板标准

彩钢压型板标准
彩钢压型板是一种屋面和墙面装饰材料,由彩色钢板通过冷弯成型制作成。
彩钢压型板的标准可根据不同的国家和地区有所不同,以下是常用的一些彩钢压型板标准:
1. GB/T 12755-2008:钢板与钢带冷弯成型技术要求(China National Standard)
2. ASTM A792/A792M-10:Standard Specification for Steel Sheet, 55% Aluminum-Zinc Alloy-Coated by the Hot-Dip Process (American Standard)
3. JIS G3312:2019:Prepainted hot-dip zinc-coated steel sheet and strip(Japanese Standard)
4. EN 10327:2004:Continuously hot-dip coated strip and sheet of low carbon steels for cold forming - Technical delivery conditions(European Standard)
以上标准主要包括了彩钢压型板的材料、厚度、涂层、耐腐蚀性能、尺寸、表面处理和机械性能等要求。
用户在选择和使用彩钢压型板时应参考相关的标准,并确保符合所需的技术和质量要求。
镀锌基板标准指标牌号
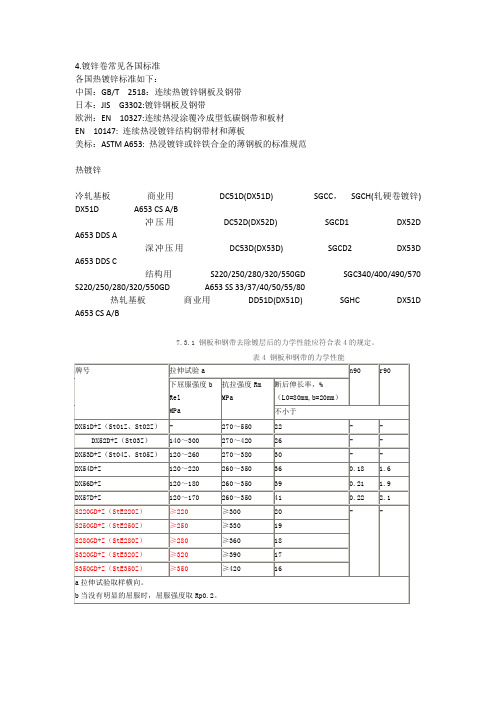
深冲压用DC53D(DX53D) SGCD2 DX53D A653 DDS C
结构用S220/250/280/320/550GD SGC340/400/490/570 S220/250/280/320/550GD A653 SS 33/37/40/50/55/80
16
a拉伸试验取样横向。
b当没有明显的屈服时,屈服强度取Rp0.2。
本标准与国内外相关标准牌号对照表
表A.1 相近牌号对照表
标准
Q/ASB 385-2006
Q/ASB 385-2004
Q/ASB 10-2006
Q/ASB 387-2006
牌号
DX51D+Z
(St01Z、St02Z)
DX51D+Z、St01Z、St01ZH、St02Z、St02ZH
4.镀锌卷常见各国标准
各国热镀锌标准如下:
中国:GB/T 2518:连续热镀锌钢板及钢带
日本:JIS G3302:镀锌钢板及钢带
欧洲:EN 10327:连续热浸涂覆冷成型低碳钢带和板材
EN 10147:连续热浸镀锌结构钢带材和薄板
美标:ASTM A653:热浸镀锌或锌铁合金的薄钢板的标准规范
热镀锌
冷轧基板商业用DC51D(DX51D) SGCC,SGCH(轧硬卷镀锌) DX51D A653 CS A/B
-
SGC440
S350GD+Z(StE350Z)
-
SS50(340)-1/2/3/4
SGC490
表A.1 相近牌号对照表(续)
标准
Q/ASB 385-2006
ASTM A653-05a
en 标准 解读
en 标准解读
en标准,也称为欧洲标准(European Norm),是由欧洲标准化组织(Cen)制定和发布的标准。
这些标准覆盖了许多领域的产品和服务,包括建筑、机械、电气、医疗、环境等,旨在促进欧洲内部贸易和保护消费者。
en标准是欧洲国家之间相互承认的标准,其目的是使欧洲内部市场更加统一和互通。
成员国的国家标准必须与en标准保持一致,这意味着它们必须赋予某成员国的有关国家标准以合法地位,或撤销与之相对立的某一国家的有关标准。
这确保了产品和服务的规范、测试方法、安全要求和性能参数在欧洲范围内的一致性。
en标准的内容经过了广泛的讨论和协商,代表了欧洲各国的共识。
这些标准不仅在国际标准化组织(ISO)的标准化工作中发挥着重要作用,也在欧洲委员会的框架下制定了许多具有法律约束力的欧洲指令。
总的来说,en标准为企业的产品质量、性能和安全提供了标准化的参考,促进了欧洲市场的自由贸易,并为消费者提供了更高的保障。
EN_10327_2004

EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991 中 规定的和如下的概念和以下的定义都适用于本标准的应用。 注释 1:钢铁保护的一般规则包括 EN ISO 14713。 注释 2:在现实处理的情况下,可有 3.1~3.4 中规定的成分在一个熔池里为宽钢 带连续热浸镀。 3.1 热浸镀锌(Z)
4.1 分类 根据 EN 10020,本标准的钢类属于质量级钢。按其冷成型性的顺序如下分
类(见表 1)。 DX51D:力学弯曲试验质量; DX52D:拉拔质量; DX53D:深冲质量; DX54D:特种深冲质量; DX55D:特种深冲质量(仅+AS),耐热达 800℃; DX56D:专用深冲质量; DX57D:超深冲质量。
范例: 按EN 10143 极限尺寸供货的钢板,公称厚度 0.80mm,限制极限尺寸(S),
公称宽度 1200mm,限制极限尺寸(S),公称长度 2500m m,按EN 10327 标准, 钢DX53D+ZF(1.0355+ZF)的限制平整度公差(FS),镀层量 100g/m2(100),施 以镀层R,表面种类B,表面涂油处理(O):
4.2 名称 4.2.1 缩写名称
对于本标准中包括的钢种而言,表 1 中规定的缩写按 EN 10027-1 和 CR 10260 构成。 4.1.2 材料编号
对于本标准中包括的钢种,表 1 中规定的材料编号按 EN 10027-1 构成。
5 订货说明
5.1 有约束力的说明。 订购方在咨询订购时必须做如下说明: (1)供货数量; (2)产品形状名称(板、带、条状带); (3)尺寸标准编码(EN 10143); (4)尺寸、极限尺寸和形状偏差,如适宜,说明特殊的极限偏差的标记字
欧盟制冷剂标准
欧盟制冷剂标准摘要:1.欧盟制冷剂标准的背景和目的2.制冷剂在欧盟的使用和限制情况3.被禁止的制冷剂种类及其影响4.低GWP 制冷剂的发展和应用5.欧盟制冷剂标准的对中国的影响和启示正文:一、欧盟制冷剂标准的背景和目的随着全球气候变暖,制冷剂对臭氧层和温室气体的影响越来越受到重视。
制冷剂中的某些化学物质,如氢氟碳化物(HFCs)和氢氟氧化物(HFOs),被认为是温室气体,会导致地球温度升高。
因此,欧盟制定了制冷剂标准,旨在减少这些有害物质的使用,保护环境和人类健康。
二、制冷剂在欧盟的使用和限制情况欧盟是目前全球制冷剂管理最严格的地区之一。
根据欧洲化学品管理局的最新提案,欧盟将禁止大部分制冷剂的使用,包括一些低GWP(全球变暖潜能值)的HFC/HFO 替代制冷剂混合物。
在被称为欧洲有史以来最大规模的化学物质禁令之一中,包括R134a 和R125 在内的一些HFC,以及低GWP 替代品R1234yf、R1234ze(e) 和R1233zd(e) 将被纳入欧洲REACH 法规下的禁令。
三、被禁止的制冷剂种类及其影响在欧盟禁令范围内的制冷剂主要是高GWP 的HFCs 和HFOs。
这些制冷剂被广泛应用于制冷、空调和泡沫等行业,禁止使用后将对这些行业产生重大影响。
为应对禁令,相关行业需要寻找替代品,采用更环保的低GWP 制冷剂。
四、低GWP 制冷剂的发展和应用在制冷剂禁令的推动下,低GWP 制冷剂得到了快速发展。
其中,氢氟碳化物(HFCs)和氢氟氧化物(HFOs)是替代高GWP 制冷剂的主要方向。
HFCs 具有较高的制冷效率和较低的温室气体排放,但仍存在一定的环境风险。
而HFOs 的温室气体排放几乎为零,被认为是未来制冷剂的发展趋势。
五、欧盟制冷剂标准的对中国的影响和启示欧盟制冷剂标准的实施对中国制冷剂行业产生了一定影响。
中国作为全球最大的制冷剂生产和消费国,需要密切关注欧盟标准,加强技术创新,研发更环保的制冷剂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EN10327-1-欧洲标准 EN103272004.6ICS 77.140.50; 77.140.10 替代 EN 10142:2000EN 10154:2002EN 10214:1995EN 10215:1995冷成形用连续热浸镀低碳钢钢板和钢带——交货技术条件CEN欧洲标准化委员会EN10327-2-1 范围1.1 本标准规定了厚度在0.35mm~3.0mm(除非另有协议,见1.2)的连续热浸镀低碳钢镀锌(Z)、镀锌铁合金(ZF)、镀锌铝合金(ZA)、镀铝锌合金(AZ)和镀铝硅合金(AS)(见表1)的钢板和钢带的交货技术要求。
这里的厚度是指交货产品镀层后的最终厚度。
本标准适用于所有宽度的钢带和从宽度≥600mm 的钢带剪切而成的钢板及从宽度<600mm 的钢带剪切而成的定尺产品。
1.2 如果在询价和订货时有协议,本标准也适用于厚度>3.0mm 的连续热浸镀镀层扁平材产品。
在这种情况下,产品的力学性能、镀层附着性和表面质量要求都应在订货或询价时进行协商。
1.3 本标准规定的产品主要用于那些将冷成形性和耐腐蚀性作为重要参考因素的场合下。
合金的耐腐蚀性与镀层厚度成正比(见7.3.2)。
1.4 本标准不适用于:• 结构用热浸镀镀层扁平材产品(见EN10326);• 冷轧电镀扁平材钢产品(见EN 10152);• 连续有机镀层(涂层带卷)扁平材钢产品(见EN 10169-1、EN 10169-2 和EN 10169-3)• 冷成形用较高屈服强度的连续热浸镀涂层钢板和钢带(见EN 10292)。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅该版本适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准(包括修改单)。
EN 10002-1 金属材料-拉伸试验-第1部分:室温实验方法EN 10020:2000 钢牌号定义和分类EN 10021:1993 钢及钢产品交货一般技术要求EN 10027-1 钢代号体系—第1部分:钢名称、基本符号EN 10027-2 钢代号体系—第2部分:数字代号体系EN 10079 钢产品分类EN 10143 连续热浸镀金属镀层钢板和钢带—尺寸外形及允许偏差EN 10204 金属产品—检验文件的类型EN 10113 金属材料—钢板和钢带—塑性应变比的测定EN 10275金属材料—钢板和钢带—拉伸应变硬化指数的测定EN 10260 钢代号体系—补充符号3 术语和定义本标准除采用EN 10020:2000、EN 10021:1993、EN 10079:1992、EN 10204:1991中的术语和定义外,还采用如下术语和定义:注1 钢铁的防护一般导则见EN ISO 14713.注2 连续热浸镀钢带镀层的成分见3.1到3.4。
3.1 热浸镀锌镀层(Z)将准备好的产品浸入到纯度至少为99%的熔融的锌液中获得的锌镀层(另见7.4.2)。
3.2 热浸镀锌-铁镀层(ZF)将准备好的产品浸入到纯度至少为99%的熔融的锌液中获得锌镀层,然后退火,形成至少含有8%~12%的铁的铁-锌镀层(另见7.4.3)。
3.3 热浸镀锌铝合金镀层(ZA)将准备好的产品浸入到含有大约5%铝的熔融的锌液中获得的锌铝合金镀层。
3.4 热浸镀铝锌合金镀层(AZ)EN10327-3-将准备好的产品浸入到含有大约55%铝、1.6%硅的熔融的锌液中获得的铝锌合金镀层。
3.5 热浸镀铝硅合金镀层(AS)将准备好的产品浸入到含有大约8%~11%硅的熔融的铝液中获得的铝硅合金镀层。
3.6 镀层重量镀层重量是产品两个面的镀层总重量(用g/m2表示)。
4 分类和代号4.1 根据EN 10020本标准包括的牌号为非合金钢。
这些牌号按照其冷成形性能的递增进行分类(见表1)。
DX51D:弯曲和成形级;DX52D:冲压级;DX53D:深冲级:DX54D:特殊深冲级;DX55D:特殊深冲级,(仅AS),耐热达800℃;DX56D:特优深冲级;DX57D:超深冲级。
4.2 代号4.2.1 钢名称本标准包括的钢牌号,列于表1中的钢是按照EN 10027-1和CR 10260命名的。
4.2.2 钢的数字代号本标准包括的钢牌号,列于表1中的钢是按照EN 10027-2命名数字代号的。
5 需方应提供的信息5.1 必要信息需方应在询价和订货时提供以下信息:a)交货数量;b)产品类型(钢板、钢带、定尺);c)尺寸标准号(EN 10143);d)公称尺寸和尺寸外形允许偏差,表征相关特殊偏差的符号(如果有);e)术语“钢”;f)本标准号(EN 10326);g)钢名称或钢数字代号和表1中的热浸镀镀层符号;h)镀层公称重量代号(例如275=275g/m2,两面,见表3~表6);i)镀层表面结构符号(N、M或R,见7.4和表4、表5);j)表面质量符号(A、B或C,见7.5);k)表面处理(C、O、CO、S、P、PO,见7.6)。
例如,1 钢板,尺寸允许偏差按EN 10143 中公称厚度为0.80mm 的钢板,特殊要求厚度允许偏差(S),公称宽度1200mm,特殊要求宽度允许偏差(S),公称长度2500mm,特殊要求不平度(FS),按EN 10327 制造的DX53D+ZF(1.0355+ZF),镀层重量275g/m2,镀层表面结构R,表面质量B,表面涂油(O);1 钢板 EN 10143-0.80S×1200S×2500FS钢 EN 10327-DX53D+Z275-R-B-O或者:1 钢板 EN 10143-0.80S×1200S×2500FSEN10327-4-钢 EN 10327- ZF(1.0355+ZF)+Z275-R-B-O5.2 可选要求本标准中列出如下一些可选要求。
如果需方没有明确提出如下要求,产品按基本要求供货。
a)产品交货厚度>3mm(见1.2);b)对熔炼分析进行确认(见7.1.2);c)产品以适用于制造某种具体的部件的要求来供货(见7.2.2);d)镀层重量不同于表3~表5的规定和/或要求差厚钢板(见7.3.2);e)大锌花镀层钢板(见7.4.2.1或7.4.5)f)在进行铝硅镀层时,对铝铁硅合金层最大重量有特殊要求(见7.4.6);g)对热浸镀铝硅合金镀层产品表面表面结构有特殊要求(B型表面,见7.5.3注);h) S类镀层(见7.6.5);i)无破断产品(见7.7)j)冷加工时要求无滑移线(见7.8.2);k)产品单面最大或最小镀层重量有特殊要求(见7.9.2);l)告知哪一面已进行检验(见7.10.1);m)按本标准要求进行一致性试验(见8.1.1和8.1.2);n)提供检验文件和检验文件的类型(见8.1.2);o)采用产品的商标进行标识(见9.2);p)包装要求(见10)。
6 制造工艺炼钢和制造产品的工艺有生产厂决定。
7 要求7.1 化学成分7.1.1 熔炼分析的化学成分应符合表1 的规定。
7.1.2 如果询价和订货时达成协议进行成品分析,则与表 1 熔炼分析成分的偏差值应符合表2 规定。
7.2 力学性能7.2.1 产品以表1 中的力学性能要求为基础交货。
7.2.2 如果在询价或订货时有协议,表 1 中规定的产品可以以适用于制造某种具体的部件的要求来供货。
这种情况下,表 1 中的数值不再适用。
拒收的允许偏差值应不超过询价和订货时的规定。
7.2.3 如果按7.2.1 订货,除非在询价或订货时另有协议,否则,表1 中的力学性能值适用于如下时间段内(自产品制造之日到用户生产应用之日)的产品:—镀层符合表1 规定的DX51D、DX52D 牌号,1 个月;—镀层符合表1 规定的DX53D、DX54D、DX55D、DX56D、DX57D 牌号,6 个月。
7.2.4 拉伸试验的数值适用于横向试样,并且与试样的横截面有无镀层有关。
EN10327-5-表1 钢牌号和力学性能(纵向试样)代号化学成分 % 质量分数最大值力学性能钢号数字代号镀层类型代号 C Si Mn P S Ti屈服强度ReaMPa*抗拉强度RmMPa*延伸率Ab80%最小塑性应变比r90最小加工硬化指数n90最小DX51D 1.0226 +Z、+ZF、+ZA、+AZ、+AS - 270~ 22 - -DX52D 1.0350 +Z、+ZF、+ZA、+AZ、+AS 140~300c 270~420 26 - -DX53D 1.0355 +Z、+ZF、+ZA、+AZ、+AS 140~260 270~380 30 - -DX54D 1.0306 +Z、+ZA 120~220 260~350 36 1.6 0.18DX54D 1.0306 +ZF 120~220 260~350 34 1.4 0.18DX54D 1.0306 +AZ 120~220 260~350 30 - -DX54D 1.0306 +AS 120~220 260~350 39 1.4d e 0.18eDX55D 1.0309 +AS 140~240 270~370 37 - -DX56D 1.0322 +Z、+ZA 120~180 260~350 39 1.9d 0.21DX56D 1.0322 +ZF 120~180 260~350 41 1.7d e 0.20eDX56D 1.0322 +AS 120~180 260~350 39 1.7d e 0.20eDX57D 1.0853 +Z、+ZA 120~170 260~350 41 2.1d 0.22DX57D 1.0853 +ZF 120~170 260~350 39 1.9d e 0.21eDX57D 1.0853 +AS0.12 0.50 0.60 0.10 0.045 0.30120~170 260~350 41 1.9d e 0.21e* 1MPa=1 N/mm;a 如果屈服强度不明显,可以用Rp0.2 代替;如果屈服强度明显,该值为下屈服点(Rel);b 对于厚度在0.50mm≤t≤0.70mm(包括镀层)之间的产品,最小延伸率(A80)应减少2 个单位;对于t≤0.50mm 的,减少4 个单位;c 该数值仅适用于光整产品(表面质量为B 和C 级);d 对于t>1.5mm 的产品,r90 值应减少0.2;e 对于t≤0.70mm 的产品,r90 值应减少0.2 , n90 值应减少0..01。
EN10327-6-表2 成品分析相对于表1 规定的熔炼分析的允许偏差元素表1 规定的熔炼分析极限值% 质量分数成品分析允许偏差% 质量分数C 0.12 +0.02Si 0.50 +0.03Mn 0.60 +0.10P 0.10 +0.01S 0.045 +0.005Ti 0.30 +0.017.3 镀层7.3.1 产品应以表3~表6 规定的镀锌(Z)、镀锌铁合金(ZF)、镀锌铝合金(ZA)、镀铝锌合金(AZ)和镀铝硅合金(AS)镀层交货。