焊线基础知识
焊接技术培训
焊接技术培训培训内容一:焊接基础知识在焊接技术培训的开始阶段,我们首先介绍了焊接的基础知识,包括焊接的定义、分类、原理和应用领域等方面。
通过学习这些知识,职工们能够对焊接技术有一个全面的了解,为接下来的学习打下坚实的基础。
培训内容二:焊接设备和工具的使用在这一部分,我们向职工们介绍了常见的焊接设备和工具的使用方法和注意事项。
这部分内容主要包括焊接机、焊枪、焊接材料等的选择和使用原则,以及安全操作规范。
通过掌握这些知识,职工们能够有效地使用焊接设备和工具,确保工作安全和焊接质量。
培训内容三:焊接工艺规范焊接工艺是影响焊接质量的重要因素,通过本次培训,我们向职工们介绍了常见的焊接工艺规范,包括焊接接头准备、焊接参数设定、焊接过程控制等方面。
这部分内容对于提高焊接质量和生产效率非常重要,职工们需要认真学习并灵活运用到实际工作中。
培训内容四:焊接缺陷及预防在焊接过程中,难免会出现一些焊接缺陷,如气孔、裂纹、焊渣等。
本次培训中,我们向职工们详细介绍了这些焊接缺陷的成因和预防措施。
通过学习这部分内容,职工们能够及时发现和纠正焊接缺陷,确保产品质量符合标准要求。
培训内容五:焊接技术新发展及应用最后,我们向职工们介绍了焊接技术的新发展和应用,包括激光焊接、电子束焊接、摩擦搅拌焊接等先进的焊接技术。
这些新技术在提高焊接质量和生产效率方面都有着重要的作用,职工们需要密切关注并学习相关知识,以适应未来的发展需求。
通过本次焊接技术培训,我们相信职工们能够掌握更加丰富和实用的焊接知识,提高焊接技术水平,为企业的发展做出更大的贡献。
希望大家能够牢记培训内容,不断加强学习和实践,不断完善自己的焊接技术,为企业赢得更多的成果和荣誉。
培训内容六:焊接安全知识焊接作为一项高温高压的工艺活动,涉及到一系列安全隐患,比如火灾、爆炸、电击、放射性等问题。
因此,本次培训还专门对焊接安全知识进行了详细介绍。
我们向职工们强调了安全意识的重要性,提出了正确使用个人防护装备、遵守操作规程、参与安全培训等安全管理措施。
焊工科目一二三四

焊工科目一二三四第一科目:焊接基础知识焊接是一种将金属材料连接起来的工艺,具有广泛的应用。
作为一名焊工,掌握好焊接的基础知识是非常重要的。
本文将介绍焊接的基本概念、常用的焊接方法、焊缝的准备和常见的焊接缺陷。
1. 焊接的基本概念焊接是将金属材料通过加热、加压或其他形式进行熔接,使其在固化后形成一个连续的结构。
焊接的主要目的是实现金属材料的连接,以满足工程或制造的需求。
2. 常用的焊接方法目前,常用的焊接方法包括电弧焊、气体保护焊和电阻焊等。
其中,电弧焊是最常见的焊接方法,它利用电弧的热能将金属材料熔接在一起。
气体保护焊适用于对接不同材料,如钢与不锈钢的焊接。
电阻焊则通过电阻加热将金属材料熔接。
3. 焊缝的准备在焊接之前,需要对焊缝进行准备工作。
首先,要确保焊接表面的清洁,去除杂质和脏物。
其次,对焊缝进行坡口处理,以便增加焊接强度。
最后,根据不同的焊接方法选择合适的焊丝和焊剂。
4. 常见的焊接缺陷在焊接过程中,常会出现一些焊接缺陷,如焊缝不合格、裂纹、气孔和未焊透等。
这些缺陷会影响焊接的质量和强度。
为了避免这些缺陷的发生,焊工需要掌握好焊接技术,确保焊接的稳定性和质量。
第二科目:焊接安全与操作规范焊接工作涉及到高温和电流,存在一定的安全风险。
为了保障焊工的安全,必须严格遵守操作规范和采取相应的安全措施。
本文将介绍焊接过程中的安全注意事项、个人保护措施和操作规范。
1. 焊接过程中的安全注意事项焊接时应注意以下事项:确保工作区域通风良好,避免有毒气体积聚;避免火源附近进行焊接,防止发生火灾;避免高温物品接触皮肤,使用防火手套和护目镜保护;禁止在有可燃物的区域进行焊接。
2. 个人保护措施在焊接过程中,焊工需要采取相应的个人保护措施,如佩戴防护手套、护目镜和防护服等。
这些措施可以有效地保护焊工的人身安全,降低事故发生的风险。
3. 操作规范操作规范对焊接工作的安全进行了规范。
焊工在进行焊接工作时,应按照规定的程序进行操作,严禁越过规定的范围和权限进行工作。
焊接一点通焊接基础知识常用知识面世知识

注意:
焊接接头分类的原则仅根据焊接接头在容器 所处的位置而不是按焊接接头的结构形式分 类,所以,在设计焊接接头形式时,应由容 器的重要性、设计条件以及施焊条件等确定 焊接结构。这样,同一类别的焊接接头在不 同的容器条件下,就可能有不同的焊接接头 形式。
四、压力容器焊接结构设计的基本原则 1.尽量采用对接接头
1.筒体、封头及其相互间连接的焊接结构 纵、环焊缝必须采用对接接头。 对接接头的坡口形式可分为不开坡口(又称齐边坡口)、V 形坡口、X形坡口、单U形坡口和双U形坡口等数种,应根 据筒体或封头厚度、压力高低、介质特性及操作工况选择 合适的坡口形式。
2. 接管与壳体及补强圈间的焊接结构 一般只能采用角接焊和搭接焊,具体的焊接结构还与容器 的强度和安全性要求有关。有多种接头形式,涉及是否开 坡口、单面焊与双面焊、熔透与不熔透等问题。设计时, 应根据压力高低、介质特性、是否低温、是否需要考虑交 变载荷与疲劳问题等来选择合理的焊接结构。下面介绍常 用的几种结构。
焊接结构学 – 绪论
焊接技术在工业部门中应用的历史并不 长,但其发展却非常迅速。短短的几十 年中,焊接已在许多工业部门的金属结 构中,如建筑钢结构,船体,铁道车辆、 压力容器等几乎全部取代了铆接。此外, 在机械制造业中,以往由整铸整锻方法 生产的大型毛坯改成了焊接结构,目前, 世界主要工业国家生产的焊接结构占到 钢产量的45%。
图4 压力容器焊接接头分类
B类: 壳体部分的环向接头、锥形封头小端与接管连接的接 头、长颈法兰与接管连接的接头。但已规定为A、C、 D类的焊接接头除外。
C类: 平盖、管板与圆筒非对接连接的接头,法兰与壳体、 接管连接的接头,内封头与圆筒的搭接接头以及多层 包扎容器层板层纵向接头。
D类: 接管、人孔、凸缘、补强圈等与壳体连接的接头。但 已规定为A、B类的焊接接头除外。
焊接基础知识培训图文并茂详细全面PPT课件

包括焊丝直径、焊接电流、电弧电压等,对焊缝成形和质量有重要 影响。
REPORT
CATALOG
DATE
ANALYSIS
SUMMAR Y
03
焊接材料选择与使用技 巧
焊化物, 如二氧化硅、二氧化钛等 ,焊接工艺性好,但焊缝 的力学性能较差。
碱性焊条
药皮中含有碱性氧化物, 如大理石、萤石等,焊缝 的力学性能较好,但焊接 工艺性稍差。
CATALOG
DATE
ANALYSIS
SUMMAR Y
01
焊接概述与基本原理
焊接定义及分类
焊接定义
通过加热或加压,或两者并用, 使两个分离的物体产生原子(分 子)间结合力而连接成一体的成 形方法。
焊接分类
根据焊接过程中金属所处状态及 工艺特点,可将焊接方法分为熔 化焊、压力焊和钎焊三大类。
焊接过程与特点
REPORT
CATALOG
DATE
ANALYSIS
SUMMAR Y
05
焊缝质量检查与评定方 法
外观检查标准解读
01
焊缝成形良好,过渡平 滑,无明显咬边、未焊 透、未熔合等缺陷。
02
焊缝表面无裂纹、气孔 、夹渣等缺陷。
03
焊缝余高、宽度符合标 准要求。
04
焊后处理符合要求,如 去除飞溅、打磨平整等 。
焊接过程
包括加热、熔化、冶金反应、结晶、 冷却等过程,同时伴有力学、冶金、 热和物理化学变化。
焊接特点
具有节省材料、生产效率高、接头质 量好、便于实现自动化和机械化等优 点。
焊接应用领域
01
02
03
04
制造业
广泛应用于汽车、船舶、航空 航天、轨道交通等制造业领域
焊线基础知识
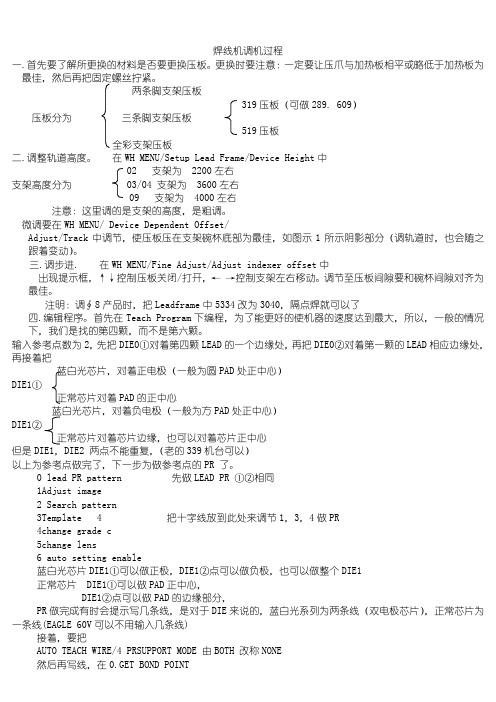
焊线机调机过程一.首先要了解所更换的材料是否要更换压板。
更换时要注意:一定要让压爪与加热板相平或略低于加热板为最佳,然后再把固定螺丝拧紧。
两条脚支架压板319压板(可做289. 609)压板分为三条脚支架压板519压板全彩支架压板二.调整轨道高度。
在WH MENU/Setup Lead Frame/Device Height中02 支架为 2200左右支架高度分为 03/04 支架为 3600左右09 支架为 4000左右注意:这里调的是支架的高度,是粗调。
微调要在WH MENU/ Device Dependent Offset/Adjust/Track中调节,使压板压在支架碗杯底部为最佳,如图示1所示阴影部分(调轨道时,也会随之跟着变动)。
三.调步进. 在WH MENU/Fine Adjust/Adjust indexer offset中出现提示框,↑↓控制压板关闭/打开,←→控制支架左右移动。
调节至压板间隙要和碗杯间隙对齐为最佳。
注明:调∮8产品时,把Leadframe中5334改为3040,隔点焊就可以了四.编辑程序。
首先在Teach Program下编程,为了能更好的使机器的速度达到最大,所以,一般的情况下,我们是找的第四颗,而不是第六颗。
输入参考点数为2,先把DIE0①对着第四颗LEAD的一个边缘处,再把DIE0②对着第一颗的LEAD相应边缘处,再接着把蓝白光芯片,对着正电极(一般为圆PAD处正中心)DIE1①正常芯片对着PAD的正中心蓝白光芯片,对着负电极(一般为方PAD处正中心)DIE1②正常芯片对着芯片边缘,也可以对着芯片正中心但是DIE1,DIE2 两点不能重复,(老的339机台可以)以上为参考点做完了,下一步为做参考点的PR 了。
0 lead PR pattern 先做LEAD PR ①②相同1Adjust image2 Search pattern3Template 4 把十字线放到此处来调节1,3,4做PR4change grade c5change lens6 auto setting enable蓝白光芯片DIE1①可以做正极,DIE1②点可以做负极,也可以做整个DIE1正常芯片 DIE1①可以做PAD正中心,DIE1②点可以做PAD的边缘部分,PR做完成有时会提示写几条线,是对于DIE来说的,蓝白光系列为两条线(双电极芯片),正常芯片为一条线(EAGLE 60V可以不用输入几条线)接着,要把AUTO TEACH WIRE/4 PRSUPPORT MODE 由BOTH 改称NONE然后再写线,在0.GET BOND POINT记住,CHANGE BOND ON 当中的几个名词:DIE0 为LEAD , DIE1……N为芯片,GND 为接地线写完后,请退到TEACH PROGRAM下若是蓝白光产品,把8.MULTIPLE SEARCH 由NO 改成YES(此项功能为是抓小芯片的,意思是多重PR搜索,两个PAD相距比较近的搜索).然后再回到上一级菜单TEACH ,把 2 STEP &REPEAT 由NONE 改成AHEAD(正常不打球时用,速度比较快),HYBREV是先找芯片后再打线,下面是根据提示在做就可以了,要先输入一行七列.按顺序,1,2,然后再自动跳到3附近,同1,2位置,直到完成.下一步,是在F1 15 密码为2002,进入158,把最后一单元的第21颗删除,就是C1,接着可以修改参数了,可以加双球,可以测高了,也就是说可以正常调弧度后正常焊线了.自动焊线机调整参数的分析1.调整轨道6.WH MENU/5.DEVICEDEPENDENTOFFSET/1.ADJUST/9.TRACK此菜单是调整轨道的微调菜单,真正调整轨道菜单,或者称为调整支架的宽度菜单为:6.WH MENU/0.SETUP LEADFAME/4.DEVICE HIGHT 对于支架确认了,那么,支架的宽度(高度)也就确认了,那么调出的盘的程序的支架的高度(轨道高度)也就确认了,那么在那个调整轨道的菜单,只能作为微调轨道高度了。
焊线基础知识
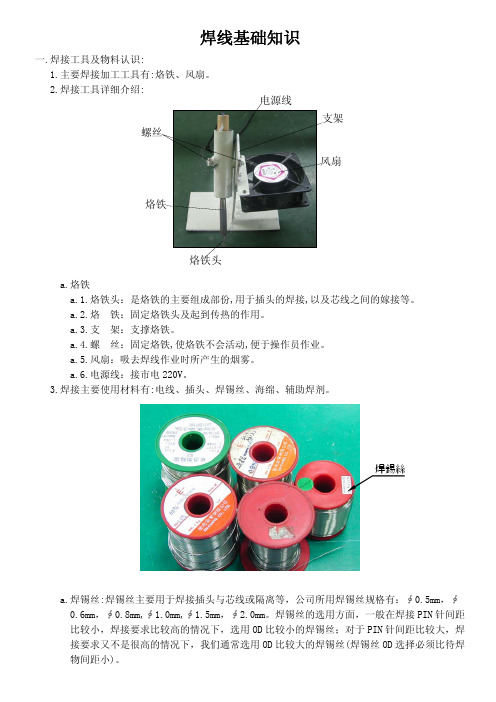
焊线基础知识一.焊接工具及物料认识:1.主要焊接加工工具有:烙铁、风扇。
2.焊接工具详细介绍:a.烙铁a.1.烙铁头:是烙铁的主要组成部份,用于插头的焊接,以及芯线之间的嫁接等。
a.2.烙 铁:固定烙铁头及起到传热的作用。
a.3.支 架:支撑烙铁。
a.4.螺 丝:固定烙铁,使烙铁不会活动,便于操作员作业。
a.5.风扇:吸去焊线作业时所产生的烟雾。
a.6.电源线:接市电220V。
3.焊接主要使用材料有:电线、插头、焊锡丝、海绵、辅助焊剂。
a.焊锡丝:焊锡丝主要用于焊接插头与芯线或隔离等,公司所用焊锡丝规格有:∮0.5mm,∮0.6mm,∮0.8mm,∮1.0mm,∮1.5mm,∮2.0mm。
焊锡丝的选用方面,一般在焊接PIN 针间距比较小,焊接要求比较高的情况下,选用OD 比较小的焊锡丝;对于PIN 针间距比较大,焊接要求又不是很高的情况下,我们通常选用OD 比较大的焊锡丝(焊锡丝OD 选择必须比待焊物间距小)。
焊錫絲支架螺丝 电源线风扇烙铁头烙铁b.海绵:b.1.海绵主要用于擦拭烙铁头残余的焊剂及焊锡,使烙铁头保持干净,便于作业员正常作业。
b.2.海绵加水后方可使用,海绵加水的标准为:将海绵湿水后,用大拇指和食指捏住海绵任意一角,悬空甩三次后,放置烙铁板上不渗水即可。
二.焊线要求:a.插上电源,预热电烙铁5-10分钟使之达到正常的工作温度,用温度测试仪量测烙铁是否达到所要求的温度,不同瓦数的烙铁,所要求达到的温度是不同的,如下表所示:b.拿一个插头,注意焊时每一排针必须与电烙铁平行,才不致于把焊锡沾在铁壳前。
c.根据接线表按色码分线。
d.焊接方法:e.被焊件先点焊锡丝,先移去焊钖丝、再移去被焊件,冷却。
f.焊杯、芯线先点焊锡丝吃锡, 移去焊钖丝,被焊件加温(预热),焊接不加锡,移去被焊件,冷却。
三.焊线之拉力要求:1.以下焊点拉力标准一般适合之剥芯线绝缘长度2-3mm 。
2.芯线焊线后需能承受静拉力要求如下:26AWG 以上 3磅/3秒28AWG 2磅/3秒30AWG 以下 1磅/3秒 注:1磅约等于0.9斤。
焊接基本电路知识点总结

焊接基本电路知识点总结一、焊接基本原理1. 焊接的定义焊接是通过熔合或压制的方式,将金属或非金属材料连接在一起的加工方法。
焊接过程中需要使用焊接电路进行电力供给,以实现热能的产生和传递,使焊接材料熔化并连接在一起。
2. 焊接电路的作用焊接电路是用来为焊接过程提供电力能源的装置,其主要功能是通过电源将电能转换为热能,从而使焊接材料发生熔化并连接在一起。
3. 焊接电流和电压焊接电路中的焊接电流和电压是两个重要的参数。
焊接电流决定了焊接过程中传递的能量大小,而焊接电压则影响了焊接过程中热能的产生和传递。
4. 焊接参数的选择在进行焊接时,需要根据焊接材料的种类、厚度和形状等因素来选择合适的焊接参数,以确保焊接质量和效率。
二、焊接电路的基本组成1. 电源焊接电路的电源主要有直流电源和交流电源两种类型。
直流电源适用于对焊接材料进行深层焊接,而交流电源则常用于对焊接材料进行表面焊接。
2. 开关焊接电路中的开关用于控制电流的通断,以实现对焊接过程的控制。
3. 变压器变压器是用来调节焊接电路中电压的设备,其主要功能是将输入的电压转换为合适的焊接电压。
4. 整流器整流器用于将交流电源转换为直流电源,以满足直流焊接过程中对电源的需求。
5. 电阻焊接电路中的电阻可用来调节电流的大小,以确保焊接过程中能够获得合适的热能供给。
6. 电容电容用于储存电荷,以稳定焊接电路中的电压和电流。
7. 变流器变流器用于调节焊接电路中的电流大小和方向,以满足不同焊接过程的需求。
三、焊接电路的工作原理1. 电源的工作原理焊接电路中的电源主要工作原理是将输入的电能转换为热能,从而使焊接材料发生熔化并连接在一起。
2. 开关的工作原理焊接电路中的开关可以通过控制电流的通断,以实现对焊接过程的控制。
3. 变压器的工作原理变压器通过改变输入的电压大小,以实现对焊接电路中电压的调节。
4. 整流器的工作原理整流器通过将交流电源转换为直流电源,以满足直流焊接过程中对电源的需求。
焊接基础知识及工艺培训
三、设计文件工艺性审查
▪ 1、工艺性审查的主要内容 ▪ 2、结构件材料的选择 ▪ 3、焊接接头设计与选择
1、工艺性审查的主要内容:
▪ 1.1 设计图纸材料选择是否适宜,材料的可焊性如何,要 防止采用焊接性低劣的母材用于重要承载部件和受压部件。
▪ 1.2 结构件是否有足够的焊接空间,焊接位置是否适宜, 接头位置的可见度、可达性和可检查性。
▪ 应用范围:适用于于工件厚度0.5~4.0 ㎜范围内的钢及 有色金属全位置连接焊接;以及堆焊。
▪ 3.4 熔化极气体保护焊〔MSG;MIG 131/MAG 135〕
▪ 原理:熔化极惰性气体保护焊〔MIG〕和熔化极活性气体 保护焊〔MAG〕均属于熔化极气体保护焊接法。通过软 管束,将保护气体、焊接电流和作为焊接填充材料的焊 丝送入焊炬。送丝机构通过焊炬导电咀的滑动接触面将 焊接电流传输到焊炬中正在移动着的焊丝上。在焊丝与 工件之间可见的燃烧电弧供给焊丝熔化和工件所需要的 能量,电弧温度约高达10000℃。焊接有色金属时,用惰 性气体保护熔池;焊接碳钢、低合金钢和高合金钢时, 一般采用通过导电咀直接传输到离电弧很近的部位,如 此可使焊丝具有较高的电流承载能力从而也提高了熔敷 率。
6.1 国标324焊缝表示符号
6.2 ISO2553焊缝表示
焊缝的补充说明
焊接位置图示
7.常用的坡口类型
▪ 国标985坡口型式
德标DIN8551坡口型式
美标AWS D1.1局部熔透坡口型式
美标AWS D1.1完全熔透坡口型式
二、公司常用焊接标准
▪ 1、国家及行业标准 ▪ 2、企业标准
5.熔焊接头与根本类型
▪ 焊接接头:焊接接头是指把零件或部件用焊 接的方法相互连接起来的区域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊线机调机过程一.首先要了解所更换的材料是否要更换压板。
更换时要注意:一定要让压爪与加热板相平或略低于加热板为最佳,然后再把固定螺丝拧紧。
两条脚支架压板319压板(可做289. 609)压板分为三条脚支架压板519压板全彩支架压板二.调整轨道高度。
在WH MENU/Setup Lead Frame/Device Height中02 支架为 2200左右支架高度分为 03/04 支架为 3600左右09 支架为 4000左右注意:这里调的是支架的高度,是粗调。
微调要在WH MENU/ Device Dependent Offset/Adjust/Track中调节,使压板压在支架碗杯底部为最佳,如图示1所示阴影部分(调轨道时,也会随之跟着变动)。
三.调步进. 在WH MENU/Fine Adjust/Adjust indexer offset中出现提示框,↑↓控制压板关闭/打开,←→控制支架左右移动。
调节至压板间隙要和碗杯间隙对齐为最佳。
注明:调∮8产品时,把Leadframe中5334改为3040,隔点焊就可以了四.编辑程序。
首先在Teach Program下编程,为了能更好的使机器的速度达到最大,所以,一般的情况下,我们是找的第四颗,而不是第六颗。
输入参考点数为2,先把DIE0①对着第四颗LEAD的一个边缘处,再把DIE0②对着第一颗的LEAD相应边缘处,再接着把蓝白光芯片,对着正电极(一般为圆PAD处正中心)DIE1①正常芯片对着PAD的正中心蓝白光芯片,对着负电极(一般为方PAD处正中心)DIE1②正常芯片对着芯片边缘,也可以对着芯片正中心但是,DIE2 两点不能重复,(老的339机台可以)以上为参考点做完了,下一步为做参考点的PR 了。
0 lead PR pattern 先做LEAD PR ①②相同1Adjust image2 Search pattern3Template 4 把十字线放到此处来调节1,3,4做PR4change grade c5change lens6 auto setting enable蓝白光芯片DIE1①可以做正极,DIE1②点可以做负极,也可以做整个DIE1正常芯片 DIE1①可以做PAD正中心,DIE1②点可以做PAD的边缘部分,PR做完成有时会提示写几条线,是对于DIE来说的,蓝白光系列为两条线(双电极芯片),正常芯片为一条线(EAGLE 60V可以不用输入几条线)接着,要把AUTO TEACH WIRE/4 PRSUPPORT MODE 由BOTH 改称NONE然后再写线,在0.GET BOND POINT记住,CHANGE BOND ON 当中的几个名词:DIE0 为LEAD , DIE1……N为芯片,GND 为接地线写完后,请退到TEACH PROGRAM下若是蓝白光产品,把8.MULTIPLE SEARCH 由NO 改成YES(此项功能为是抓小芯片的,意思是多重PR搜索,两个PAD相距比较近的搜索).然后再回到上一级菜单TEACH ,把2 STEP &REPEAT 由NONE 改成AHEAD(正常不打球时用,速度比较快),HYBREV是先找芯片后再打线,下面是根据提示在做就可以了,要先输入一行七列.按顺序,1,2,然后再自动跳到3附近,同1,2位置,直到完成.下一步,是在F1 15 密码为2002,进入158,把最后一单元的第21颗删除,就是C1,接着可以修改参数了,可以加双球,可以测高了,也就是说可以正常调弧度后正常焊线了.自动焊线机调整参数的分析1.调整轨道6.WH MENU/5.DEVICEDEPENDENTOFFSET/1.ADJUST/9.TRACK此菜单是调整轨道的微调菜单,真正调整轨道菜单,或者称为调整支架的宽度菜单为:6.WH MENU/0.SETUP LEADFAME/4.DEVICE HIGHT 对于支架确认了,那么,支架的宽度(高度)也就确认了,那么调出的盘的程序的支架的高度(轨道高度)也就确认了,那么在那个调整轨道的菜单,只能作为微调轨道高度了。
2.调整料盒(左料盒与右料盒)6.WH MENU/5.DEVICE DEPENDENT OFFSET /1.ADJUST 中,3项,4项,5项,6项等。
此四项是调整左右料盒的Y向、Z向参数。
3.步进的调整6.WH MENU /3. FINE ADJUST此菜单主要是调整步进左右偏的问题,让压板能很好的压支架的管脚的问题。
4.BSOB、BBOS调整3.PARAMETERS /1.BASE PARAMETER/B.MORE/2. BSOB WIRE CONTRL和4.BBOS WIRE CONTRL,这两个菜单中只是对应的调整焊线参数。
而确认我们打线方式的菜单为: 4.WIRE PARAMETERS/5.DEIT BSOB/BBOS CONTRL在这个菜单中,我们可以确认是打的BBOS呢,还是BSOB呢,也可以确认部分打线方式。
5.弧度的调整3.PARAMETERS/7.LOOP ADJUST此菜单是调整弧度的主要菜单,但如果需要详细的调整弧度的话,则我们还需要在9项中输入密码为9002,进行详细的调整弧度参数。
6.焊线四要素的调整3.PARAMETERS/0. BOND PARAMETERS与1. BASE PARAMETERS中,包括温度的调整也在此菜单中。
7.其它方面的调整SetupPower Calibration路径: Main \ setup \ more ..\ power Calibration …\影响: 此为机台设定,将影响power 输出值,不准更动Auto Bond 前确认之开关Enable PR路径: main \ auto \ enable PR yes影响: 此为auto bond PR之开关Auto Index路径:Main \ Auto \ auto Index Yes影响: 此项功能为LF 自动输送,假如此auto index 关闭,则auto bond 时无法自动送导线架Ball Detect路径:Main \ Auto \ Ball Detect Yes影响:此开关为烧球之侦测如选NO,无侦测可能造成空卬Stick Detect 1路径:Main \ Auto \ Stick Dectect 1 Yes影响:此为第一点侦测(1st bond Non-stick )之开关,如关闭则不侦测Stick Detect 2路径:Main \ Auto \ Stick Dectect 2 Yes影响:此为第一点侦测(2st bond Non-stick )之开关,如关闭则不侦测Heater Alarm路径:Main \ Auto \ More \ Heater Alarm Yes影响:此为检查热板及预热板温度侦测是否超出设定范围,yes 表未到达设定温度时,警告VLL Retry路径:Main \ Auto \ More \ VLL Retry No影响:第一次VLL寻找失败时,重新找寻VLLEnable Index路径:Main \ Auto \ More \ Enable PR Index Every影响:爪夹在运送时,每一unit 皆以 Index PR 作定位之公差/之间的距离,如改变会影响侦测烧球之功能判定Parameter \ EFO Control \ EFO Parameter \ Gap Wide Warning Volt XXX(*0.01)路径:Main \ Parameter \ Bond Parameter | EFO Control \ EFO Setting \ Enable Dual FAB NO–Stick Detection \ Edit Stick Detection 1…\ Capil Warn XXXX *100路径:Main \ Show Statistic \ Set Statistics Limit …\ Capil Stop XXx * 100…\ 1st / L& R offset Update NO影响:当修改打线位置时,所允许的修改范围侦测设定tail short路径: Main \ Auto \ Start single Bond \ 9 Tail shortRange: -15 到15 ,通常设-2 到2设为-15 表侦测功能关闭stickadj路径:Main \ Auto \ Start Single Bond \ F1 \ 7StickadjRange: sample值为5到30设为35表侦测功能关闭正常设定值须高single Bond时之 sample 值如设定值低于Single Bond 之sample值则假侦测关键:1须tail break Control off2路径:Main \ Wire Parameter \ More \ Edit Tail Break Control相对开关:1 stick detect 1路径:Main \ Auto \ More \ Stick Detect 12 stick detect 2路径:Main \ Auto \ More \ Stick Detect 23 edit Non-Stick Detection路径:Main \ Wire Parameter \ Edit Non-Stick DetectionTail Stick路径:Main \ Auto \ Start Single Bond \ F1 \ 9Tail stickRange: sample值为20 到170正常设定值须高single Bond时之 sample 值如设定值低于Single Bond 之sample值则假侦测关键:1须tail break Control YES2路径:Main \ Wire Parameter \ More \ Edit Tail Break ControlBFM路径:F15(2002)\ Bonding Control \ EFO Control \ Ball Formation \ Monitor …\ Enable BFM程序: 1设定sampling bons (redo) xx2设定contamination level x3设定Abnormality level x4切换enable BFM5 auto bond 时自动取样影响:侦测烧球对应开关: ball detect (main\ auto \ ball detect)Bond Stick Detection路径: F15 (2002)\ Bonding Control \ Bond Stick Detection程序:1设定total sample xx (取样数值)2切换enable sample yes3 auto bond 时自动取样影响:侦测一焊点之灵敏度自动焊线原理焊线注意事项➢金球的形状、大小、厚度。