焊接检验尺的使用方法
焊缝检查尺的使用
焊缝检查尺的使用1.首先,确保焊缝检查尺是完整的,表面光滑无任何划痕或损坏。
使用前要清洁,并检查刻度是否清晰可读。
2.根据需要,选择合适的尺寸和形状的检查尺,以便测量焊缝的各种参数。
常用的焊缝检查尺有直角尺、牙形尺、V型尺、U型尺等。
3.将焊缝检查尺对准待测的焊缝,确保其与焊缝平行或垂直。
4.使用检查尺的边缘或刻度直接与焊缝接触,确保测量的准确性和可重复性。
检查尺的刻度应与焊缝的位置对准,以便测量结果的准确性。
5.注意检查尺的稳定性,尽量避免移动或晃动,以免影响测量结果的准确性。
6.根据需要,可以使用检查尺的刻度测量焊缝的宽度、高度、间隙、凸度、厚度等参数。
7.对于焊缝的直线度、平面度等检测,可以使用检查尺的直角边来进行。
将直角边对准与焊缝平行或垂直的两个线段,比较焊缝与直角边的垂直程度或平行度。
8.使用检查尺测量后,可以根据测量结果来评估焊缝的质量,并据此进行相应的调整和改进。
1.确保焊缝检查尺的精度和准确性,定期进行校验和维护,以确保测量结果的准确性。
2.在使用时要保持焊缝检查尺的平稳和稳定,避免因晃动和移动而影响测量结果。
可以使用辅助固定夹具等工具来增加测量的稳定性。
3.注意安全操作,避免尺刃或刻度损坏,并避免尺刃伤到手指。
4.必要时,可以使用放大镜或显微镜来观察检查尺和焊缝的接触情况,以提高测量的准确性。
总结起来,焊缝检查尺是一种重要的焊接质量检验工具,能够帮助焊工和质检人员准确评估焊接工艺和操作,并据此进行相应调整和改进。
在使用时需要注意检查尺的精度、稳定性和安全操作,以确保测量结果的准确性和可靠性。
焊接检验尺的使用方法
焊接检验尺的使用方法
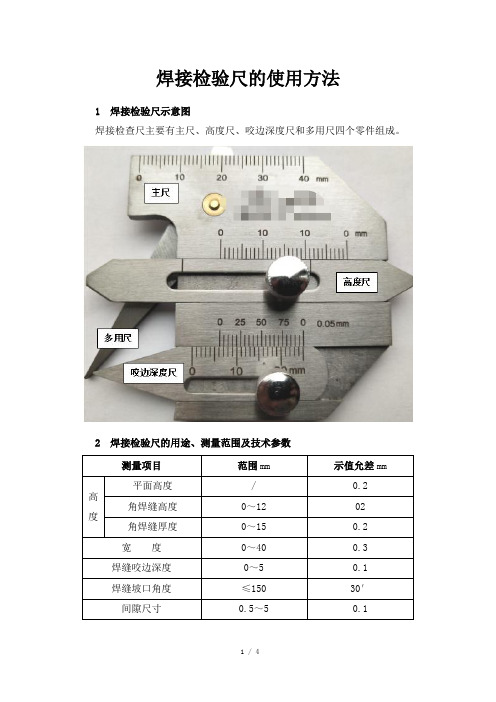
1 焊接检验尺示意图
焊接检查尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成。
2 焊接检验尺的用途、测量范围及技术参数
测量项目范围mm示值允差mm
高度
平面高度/ 0.2 角焊缝高度0~12 02 角焊缝厚度0~15 0.2 宽度0~40 0.3 焊缝咬边深度0~5 0.1 焊缝坡口角度≤150 30′间隙尺寸0.5~5 0.1
3 焊接检验尺的使用方法
测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
测量角焊高度:用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
4 焊接检验尺的保养方法
1.焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2.不允许用香蕉水擦洗刻度部位。
3.多用尺上的间隙尺,不能当工具用。
焊接检验尺使用方法
焊接检验尺使用方法一、焊接检验尺的结构:焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为I型(图1)、H型(图2)、川型(图3)和W型(图4)二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15 ± 0.05 )mm宽度差0.05mm>3、测量面的表面粗糙度:不大于Ra0.8 口m4、测量面的平面度:不大于0.02mm在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过土30'。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
7、测量焊缝宽度先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
焊缝检验尺使用规范
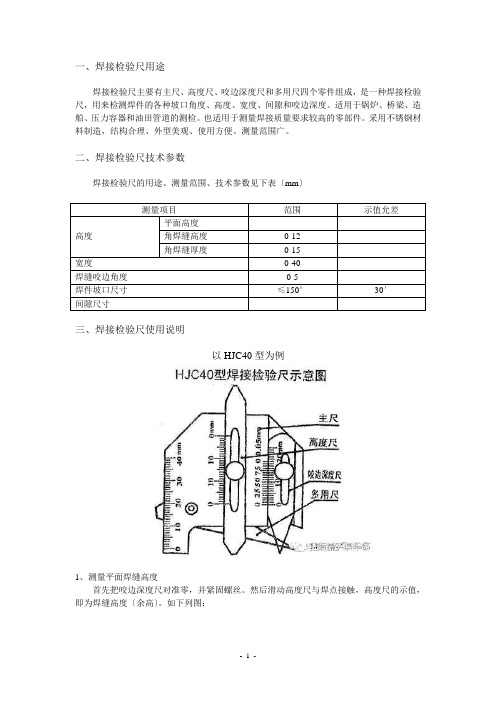
一、焊接检验尺用途焊接检验尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。
也适用于测量焊接质量要求较高的零部件。
采用不锈钢材料制造,结构合理、外型美观、使用方便、测量范围广。
二、焊接检验尺技术参数焊接检验尺的用途、测量范围、技术参数见下表〔mm〕测量项目范围示值允差高度平面高度角焊缝高度0-12 角焊缝厚度0-15宽度0-40焊缝咬边角度0-5焊件坡口尺寸≤150°30′间隙尺寸三、焊接检验尺使用说明以HJC40型为例1、测量平面焊缝高度首先把咬边深度尺对准零,并紧固螺丝。
然后滑动高度尺与焊点接触,高度尺的示值,即为焊缝高度〔余高〕。
如下列图:2、测量角焊缝高度用该尺的工作面紧靠焊件和焊缝,并滑动高度尺与焊件另一边接触看高度尺指示线,指示值为焊缝高度。
如下列图:3、测量角焊缝在45度时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值为焊缝厚度。
如下列图:4、测量焊缝咬边深度首先把高度尺对准零位,并紧螺丝,然后使用咬边尺测量咬边深度,看咬边尺示值,即为咬边深度。
如下列图:5、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工桌面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
如下列图:6、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,然后看多用尺上的指示值,即为焊缝宽度。
如下列图:7、测量装配间隙用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
如下列图:四、保养方法:1.焊接检验尺不能与其他工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
3.多用尺上的间隙尺,不能当工具用。
焊接检验尺的使用方法课件

如焊接检验尺的某些部件损坏或磨损,应及时进行更换。更换时应选用与原厂 相同规格和质量的部件,以确保焊接检验尺的性能和准确性。
05 焊接检验尺的应用实例
焊接检验尺在管道检测中的应用
管道焊接质量检测
使用焊接检验尺对管道的焊缝进行检测,判断焊缝的宽度、 高度和角度是否符合标准要求,确保管道焊接质量。
根据精度要求,焊接检验尺可分为普 通精度和高精度两种类型,以满足不 同用户的需求。
02 焊接检验尺的结构与原理
焊接检验尺的结构
01
02
03
直尺
用于测量直线段和水平度测量装置
用于测量凹槽或孔的深度。
04
刻度
用于指示测量值。
焊接检验尺的工作原理
通过直尺和角尺的组 合,利用三角函数和 几何原理进行测量。
焊接检验尺的用途
在焊接过程中,焊接检验尺可 以用来测量焊缝的宽度、高度 和角度,以确保焊接质量。
在焊接完成后,焊接检验尺可 以用来检查焊接件的尺寸和变 形情况,以确保符合设计要求。
焊接检验尺还可以用来评估焊 接操作人员的技能水平,以确 保焊接质量稳定。
焊接检验尺的种类
根据测量范围和用途,焊接检验尺可 分为多种类型,如直尺、曲尺、角度 尺等。
校准
使用前应检查焊接检验尺的零位是 否准确,如有偏差应及时调整。
选择合适的量程
根据测量需求选择合适的量程,避 免因量程过大或过小导致测量误差。
焊接检验尺的测量步骤
确定测量位置
选择焊缝的两个垂直面 作为测量位置,确保测
量面平整、无毛刺。
放置焊接检验尺
将焊接检验尺的测量面 与焊缝垂直面贴合,确
保无缝隙。
焊接检验尺的使用方法课件
目录
焊缝检验尺使用方法

焊缝检验尺使用方法
焊缝检验尺是一种用于检验焊接工件(尤其是对于焊缝)尺寸和形状的工具,以下是一些使用方法:
1. 准备工作:选择合适的焊缝检验尺,通常根据需要测量的尺寸大小和深度来选择合适的尺寸;并选择适当的光源(如手电筒)来照亮工件表面。
2. 操作方法:将焊缝检验尺放置于焊缝上,使其与焊缝垂直,并将其平放在焊接表面上。
3. 观察测量:通过光源照射,观察焊缝的形状和尺寸,可以从检验尺上读取并记录相应的尺寸和深度值。
4. 记录比较:将测量数据记录下来,与所需的尺寸对比,以便确定焊缝是否符合要求。
5. 保养方法:在使用后,应对焊缝检验尺进行清洁,以确保其表面完整和清洁。
同时,要注意防止刮伤检验尺的尺面,以免影响下一次的使用。
焊接检验尺使用方法
一、焊接检验尺的结构焊接检验尺是利用线纹和游标测量等原理,检验焊接件的焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等的计量器具。
主要结构形式分为Ⅰ型(图1)、Ⅱ型(图2)、Ⅲ型(图3)和Ⅳ型(图4)。
二、焊接检验尺的计量性能要求1、高度尺、咬边深度尺和多用尺指标线棱边至主尺标记面的距离不大于0.3mm。
2、标尺标记的宽度和宽度差:标尺标记的宽度应为(0.15±0.05)mm,宽度差0.05mm。
3、测量面的表面粗糙度:不大于Ra0.8 μm。
4、测量面的平面度:不大于0.02mm。
在宽度尺测量面距短边0.2mm内及其他测量面距短边1mm内允许塌边。
5、角度样板的偏差和测角度尺的示值误差:最大允许误差不超过±30′。
6、主尺边缘线性标尺的示值误差:最大允许误差见表1。
7、高度尺的零值误差和示值误差、咬边深度尺的零值误差和示值误差、宽度尺的示值误差及间隙尺的示值误差均见表1。
三、焊接检验尺的使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度。
2、测量角焊高度用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
3、测量角焊缝在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度。
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
5、测量焊缝宽度先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
6、测量焊件坡口角度根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作面形成的角度,多用尺指示线所指示值为坡口角度。
7、测量焊缝宽度先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
焊接检验尺的使用方法
HJC40型焊接检验尺的使用方法第一部分焊接检验尺示意图
第二部分
第三部分焊接检验尺使用方法
1
1
1
1
第四部分 焊接检验尺的保养
品 保 部
测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件
之间,看多用尺上间隙尺所指值,即
为间隙值。
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
1
测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
HJC40型焊接检验尺使用方法
二、测量角焊缝高度
2.滑动高度尺与焊 件的另一边接触, 看高度尺的指示 线,指示值即为 焊缝高度
二、测量角焊缝高度
1.在45°时的焊点为角焊缝厚度。 首先要检测尺主体工作面检测尺主 体工作面与 焊件两个面 靠紧。
三、测量焊缝厚度
2.滑动高度尺 与焊缝表面点 接触,高度尺 所指示值即为 焊缝厚度。
焊接检验尺使用方法
1.首先把咬 边深度尺对 准零位,并 紧固螺丝。
一、测量平面焊缝高度
2.用检验尺的工作 面靠紧焊件表面。
4.滑动高度尺与焊 缝表面点接触,高 度尺的所指示值, 即为焊缝高度。
3.咬边深度尺靠紧 焊件表面。
一、测量平面焊缝高度
1.用检验尺的工作 面靠紧焊件和焊缝
1.用检验尺的工 作面靠紧焊件和 焊缝
1.先把高度尺 对准零位,并 紧固螺丝。
四、测量焊缝咬边深度
2.检测尺两个主体工 作面与焊件表面紧。
3.用咬边深度尺测量咬 边深度,看咬边尺指 示值,即为咬边深度。
四、测量焊缝咬边深度
1.先用检测尺主体测量 角靠紧焊缝的一边 。
五、测量焊缝宽度
2.旋转多用尺的测量角靠 紧焊缝的另一边,多用尺 上的指示值,即为焊缝宽 度.
HJC40型 焊接检验尺的使用方法
高度尺
焊接检验尺示意图
咬边深 度尺
主尺
多用 尺
焊接检验尺的测量范围及技术参数
测量项目
范 围(mm)
平面高度 高度 角焊缝高度
角焊缝厚度 宽度 焊缝咬边深度 焊缝坡口角度 间隙尺寸
/ 0—12 0—15 0—40 0—5 ≤150 0.5—5
示值允差 (mm)
0.2 02 0.2 0.3 0.1 30′ 0.1
焊接检验尺的使用方法
HJC40型焊接检验尺的使用方法第一部分焊接检验尺示意图第二部分焊接检验尺的测量范围及技术参数测量项目范围示值允差高度平面高度/ 0.2 角焊缝高度0—12 02 角焊缝厚度0—15 0.2 宽度0—40 0.3 焊缝咬边深度0—5 0.1 焊缝坡口角度≤150 30′间隙尺寸0.5—5 0.1第三部分焊接检验尺使用方法主尺高度尺咬边深度多用尺测量平面焊缝高度:首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺的所指示值,即为焊缝高度测量角焊高度,用该尺的工作面靠紧焊件和焊缝,并滑动高度尺与焊件的另一边接触,看高度尺的指示线,指示值即为焊缝高度。
测量角焊缝:在45°时的焊点为角焊缝厚度。
首先把主体的工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝厚度。
21 111测量焊缝咬边深度:首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,看咬边尺指示值,即为咬边深度。
此处测量角度测量焊件坡口角度:根据焊件所需要的坡口角度,用主尺与多用尺配合。
看主尺工作面与多用尺工作形成的角度,多用尺指示线所指示值为坡口角度。
11此处测量宽度测量焊缝宽度:先用主体测量角靠紧焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
第四部分焊接检验尺的保养测量焊缝宽度:先用主体测量角紧靠焊缝的一边,然后旋转多用尺的测量角靠紧焊缝的另一边,看多用尺上的指示值,即为焊缝宽度。
测量装配间隙:用多用尺插入两焊件之间,看多用尺上间隙尺所指值,即为间隙值。
1、焊接检验尺不能与其它工具堆放在一起,以免变形造成划伤,刻线模糊,影响精度。
2、不允许用香蕉水擦洗刻度部位。
3、多用尺上的间隙尺,不能当工具用。
1。