生产记录表格产品尺寸表
医疗器械 批生产记录

医疗器械批生产记录记录编号:XX公司-001批生产记录品名:一次性医用口罩规格:17.5cm*9.5cm产品批号:1包装规格:按国家标准及行业标准要求生产周期:XX天目录:1.批生产指令单2.领料单3.称量、备料工序生产记录4.原材料交接单5.制作工序生产记录6.中间产品检验记录7.返工记录表8.中间产品交接单9.包装工序批包装记录10.不合格品处理单11.退料单12.清场工作记录13.清场合格证14.生产过程工艺质量监控记录15.入库单16.成品请验单17.成品检验原始记录18.成品检验报告书19.成品放行审核单20.销毁记录批生产指令单:产品名称:一次性医用口罩批号:1指令下达人:XXX审核人:XXX产品质量重点说明:关键原材料清单:一次性医用口罩产品内外层面料采用纺粘无纺布材料,中间过滤层采用聚丙烯熔喷无纺布材料,鼻夹采用金属裹塑材料,耳带采用弹性材料,包装袋等上述材料均应符合国家标准及行业标准,并严格按照材料限定的使用范围使用。
关键工艺控制点:1.开机调试:确保设备运行正常、设备参数设置稳定,符合生产工艺要求。
2.压合成型:确保压合出的半成品符合工艺要求,其中结构与尺寸应符合设计的尺寸,耳挂式口罩基本尺寸如下:长(cm):17.5宽(cm):9.5允差(%):±5鼻夹长度:应不小于8.0cm。
3.耳带焊接:每根口罩带与口罩体连接点处的断裂强度应不小于10N。
4.内包装封口:包装封口应密封完好、整齐符合工艺要求。
备注:一次性使用医用口罩规格:17.5cm*9.5cm批量:1下达日期:XX年XX月XX日领料单:操作类型:领料日期:年月日仓管员:XXX领料人:XXX产品名称:一次性使用医用口罩批号:1规格物料批号:17.5cm*9.5cm操作指令序号:010203物料名称:领用量:备注:称量、备料工序生产记录:称量人:XXX复核人:XXX产品名称:一次性使用医用口罩批号:1规格批号:17.5cm*9.5cm操作指令序号:物料名称:领用量:物料状态:备注:原材料交接单:产品名称:一次性使用医用口罩规格:17.5cm*9.5cm批号:1物料:原材料原材料状态:进入下一工序:口罩制作交料工序:备料以上是一次性医用口罩的生产记录,严格按照国家标准及行业标准要求进行生产,确保产品质量。
产品工艺表范本
产品工艺表范本全文共四篇示例,供读者参考第一篇示例:产品工艺表是指对产品生产过程中所需的各种工艺流程、工艺参数、检验要求等进行系统化记录的表格或文件。
它通常包括产品的制造工艺流程、工艺参数、检验标准、材料要求等内容,是生产过程中的重要参考依据。
下面我们将为大家介绍一份关于产品工艺表的范本。
产品名称:XXX产品制定日期:XXXX年XX月XX日一、产品描述2. 产品材料:(列出产品所使用的主要材料及材料规格)3. 产品尺寸:(列出产品的尺寸要求)4. 产品外观要求:(列出产品的外观要求,如颜色、光泽度等)二、制造工艺流程1. 材料采购:(列出主要材料的采购供应商及采购数量)2. 材料验收:(列出材料验收标准及方法)3. 材料切割:(列出材料切割的工艺参数)4. 加工工艺:(列出产品加工工艺,包括冲压、焊接、折弯等)5. 表面处理:(列出产品的表面处理工艺,如喷涂、电镀等)6. 组装装配:(列出产品的装配工艺流程)7. 检验要求:(列出产品的检验项目及检验标准)8. 包装运输:(列出产品的包装方式及运输要求)三、工艺参数1. 温度:(列出各个环节中需要控制的温度范围)5. 其他:(列出其他需要控制的工艺参数)四、检验要求五、材料要求以上就是关于产品工艺表的范本,制定一份适合自己产品的工艺表是提高生产效率和产品质量的重要步骤,希望上述范本能对大家有所帮助。
第二篇示例:产品工艺表是指一个产品从设计到生产过程中所需要的所有工艺步骤和相关信息的列表。
它是产品制造的重要工具,能够帮助生产者清晰地了解每一道工序的具体要求,确保产品质量和生产效率。
本文将介绍产品工艺表的基本概念、内容要点以及如何制作一份完善的产品工艺表范本。
一、产品工艺表的基本概念产品工艺表是产品设计和生产管理中的重要文件,它对于确保产品质量、提高生产效率、降低成本具有重要意义。
一个完善的产品工艺表应包含以下内容:1. 工艺步骤:产品的生产过程需要按照一定的工艺步骤进行,这些步骤应该按顺序排列在工艺表中,以确保生产的顺利进行。
生产过程检验记录表 (试行版)
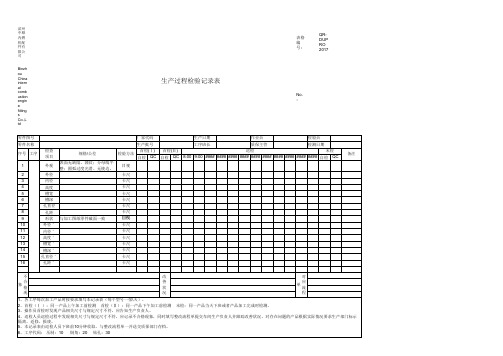
滨州中顺内燃机配件有限公司 Binzhou China internal combustion engine fittings Co.,Ltd
生产过程检验记录表
厂家代码 生产批号 生产日期 工序班长 首检(Ⅱ) 自检 QC号 工序 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 检查 项目 外观 外径 内径 高度 槽宽 槽深 孔直径 孔距 形状 外径^ 内径^ 高度^ 槽宽^ 槽深^ 孔直径^ 孔距^ 与加工图纸零件截面一致 规格/公差 表面无缺陷、裂纹;分母线平 整;圆弧过度光滑、无棱边。 检验方法 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺
表格编号: QR- DUPRO 2017 No.: 检验员 检测日期 末检 QC 备注
8:00 9:00 #### #### #### #### #### #### #### #### #### #### 自检
不 对 改 合 应 善 格 流 状 现 程 况 象 单 1、各工序每次加工产品时按要求填写本记录表(每个型号一张\天)。 2、首检(Ⅰ ):同一产品上午加工前检测 首检(Ⅱ):同一产品下午加工前检测 末检:同一产品当天下班或者产品加工完成时检测。 3、操作员首检时发现产品相关尺寸与规定尺寸不符,应告知生产负责人。 4、巡检人员巡检过程中发现相关尺寸与规定尺寸不符,应记录不合格现象,同时填写整改流程单提交车间生产负责人并跟踪改善状况。对存在问题的产品根据实际情况要求生产部门标示隔 离、返修、报废。 5、本记录表由巡检人员下班前10分钟收取,与整改流程单一并送交质保部门存档。 6、工序代码: 压制:10 倒角:20 钻孔:30
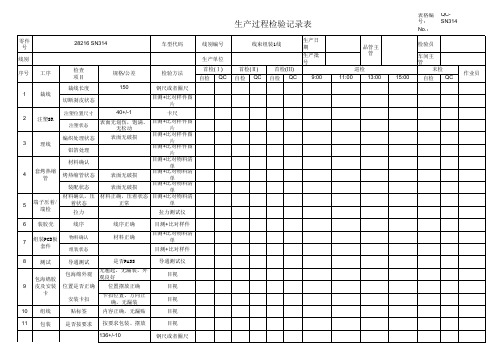
生产过程检验记录表
零件 号
28216 SN314
车型代码
线别编号
线别
生产单位
序号 工序
检查 项目
规格/公差
检验方法
首检(Ⅰ) 自检 QC
裁线长度
1
裁线
切断剥皮状态
150
钢尺或者圈尺
目测+比对样件图 片
注塑位置尺寸
40+/-1
卡尺
2 注塑SR
注塑状态
表面无划伤,饱满、 目测+比对样件图
无松动
片
编织处理状态
产品无毛边,变形等 不良
目视+比对样件
不
改
象
合 格
善 状
现
况
Rev 1.0
3
理线
铝箔处理
表面无破损
目测+比对样件图 片
目测+比对样件图 片
材料确认
目测+比对物料清 单
4
套烤热缩 管
烤热缩管状态
表面无破损
目测+比对物料清 单
装配状态
表面无破损
目测+比对物料清 单
材料确认,压 材料正确,压着状态 目测+比对物料清
5
端子压着/ 端检
着状态 拉力
正常
单 拉力测试仪
线束组装1线
首检(Ⅱ)
首检(Ⅲ)
自检 QC 自检 QC
生产日 期 生产批 号
9:00
6 装胶壳
7
组装PCB板 套件
线序 物料确认 组装状态
线序正确 材料正确
目测+比对样件
目测+比对物料清 单
目测+比对样件
生产首件检验记录表

外观/丝印 遥 控 按键灵敏性 器
接收距离与角 度 适配器型号 电源 适配 输入电压范围 器 输出电流和功 率 型号规格
电源 插头认证号 线
线身认证号
AC/DC开关
电性 指示灯颜色 能测
试 默认语言
软件版本
安全 高压测试 性能 检测 水平测试
产品型号
说明 印刷内容 书 漏页错页
说明书数量
电视制式
伴音制式 声音/丽音检 TV 测 AV Ypbpr HDMI 布线工艺确认
点胶确认
扎带确认
胶带确认 螺钉核对
产品 屏型号 内部 检测 主板型号
OK□ NG□
电源板型号
高压板型号
扬声器型号
机振检查(80% 音量,扫频信 号)
VGA分辨率
□PAL □NTSC □SECAM □D/K □B/G □I □M □L
最终判定: 拟制:
□ 合格 审核:
□ 不合格 批准:
确认结果 ___________________
螺钉核对
机型名称 后 LOGO 铭 牌 输入电压范围
功率/W 功率 待机功率/W 检测 开机功率/W 不良现象总结:
工厂型号 铭牌LOGO
生产首件检验记录表
客户型号 屏型号
软件版本号 检验日期
确认结果
测试项目
确认结果
测试项目
确认结果
附件 检查
说明书□ 快按□ 保修卡□ 插页□ 遥控器□ 螺钉型号___________________________ 电源线□ 底坐固定板□ 底坐旋转环□ 服务卡□ 7号电池□ 遥控器说明书□ 其他:
L □NTSC □SECAM K □B/G □I □M □L
Hale Waihona Puke 客户订单号/线体样品信息
不良品记录表格模板
不良品记录表格模板1. 引言在生产过程中,不可避免地会出现一些不良品。
为了更好地管理和追溯不良品情况,制作一个不良品记录表格是必不可少的。
本文档提供了一个不良品记录表格模板,用于帮助企业或组织记录和分析不良品情况。
2. 不良品记录表格模板以下是一个不良品记录表格模板示例:序号日期产品编号不良品数量发现环节不良现象描述原因分析解决措施1 2021/1/1 001 5 原材料采购产品出现划痕原材料质量问题更换供应商2 2021/1/1 0013 生产加工产品尺寸不符合要求生产设备出现故障维修设备,重新加工3 2021/1/2 002 2 组装部分组件装配不完整操作工操作失误加强员工培训,检查工艺流程4 2021/1/3 003 1 组装产品包装不严密包装工操作不规范加强员工培训,完善产品包装流程5 2021/1/4 004 10 质检产品出现色差印刷工艺有问题,颜色调配不准确调整印刷工艺,颜色调配仔细控制6 2021/1/5 005 4 市场投诉产品外观有明显瑕疵生产过程不合理,产品质量控制不严格优化生产工艺,增强产品质量控制管理3. 表格列解释•序号:记录的行数序号,用于查找和排序不良品记录。
•日期:发现不良品的日期。
•产品编号:不良品所属产品的编号。
•不良品数量:出现的不良品数量。
•发现环节:发现不良品的具体环节,例如原材料采购、生产加工、组装等。
•不良现象描述:具体描述不良品的现象,例如划痕、尺寸不符合要求、装配不完整等。
•原因分析:对不良品出现的原因进行分析,例如原材料质量问题、生产设备故障等。
•解决措施:对不良品问题进行解决的具体措施,例如更换供应商、维修设备、加强员工培训等。
4. 使用方法根据实际情况,在上述不良品记录表格模板的基础上进行填写。
每发现一起不良品情况,新增一行记录,并填写相应的内容。
可以根据需要对表格进行排序、筛选和分析,以帮助企业或组织更好地管理和改进产品质量。
5. 总结一个完善的不良品记录表格能够方便记录和分析不良品情况,对于改进产品质量和管理流程非常重要。
模具使用履历表
模具使用履历表
模具名称购入
时间
使用
部门
模具编号
产品
编号
模具试制过程跟踪记录
试模时间设备
型号
责任
人
首次试模过程与结果(关键尺寸须记录,产品尺寸记录于首件检验记录表):二次试模过程与结果:
最终方案及判定:
生产部
工程
部
品质部模具生产使用记录
日期指令单号生产
数量
模具状态确认人备注
模具维修(变更)记录
日期维修(变更)
内容
维修(变更)
风险评估
是否需
要客户
确认
维修(变更)
后状态
确认
生
产
部
工
程
部
品
质
部
备注:
1)模具管理员每周六对储存中的模具进行清洁、防锈、防尘保养作业,记录在《模具维护保养记录表》;
2)生产使用中的模具由操作员每日上班前进行清洁、维护/保养作业,记录在《设备日常保养点检表》;
3) 此记录表将与模具一起流转使用。
生产记录表格产品尺寸表
生产记录表格产品尺寸表1. 引言本文档旨在描述生产记录表格中的产品尺寸表的内容和格式。
该表格是用于记录产品生产过程中的尺寸测量结果和相关数据的工具。
通过记录和分析这些数据,我们能够评估产品的质量,并及时进行调整和改进。
本文档将详细说明产品尺寸表格的具体内容和使用方法。
2. 产品尺寸表格结构产品尺寸表格包括以下几个主要部分:2.1 产品信息•产品名称:填写产品的名称或编号。
•产品批次:填写产品的批次信息。
•生产日期:记录产品的生产日期。
•生产线:填写产品的生产线信息。
2.2 尺寸参数产品尺寸表格中列出了需要测量的重要尺寸参数,每个参数占据表格的一列。
具体的参数列可以根据实际产品的特点进行定制。
下面是一些常见的尺寸参数示例:序号尺寸参数单位1 长度mm2 宽度mm3 高度mm4 直径mm5 厚度mm6 角度°7 轴向偏差mm8 圆度mm9 平行度mm10 合页间距mm2.3 尺寸测量结果在尺寸测量结果部分,表格将每一行用于记录一次产品尺寸的测量结果。
每个尺寸参数的测量结果都将填写在相应的列中。
为了方便分析和统计,通常还会在表格中包含一些其他的辅助信息,例如:•操作员:填写进行测量的操作员姓名。
•测量时间:记录测量结果的时间。
•测量工具:填写使用的测量工具的型号或规格。
3. 使用方法以下是使用产品尺寸表格的一般步骤:1.根据实际产品需要,自定义尺寸参数列。
可以增加、删除或修改列以适应具体产品的测量需求。
2.填写产品信息部分:包括产品名称、产品批次、生产日期和生产线信息。
3.开始测量:使用合适的测量工具对产品的尺寸进行测量,并将测量结果填写在相应的列中。
4.记录测量辅助信息:填写进行测量的操作员姓名、测量时间和测量工具等信息。
5.定期保存表格:为了后续的分析和参考,建议定期保存和备份产品尺寸表格。
4. 注意事项在使用产品尺寸表格时,需注意以下事项:1.熟悉测量工具的使用方法,并保证测量的准确性。
生产控制计划表格
生产 Production
控 制 计 划Control Plan
第页共 页
供应商控制计划编号 Supplier CP No:
主要联系人/电话: Key Contact Person/Phone
日期(编制)20××.×.× Date(Draw Up)
SC 113.8±0.1
SC 75.6±0.1
SC 4-4.8±0.1
无毛刺、飞边 无收缩、变形、熔 结痕、银丝、飞边 、缺料、等缺陷。
SC 113.8±0.1
目测
测量 测量 测量 目测 目测 测量
宽度
SC 75.6±0.1
测量
卡脚高度 包装数量 包装规范
SC 4-4.8±0.1
符合包装作业指导 书
频次
Control
Frequenc methods
y
(including
the Error-
D
按TL52231
供应商检测报 告
1次
每年 实验报告
包装检验
包装合理、无破损
目视
1次
每批
20-1
原料干燥
干燥机
温度 时间
85±5° 4H
温度显示器
1次 每2小时 巡检记录 1次 每2小时 巡检记录
保压压力
70±5Par
零件编号 Part No.
核心小组: Core Group
图纸版本/日期 Drawing Rev/Date
零件名称/描述:JETTA NF 内框 Part Name/Describe
组织/工厂批准/日期20××.×.× Organization/Factory Approval/Date
产品质量检验报告表【范本模板】
产品质量检验报告表【范本模板】
1. 概述
本文档旨在记录产品质量检验结果,以确保产品符合相关标准和质量要求。
本报告包含以下内容:产品信息、检验结果、问题分析和建议。
2. 产品信息
- 产品名称:
- 产品型号:
- 生产厂商:
- 检验日期:
3. 检验结果
3.1 外观检验
- 外观缺陷:(描述外观缺陷的情况)
- 外观良好:是/否
3.2 尺寸和重量
- 尺寸测量结果:
- 重量测量结果:
3.3 功能性检验
- 检验项目1:检验结果(合格/不合格)
- 检验项目2:检验结果(合格/不合格)
4. 问题分析
(对于不合格的检验项目,请简要分析问题所在)
5. 建议
(提供改进建议和解决方案)
6. 结论
(总结本次检验结果,并根据检验情况给出相应结论)
7. 签名和日期
检验员:__________ 日期:__________
审核人:__________ 日期:__________
以上为产品质量检验报告表的范本模板,可根据实际情况进行填写和调整。
以上是一份产品质量检验报告表的范本模板,根据实际情况进行填写和调整。