SMT常见不良现象分析流程
SMT常见不良鱼骨图分析

对PCB板进行烘烤,去除潮气。 选用优质的焊锡材料,减少杂质含量。
错件
01
错件产生原因
02 贴片程序中未正确设置器件参数,导致机器无法 识别器件。
03 操作员未按照作业指导书操作,导致器件贴错。
错件
器件包装不良,导致取料时出现错误 。
PCB板放置位置不正确,导致取料时 出现错误。
错件
改善措施
1
smt常见不良鱼骨图分 析
目录 CONTENT
• SMT常见不良现象 • 原因分析 • 解决方案 • 预防措施
01
SMT常见不良现象
锡珠
总结词
锡珠是指在焊接过程中,多余的焊锡 在PCB板上形成的小球状焊锡。
详细描述
锡珠可能是由于焊锡量过多、焊剂过 量、加热不足或加热时间过长等原因 造成的。锡珠可能导致电路短路、元 器件短路、降低产品可靠性等问题。
错件
总结词
错件是指在SMT贴片过程中,将元器件贴错位置或贴错型号 的现象。
详细描述
错件可能是由于操作员疏忽、程序错误、标签错误等原因造 成的。错件可能导致电路功能异常、产品性能
偏位是指元器件在PCB板上的位置与设计要求存在偏差的现象。
详细描述
偏位可能是由于贴片程序错误、操作员操作失误、焊锡量不足等原因造成的。 偏位可能导致电路性能不稳定、产品可靠性降低等问题。
立碑
总结词
立碑是指SMT贴片元件的一端或两端翘起,形成类似碑文的效果。
详细描述
立碑可能是由于元件吸嘴选择不当、元件本身翘曲、焊膏量不足等因素引起的。 为了预防立碑问题,可以选用适合的元件吸嘴,确保吸力适中;加强元件存储和 使用管理,避免元件翘曲;控制焊膏的量,确保焊点饱满等。
【SMT】制程宝典--SMT常见不良原因分析与改善对策

作业
方法
印刷后锡膏被人碰到.
要求作业员小心作业.
教导并监督作业员小心作业.
贴片位移,炉前作业员用手拨正时形成短路.
用防焊胶纸粘起零件,让机器重打.
让机器打正,昼量不用手拨.
因调机(机器故障)时间过长,达??分钟,此板印刷后等待贴片时间达??分钟,Flux活化剂有所挥发,贴片时的压力造成锡膏瘫蹋,因pitch为0.5mm,造成短路.
IC脚弯? (附上图片)
1.更换另一盘料.
2.记录厂牌,Data Code,保留不良样品,知会QE、IQC.
1.上料前检查. 3.通知QE,IQC,要求供货商改善.
第二章:空焊
原因分析
临时对策
永久对策
环境
?月?日?点的车间温度(或湿度)超标,已达到??.
1.马上通知工务组改善.
2.E-MAIL给管理部及品保部.
临时对策
永久对策
环境
?月?日?点的车间温度(或湿度)超标,已达到??.
1.马上通知工务组改善.
2.E-MAIL给管理部及品保部.
1.随时注意车间温度(或湿度)并作好记录,如发现超标立即通知工务组.
2.E-MAIL给管理部及品保部.
锡膏
锡膏太稀.
1.刮去上层的一部份flux.
2换另一瓶新锡膏.
1.与锡膏厂商联系,要求改善锡膏品质, 2.换别的厂牌的锡膏.
Fine Pitch IC PAD位于板边,印刷时太靠近夹轨. (附上图片)
调宽印刷机轨道,由原来的??mm改为??mm.
反馈给PE、QE,与PCB客户协商改善方案.
锡膏厚度过高.(附上数据)
SMT常见不良现象原因分析报告

缺锡 摇动 手印锡膏
零件沾锡性差
库存条件不佳
使用 过久
含助 量焊
过 大
粒 子
周 期
过 使
剂 径用
膏
黏 性亲 度 低金 高属
通风设备不好
心情不佳 手拨零件
力度 不饱 不够 满
零件掉落地上
零件尺寸不符 无尘布起毛
手印台钢板偏移
锡膏搅拌 不均
炉温曲线的测量 钢板开口方式
手印台不洁
停电
其他
PCB 上有 染物
轨道残留锡膏 机器置件不稳
机器
Nozzle Size Error
part data
置件速 度过快
真空 不畅
置件偏移
吃锡
不良
環境
人
材料
溼度影響錫膏特性
拿零件未戴手套 未做好來料檢驗
工作態度 錫 膏被抹掉
熟練程度
工作壓力
鋼板
零 件 拆 真 空 包 裝 后氧 化
手放散 料
鋼 板 未抆 拭 干 淨
錫 膏 添 加 不及 時
錫尖
無塵布使用 次數過多
人為點 錫/點漆 零件 管制
軌道 內有 異物
參數 設定 不當
水平
排風 不通
角度
鋼板 張力
鋼板 材質
開口 規格
鋼板 厚度
鋼板
錫膏 選
回焊爐
擇不 當
錫膏的管制
機 器的保養 未依 SOP
溫度 設定 預熱
抽
鋼 板底 貼 紙多
開口 不良
表面 粗糙
鋼板不 平
損壞
不當
不足
風
置件
T able
两边 不一致
有小孔 表面 内距 不洁 损伤
SMT常见不良及原因分析
SMT常见不良及原因分析1、立碑产生原因:通常由于回流焊时元件两端的湿润力不平衡,引发元件两端的力矩也不平衡,导致“立碑”。
成因分析因素A:焊盘设计与布局不合理①元件的两边焊盘之一与地线相连接或有一侧焊盘面积过大,焊盘两端热容量不均匀;②PCB表面各处的温差过大以致元件焊盘两边吸热不均匀;③大型器件QFP、BGA、散热器周围的小型片式元件焊盘两端会出现温度不均匀。
解决方法:工程师调整焊盘设计和布局因素B:焊锡膏与焊锡膏印刷存在问题①焊锡膏的活性不高或元件的可焊性差,焊锡膏熔化后,表面张力不一样,将引起焊盘湿润力不平衡。
②两焊盘的焊锡膏印刷量不均匀,一侧锡厚,拉力大,另一侧锡薄拉力小,致使元件一端被拉向一侧形成空焊,一端被拉起就形成立碑。
解决办法:需工厂选用活性较高的焊锡膏,改善焊锡膏印刷参数,特别是钢网的窗口尺寸因素C:贴片移位Z轴方向受力不均匀该情况会导致元件浸入到焊锡膏中的深度不均匀,熔化时会因时间差而导致两边的湿润力不平衡,如果元件贴片移位会直接导致立碑。
解决办法:调节贴片机工艺参数因素D:炉温曲线不正确如果回流焊炉炉体过短和温区太少就会造成对PCB加热的工作曲线不正确,以致板面上湿差过大,从而造成湿润力不平衡。
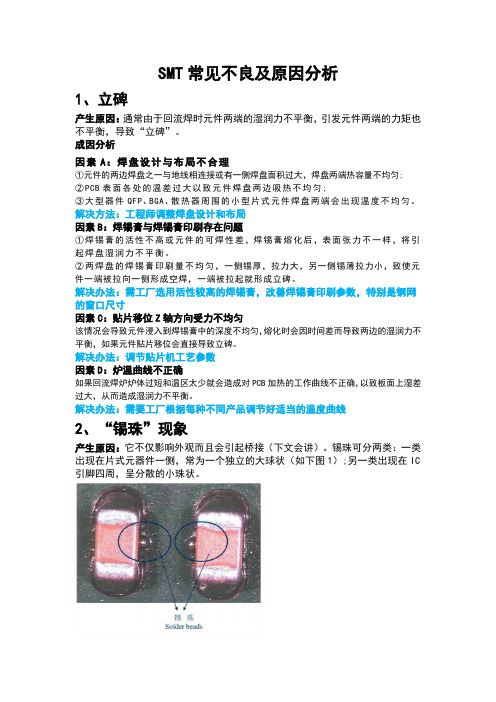
解决办法:需要工厂根据每种不同产品调节好适当的温度曲线2、“锡珠”现象产生原因:它不仅影响外观而且会引起桥接(下文会讲)。
锡珠可分两类:一类出现在片式元器件一侧,常为一个独立的大球状(如下图1);另一类出现在IC 引脚四周,呈分散的小珠状。
因素A:温度曲线不正确回流焊曲线可以分为预热、保温、回流和冷却4个区段。
预热、保温的目的是为了使PCB表面温度在60~90s内升到150℃,并保温约90s,这不仅可以降低PCB 及元件的热冲击,更主要是确保焊锡膏的溶剂能部分挥发,避免回流焊时因溶剂太多引起飞溅,造成焊锡膏冲出焊盘而形成锡珠。
解决办法:工厂需注意升温速率,并采取适中的预热,使溶剂充分挥发因素B:焊锡膏的质量①焊锡膏中金属含量通常在(90±0.5)℅,金属含量过低会导致助焊剂成分过多,因此过多的助焊剂会因预热阶段不易挥发而引起飞珠;②焊锡膏中水蒸气和氧含量增加也会引起飞珠。
SMT常见不良原因分析

SMT常见不良原因分析一.锡球:1.印刷前,锡膏未充分回温解冻并搅拌均匀。
2.印刷后太久未回流,溶剂挥发,膏体变成干粉后掉到油墨上。
3.印刷太厚,元件下压后多余锡膏溢流。
4.REFLOW时升温过快(SLOPE>3),引起爆沸。
5.贴片压力太大,下压使锡膏塌陷到油墨上。
6.环境影响:湿度过大,正常温度25+/-5,湿度40-60%,下雨时可达95%,需要抽湿。
7.焊盘开口外形不好,未做防锡珠处理。
8.锡膏活性不好,干的太快,或有太多颗粒小的锡粉。
9.锡膏在氧化环境中暴露过久,吸收空气中的水分。
10.预热不充分,加热太慢不均匀。
11.印刷偏移,使部分锡膏沾到PCB上。
12.刮刀速度过快,引起塌边不良,回流后导致产生锡球。
P.S:锡球直径要求小于0.13MM,或600平方毫米小于5个.一. 锡球:压缩空气水分含量大 1.2. 焊膏有没有做过SOLDER BALL TEST 和HOT SLUMP TEST.3. 要区分是SOLDER BALLING 还是SOLDER BEADING.4. PROFILE是否恰当, 找到适合的proifle , 难!5. DEK 参数是否得当, 印刷后高度, SUPPORT PIN OR SUPPORT BLOCK 放置准确.6. PD准确,tolerance 恰当.二、立碑:1.印刷不均匀或偏移太多,一侧锡厚,拉力大,另一侧锡薄拉力小,致使元件一端被拉向一侧形成空焊,一端被拉起就形成立碑。
2.贴片偏移,引起两侧受力不均。
3.一端电极氧化,或电极尺寸差异太大,上锡性差,引起两端受力不均。
4.两端焊盘宽窄不同,导致亲和力不同。
5.锡膏印刷后放置过久,FLUX挥发过多而活性下降。
6.REFLOW预热不足或不均,元件少的地方温度高,元件多的地方温度低,温度高的地方先熔融,焊锡形成的拉力大于锡膏对元件的粘接力,受力不均匀引起立碑。
二、立碑:1. 印刷有偏移.2. 低氧水平有可能造成TOMBSTONE.三、短路炉前:1. SUPPORT PIN 高度不一2. 贴片错位或置件高度不对3. CP TABLE 移动太快炉后:1. 对于FINE PITCH 元件钢板开孔不当.2. 锡膏在预热区热塌陷三、短路1.STENCIL太厚、变形严重,或STENCIL开孔有偏差,与PCB焊盘位置不符。
SMT不良分析报告

空焊现象的产生可能是由于焊盘与焊料之间的润湿性差、焊点尺寸过小、焊接 温度过低等原因所致。空焊可能导致电气连接不良、机械连接不稳定等问题, 影响电子产品的性能和可靠性。
短路现象
总结词
短路是指SMT加工过程中,两个原本 不应该连接的焊点意外地形成了连接 的现象。
详细描述
短路现象的产生可能是由于焊料飞溅 、元器件贴装位置偏差、焊盘重叠等 原因所致。短路可能导致电路功能异 常、安全风险等问题,影响电子产品 的性能和可靠性。
提高焊接温度和时间
适当提高焊接温度和时间,确 保焊点充分熔融、浸润,减少 空焊现象的产生。
控制焊膏量
根据焊接需求,合理调整焊膏 量,确保焊点表面光滑、饱满 。
加强工艺控制
定期对设备和工艺进行检查和 校准,确保工艺稳定、可靠。
短路现象的预防措施
短路现象
在SMT工艺中,由于焊点之间存在杂质 或气泡等原因,可能导致焊接后出现短
锡珠
在焊接过程中,锡 膏熔化后形成的小 珠状突起。
冷焊
焊接点表面不光滑 ,呈现凹凸不平的 状态。
元件移位
元件在焊接过程中 位置发生偏移。
CHAPTER 02
SMT不良现象分析
锡珠现象
总结词
锡珠是指在SMT加工过程中,焊料在经过回流焊后形成的球状物,通常出现在焊 点周围。
详细描述
锡珠现象的产生通常是由于焊料在熔融状态下受到重力、表面张力以及温度梯度 的影响,导致焊料在冷却过程中无法完全回流,从而形成球状物。锡珠可能导致 电气连接不良、机械卡滞等问题,影响电子产品的性能和可靠性。
选用低残留焊膏
选择低残留、低松香含量的焊 膏,减少锡珠形成。
锡珠现象
在SMT工艺中,由于焊膏过多 或温度过高,导致焊膏在回流 过程中形成锡珠状残留物。
smt不良分析及改善措施

SMT生产工艺的发展趋势
01
02
03
智能化
通过引入人工智能技术, 实现SMT生产线的智能化 管理,提高生产效率和产 品质量。
绿色环保
随着环保意识的提高, SMT生产工艺将更加注重 绿色环保,减少对环境的 污染。
高精度、高密度
随着电子产品小型化、轻 量化的发展趋势,SMT生 产工艺将向高精度、高密 度方向发展。
详细描述
元件偏移可能是由于贴片机精度问题 、PCB定位不准确、焊盘设计不合理 或焊膏印刷不均匀导致的。元件偏移 可能导致焊接不良或电气性能下降。
翘曲
总结词
翘曲是指PCB在经过焊接后出现弯曲的现象。
详细描述
翘曲可能是由于PCB材料不均匀、温度变化差异大、焊接温度过高或冷却速度 过快导致的。翘曲可能会影响PCB的性能和外观。
提高员工技能和素质
定期对员工进行技能培训和考 核,提高员工的技能水平。
加强员工的质量意识和责任心 教育,提高员工的工作积极性 和主动性。
建立完善的激励机制,鼓励员 工提出改进意见和建议。
05
SMT不良改善案例分析
案例一:通过优化设备参数解决焊点不良问题
优化设备参数
在生产过程中,发现焊点不良问题较为突出。经过分析,发现设备参数设置不当 是主要原因。通过调整设备参数,如温度、压力和时间等,优化了焊点质量,减 少了不良品。
工艺因素
工艺参数设置不当
工艺参数设置不合理,如温度、时间、压力等,可能导致焊接不良。
工艺流程问题
工艺流程设计不合理,如焊膏印刷、元件放置等环节出现问题,也可能导致焊接不良。
环境因素
环境温湿度问题
生产环境温湿度不适宜,可能影响生产质量。
环境清洁度问题
SMT制程不良原因及改善对策

发明者用五个以w开头的英语单词和两 个以H开头的英语单词进行设问,发现解 决问题的线索,寻找发明 5W2H分析法思 路,进行设计构思,从而搞出新的发明项 目,这就叫做5W2H法。
(1) WHY——为什么?为什么要这么做? 理由何在?原因是什么?造成这样的结果 为什么?
(2) WHAT——是什么?目的是什么? 做什么工作?
13、PCB铜铂上有穿孔;
12、重新校正MARK点或更换MARK点;
13、将网孔向相反方向锉大;
空焊
14、机器贴装高度设置不当;
14、重新设置机器贴装高度;
15、锡膏较薄导致少锡空焊;
15、在网网下垫胶纸或调整钢网与PCB
16、锡膏印刷脱膜不良。
间距;
17、锡膏使用时间过长,活性剂挥发掉; 16、开精密的激光钢钢,调整印刷
(3) WHERE——何处?在哪里做?从 哪里入手?
(4) WHEN——何时?什么时间完成? 什么时机最适宜?
(5) WHO——谁?由谁来承担?谁来 完成?谁负责?
(6) HOW ——怎么做?如何提高效率? 如何实施?方法怎样?
(7) HOW MUCH——多少?做到什么 程度?数量如何?质量水平如何?费用产 出如何?
水平 角度
无尘布使用次
轨道 参数
钢网 钢网
开口 钢网
数过多
零件管制
内有 设定 排风 异物 不当 不通
张力 材质
规格 厚度
钢网
锡膏选
回焊炉
择不当
锡膏的管制 新旧锡膏混用
机器的保养
未依作业标 准书操作
温度设定 预热
不当
不足
轨道流板不畅撞板 手放零件方法不当