粉末冶金材料ppt课件
合集下载
粉末冶金ppt课件
22
(1)雾化法
粉
末 冶
• 特点:
金
– 生产效率高,成本低,易于制造高纯度
成
粉末;
型
– 合金粉末易产生成分偏析以及难以制得
小于300目的细粉。
• 应用
– 制造Fe 、Pb、Sn、Zn、Al、青铜、 黄铜等低熔点金属与合金粉末;
– 18-8不锈钢、低合金钢、镍合金等 粉末。
23
(2) 机械粉碎法 是靠压碎、击碎和磨削等作用,将
– 用回弹率表示,即线性 相对伸长的百分率,其 大小与模具尺寸计算有 直接关系。
33
• 称粉 就是
称量成型一 个压坯所需 的粉末的重 量或容量。
近两吨重大型坯料(用热等静压法)
18
粉末冶金成型
粉
§2 粉末冶金成型工艺简介
末
冶
金 成
粉料制备
压制成型
烧结
型
粉末冶金成品
烧结后的处理
19
§2 粉末冶金成型工艺简介
粉
一.粉料制备(粉末冶金原料)
末
冶 金
粉末冶金原材料(粉末)
成
型
纯金属
纯金属
种类
非金属 化合物
合金 化合物 复合金属粉末
制取方法选择:
• 特点:
从固态金属氧
– 该法简单,费用低 化 物 或 金 属 化 合 物
• 应用
中还原制取金属粉
– 目前铁粉大部分 由还原法生产。
末,是最常用的生 产方法之一。
26
(4)电解法
从金属盐水溶液中电
粉 末
解沉积金属粉末。
冶
• 特点:
金 成
– 电解末高纯度,高密度,高压缩性;
型
(1)雾化法
粉
末 冶
• 特点:
金
– 生产效率高,成本低,易于制造高纯度
成
粉末;
型
– 合金粉末易产生成分偏析以及难以制得
小于300目的细粉。
• 应用
– 制造Fe 、Pb、Sn、Zn、Al、青铜、 黄铜等低熔点金属与合金粉末;
– 18-8不锈钢、低合金钢、镍合金等 粉末。
23
(2) 机械粉碎法 是靠压碎、击碎和磨削等作用,将
– 用回弹率表示,即线性 相对伸长的百分率,其 大小与模具尺寸计算有 直接关系。
33
• 称粉 就是
称量成型一 个压坯所需 的粉末的重 量或容量。
近两吨重大型坯料(用热等静压法)
18
粉末冶金成型
粉
§2 粉末冶金成型工艺简介
末
冶
金 成
粉料制备
压制成型
烧结
型
粉末冶金成品
烧结后的处理
19
§2 粉末冶金成型工艺简介
粉
一.粉料制备(粉末冶金原料)
末
冶 金
粉末冶金原材料(粉末)
成
型
纯金属
纯金属
种类
非金属 化合物
合金 化合物 复合金属粉末
制取方法选择:
• 特点:
从固态金属氧
– 该法简单,费用低 化 物 或 金 属 化 合 物
• 应用
中还原制取金属粉
– 目前铁粉大部分 由还原法生产。
末,是最常用的生 产方法之一。
26
(4)电解法
从金属盐水溶液中电
粉 末
解沉积金属粉末。
冶
• 特点:
金 成
– 电解末高纯度,高密度,高压缩性;
型
粉末特性-粉末冶金页PPT课件

铁粉性能的比较
Green strength (MPa)
生坯强度
0.6% Kenolube
40 35 30 25 20 15 10
5 200 300 400 500 600 700 800 900
压制压力(MPa)
MH80.23 NC100.24 SC100.26 ABC100.30 ASC100.29 AHC100.29
150-212 45-150 <45
铁粉性能的比较
g/cm3 s/50g
松比和流动性
3.5
40
3.0
35
2.5
30
25 2.0
20 1.5
15
1.0
10
0.5
5
0.0
0
ABC100.30
ASC100.29
AHC100.29
SC100.26
NC100.24
H80.23 M
松比 流动性
铁粉性能的比较
粉末性能
• 冶金性能
化学成分与杂质 显微结构 显微硬度
• 几何性能
颗粒尺寸分布 颗粒外部形状 颗粒内部结构(颗粒孔隙度)
• 机械性能
流动速率 松装密度 压缩性,生坯强度和弹性后效
性能间的相互关系
• 显微结构 化学成分 • 显微硬度 化学成分 • 压缩性 显微硬度, 孔隙度 • 压缩性 粒度 • 流动性 颗粒形状和尺寸 • 生坯强度 颗粒形状
Green density (g/cm3)
压缩性
润滑阴模
7.6 7.4 7.2 7.0 6.8 6.6 6.4 6.2 6.0 5.8 5.6
200 300 400 500 600 700 800 900
粉末冶金概论ppt课件
工、热工、机械、自动控制等学科技术。
最大可制造:3吨的制件;
最小:零点零几克(~0.01克);
制品最小厚度:可达15~20µ m
粉末冶金发展简史
• 约3000年前,埃及人就制得海绵铁,并锻打成铁器;
• • •
3世纪,印度人用同样方法制得“德里柱”,重达6.5吨; 19世纪出现Pt粉的冷压、烧结、热锻工艺; 现代粉末冶金从1909年,W.D. Coolidge 的电灯钨丝问世开始。
粉末成型技术
• 1.等静压成型 • 2.粉末无压成型 • 3.粉末挤压成型 • 4.粉末热压成型 • 5.粉末注射成型 • 6.温压成型等
成型前粉末预处理
• 为了具有一定粒度又具有一定的物理化学性能,金属粉末冶金成型前要
进行一些预处理。包括退火、筛分、制粒、加入润滑剂等。
• 1.退火的目的可使氧化物还原,降低碳和其他杂质的含量,提高粉末的
• 1.粉末冶金科学与技术的应用 • 2.粉末冶金科学与技术的发展
粉末冶金科学与技术的应用
• 粉末冶金的应用非常广泛: • (1)就材料 成分而言,有铁基粉末冶金、有色金属粉末冶金、稀有金
属粉末冶金
• (2)就材料性能而言,既有多孔材料,又有致密材料;既有硬质材料
,又有软质材料;既有高密度合金,也有泡沫材料。
① 避免成分偏析、晶粒细,组织均匀,性能大幅提高。如,粉末高速钢、 粉末高温合金。 ② 钨、钼、钽等难熔金属采用熔铸法晶粒粗大、纯度低,工业上一般采用 粉末冶金方法生产。
(三)比普通熔炼法更经济
① 是一种少切削、无切削工艺(近净成型near net-shape);
② 可大批量生产同一零件;
③ 形状很复杂零件(如齿轮、凸轮或多功能零件)的制造公差窄;
最大可制造:3吨的制件;
最小:零点零几克(~0.01克);
制品最小厚度:可达15~20µ m
粉末冶金发展简史
• 约3000年前,埃及人就制得海绵铁,并锻打成铁器;
• • •
3世纪,印度人用同样方法制得“德里柱”,重达6.5吨; 19世纪出现Pt粉的冷压、烧结、热锻工艺; 现代粉末冶金从1909年,W.D. Coolidge 的电灯钨丝问世开始。
粉末成型技术
• 1.等静压成型 • 2.粉末无压成型 • 3.粉末挤压成型 • 4.粉末热压成型 • 5.粉末注射成型 • 6.温压成型等
成型前粉末预处理
• 为了具有一定粒度又具有一定的物理化学性能,金属粉末冶金成型前要
进行一些预处理。包括退火、筛分、制粒、加入润滑剂等。
• 1.退火的目的可使氧化物还原,降低碳和其他杂质的含量,提高粉末的
• 1.粉末冶金科学与技术的应用 • 2.粉末冶金科学与技术的发展
粉末冶金科学与技术的应用
• 粉末冶金的应用非常广泛: • (1)就材料 成分而言,有铁基粉末冶金、有色金属粉末冶金、稀有金
属粉末冶金
• (2)就材料性能而言,既有多孔材料,又有致密材料;既有硬质材料
,又有软质材料;既有高密度合金,也有泡沫材料。
① 避免成分偏析、晶粒细,组织均匀,性能大幅提高。如,粉末高速钢、 粉末高温合金。 ② 钨、钼、钽等难熔金属采用熔铸法晶粒粗大、纯度低,工业上一般采用 粉末冶金方法生产。
(三)比普通熔炼法更经济
① 是一种少切削、无切削工艺(近净成型near net-shape);
② 可大批量生产同一零件;
③ 形状很复杂零件(如齿轮、凸轮或多功能零件)的制造公差窄;
粉末冶金知识PPT幻灯片课件
蒸汽处理
出货 精整
机加工
油浸
油浸
洗净
洗净
出货
出货
油浸
油浸
出货
出货
3
1.2 后处理的选用依据
• 后处理的选用:①根据客户图面要求;②根据产品的使用 要求。
• 1. 提高产品强度: • 1.1 热处理:适用于综合机械性能要求较高的产品,硬度
一般可以达到HRC25以上(Hv0.2 450以上)。产品一般是 承受较大载荷的齿轮及一些耐磨性较高的产品。 • 1.2 蒸汽处理:适用于综合机械性能要求中等的产品,硬 度一般可达到HRB70以上。此工艺在产品表面形成致密的 氧化膜保护层,耐磨性能较好。产品一般是压缩机的阀板 及电动工具类的压板。 2. 提高产品尺寸精度: 2.1 精整:适用于一些齿形精度较高或尺寸精度较高但
长,段长);密度等。
29
30
31
• 成形机台吨位越大,所 能成形的产品也越大。
32
成形模具
下冲 芯棒 上冲
中模
33
上冲
中模
模具组立 下冲
芯棒
34
其他一些模具形式
35
成形三步曲(动作状态)
• 1.充填 • 2.压制 • 3.脱模
36
将粉末充填在模腔中
成形三步曲之:充填状态
37
上冲进入中模将粉末压制成生胚 成形三步曲之:压制状态
24
• 2.22对于轴套,隔套等定位零件,SMF40和SMF50系列 (对应MPIF FC和FN系列)均可,视其功能及工作要 求选用
• 对于荷重齿轮,链轮,凸轮和棘轮,推荐选用SMF50 系列其中的镍和钼均可起到提高强度和淬透性的作用
• 对于要求耐磨和高强度的产品,可以采用温压成形工 艺,并可采用高温烧结来提高密度与强度
粉末冶金PPT课件
• 颗粒表面状态 : 内表面、外表面、 全表面full surface , 内 表 面 远 比 外 表 面 复 杂 complicated、丰富。
第8页/共149页
Part 2:粉末性能表征
2、化学性能 ChemistryFeatures
• 原材料成分elements与组成 compositions,纯度标准,粉末国家及部 级标准GB and BB
第15页/共149页
Part 2:粉末性能表征
Particle shape and the suggested qualitative descr第i1p6页t/o共1r4s9页
Part 2:粉末性能表征
• The equivalent spherical diameter can be determined from surface area, volume project area or settling rate measurements.
第21页/共149页
Part 2:粉末性能表征
• 球形度sphere ability :与颗粒相同体积same volume的相当球体的表面积对颗粒的实际表面积real surface area之比称为球形度。它不仅表征express 了颗粒的symmetry对称性,而且与颗粒的表面粗糙 程度有关。一般情况下,球形度均远小于1。
• Usually,coarse particle 颗粒以single 单 颗 粒 存 在 , fine particles 由 于 表 面 big surface发达而结合binding together,以二 次颗粒形式存在。 第6页/共149页
Part 2:粉末性能表征
• 颗粒的内部结构:与颗粒的外部结构比较, compared with out surface structure, 颗 粒 的 very complicated structures in particles,内部结构非常复杂
第8页/共149页
Part 2:粉末性能表征
2、化学性能 ChemistryFeatures
• 原材料成分elements与组成 compositions,纯度标准,粉末国家及部 级标准GB and BB
第15页/共149页
Part 2:粉末性能表征
Particle shape and the suggested qualitative descr第i1p6页t/o共1r4s9页
Part 2:粉末性能表征
• The equivalent spherical diameter can be determined from surface area, volume project area or settling rate measurements.
第21页/共149页
Part 2:粉末性能表征
• 球形度sphere ability :与颗粒相同体积same volume的相当球体的表面积对颗粒的实际表面积real surface area之比称为球形度。它不仅表征express 了颗粒的symmetry对称性,而且与颗粒的表面粗糙 程度有关。一般情况下,球形度均远小于1。
• Usually,coarse particle 颗粒以single 单 颗 粒 存 在 , fine particles 由 于 表 面 big surface发达而结合binding together,以二 次颗粒形式存在。 第6页/共149页
Part 2:粉末性能表征
• 颗粒的内部结构:与颗粒的外部结构比较, compared with out surface structure, 颗 粒 的 very complicated structures in particles,内部结构非常复杂
粉末冶金材料PPT课件

16.5
600
7.1
245
21.0
800
7.3
260
25.5
7
浸铜烧结铁-石墨材料的性能
化学成分 (%) Fe Cu C
密度 抗拉强 度
(g/cm3)
(MPa)
延伸 率
(%)
硬度
(HB)
孔隙 度
(%)
0
8.02
468
8
74
0.25 7.94
593
5
78
余 15 0.5 7.89
644
4
87 2~3
• 铝基粉末冶金结构零件也在大批量生产。铝粉如此之软,以 致压制成形时,铝粉压坏强烈趋向于黏附在阴模。为克服这 种趋向,必须在铝粉中加人大量润滑剂。使用较粗的铝粉颗 粒,也能减小这种黏附倾向。铝基台金结构零件压坯是由元 素铝粉、铜粉、镁粉、硅粉及外加1.5%(质量分数)润滑剂 的混合粉压制成形的。压制时,采用低压制压力,以便压坯 具有足够高的开孔孔隙度.从而烧结时使润滑剂能迅速排出。
• 烧结温度位于600℃附近。烧结时铝与铜、镁及硅反应形成 液相。铝粉颗粒表面的氧化物层相当薄,因此液相得以在金 属粉末颗粒之间铺展和很好地接触。
• 最好的烧结气氛是-40℃左右的低露点、高纯氮气。往往在 烧结后随即进行热处理,以通过时效硬化强化台金。
33
1.3 烧结摩擦材料
• 1.3.1 概述 • 1.3.2 材料组成及摩擦条件对性能的影响 • 1.3.3 烧结摩擦材料的性能与制造工艺 • 1.3.4 发展方向
15
16
铜熔渗烧结钢结构
• 用铜熔渗烧结钢结构零件,可改进结构零件的密度均一性,提高结构 零件材料的抗拉强度、硬度、韧性、疲劳强度及冲击性能。烧结铁结 构零件,其各个截面的密度不同.熔渗铜可使各截面的密度趋于均一。
【培训】粉末冶金PPT课件
.
34
粉末特性
成形性 粉末成形的难易度。 测定成形后压粉体之强度或边缘强度。 成形性与粒形、成形压力有关。 烧结性 烧结时希望以较低温度、较短时间,得到高强度、
高密度的烧结原件。 粒度、粒度分布、粒形及表面积,皆会影响烧结
性。
.
35
粉末冶金流程图
粉末的制造 烧结
粉末的预处理 加压成形
.
36
粉末的预处理
.
43
最简单的加压方式:使用圆筒形压模。 石墨作为润滑剂,以减低密度差。
.
44
机械强度
粉体的机械强度主要由粉体相互纠缠所造成。 纠缠度 ,机械强度
.
45
如何增强粉体的强度?
1、增加粉末的表面积。 2、减少粉末的氧化程度及污染。 3、增加压粉体的密度。 4、减少某些添加剂的用量,如石墨的用量。
缺点: 1.粉末不规则状,堆积性差。 2.盐浴的化学性非常敏感,污染物可阻止阴极
生成产物。 3.仅有元素粉末适用。 4.产品须经后续处理及清洗。
.
21
三、雾化制造法
雾化法法提供了大部分的粉末,因为化学性 及形状均可被掌握。
以下介绍气雾法、水雾法。
.
22
气雾法
.
23
气雾法
需加热超越熔融
.
24
.
52
CIP的优点
1、压粉体可获得组织均匀而密度值高的成品。 不会产生扭曲变形的不良现象
2、几合形状不受任何限制。
3、粉粒体和模间无摩擦现象,故形成铁、铜等 软质粉时无须加润滑剂。
.
53
烧结
借着加热使压粉体收缩、致密化之过程称为烧 结。而烧结的物体称为烧结体。
烧结的原因? 在烧结后可使体积收缩、应力松弛、扭度的消 退和表面积的缩减。
粉末冶金知识讲义(ppt 48页)
5、粉末性能及测定 成分-
金属粉末、合金粉末、金属化合物粉末;
聚集状态 单颗粒、 二次颗粒; 2-1
外形-球形、多角形、树枝形 2-4;
粒度: 粗粉-150~500微米; 中粉-40~150微米, 细粉-10~40微米; 极细粉-0.5~10微米 超细粉-0.5微米以下; 纳米粉-100纳米及以下;
粉末压坯,在适当的温度和气氛中, 所发生的物理化学变化, 由粉末颗粒的聚集体→晶粒的聚集体; 颗粒之间发生粘结、强度↑,多数情况下密度也↑ 粉末有自动粘结的倾向(比表面积大,能量高), 特别是极细粉末;
烧结是制品达到所要求的性能-关键;
烧结的热力学过程 -5-1 ①烧结初期: 颗粒之间接触点或面 →晶体结合, 经过形核长大→烧结颈;即颗粒界面→晶粒界面, 烧结体不收缩,密度↑极小,强度、导电性明显↑
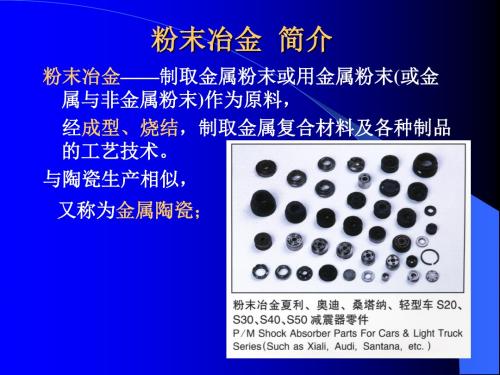
粉末冶金 简介
粉末冶金——制取金属粉末或用金属粉末(或金 属与非金属粉末)作为原料, 经成型、烧结,制取金属复合材料及各种制品 的工艺技术。
与陶瓷生产相似,
又称为金属陶瓷;
一、发展历史 公元前3000年,古埃及人用C还原氧化铁
制成海绵状的铁, 经高温锻造成致密块状的Fe, 再制出铁器; 本世纪初,电灯W丝问世(爱迪生发明), 使粉末冶金得以迅速发展;
分类和牌号 YG类(钨钴类)
—Y、G:硬、钴,其后数字代表钴含量。 牌号后面的“C”表示为粗晶粒合金,
“X”表示细晶粒合金。 YT类(钛钨类)-除WC、Co外,
还有硬度比WC更高的TiC粉末。 耐磨性高但强度和韧性低。 YW类-新发展起来的硬质合金, 含有TaC,红硬性提高。 用来切削耐热钢、不锈钢、
2、多孔材料 含油轴承:Fe粉+石墨粉+硬脂酸锌=混合、
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
➢承受载荷面积的减少 ➢结构缺陷与应力集中 ➢硬度与强度大体随密度而线性增大 ➢韧性在接近理论密度时急剧增加
精品课件
精品课件
2). 提高材料的密度的方法
• 复压复烧:二次压制与烧结. • 熔浸:低熔点组元熔化后浸入到骨架中. • 粉末冶金热锻: • 热等静压:
精品课件
还原铁粉复压复烧后的密度与性能
1.烧结机械零件与材料 • 1.1 烧结结构零件 • 1.2 烧结减摩零件 • 1.3 烧结摩擦零件
精品课件
烧结机械零件与材料的分类
类别
材料及制品名称
烧结结构零件
烧结铁基材料:烧结铁,碳钢,合金钢,不锈钢 烧结铜基材料:烧结青铜,黄铜,Cu-Ni合金,弥散强化 烧结铝基材料:烧结铝合金,弥散强化铝 烧结镍基材料: 烧结钛基材料:
• 熔渗铜时,被熔渗的零件压坯的尺寸可能发生变化,通常量胀大,这 些尺寸变化可能不均一,较难控制。
精品课件
Fe-Ni-C系与Fe-Ni-Cu-C系
➢Ni:稳定奥氏体,固溶强化 ➢降低各元素的扩散速度,提高淬透性 ➢需要选用细的Ni粉 ➢随Ni含量增加,强度增加
精品课件
Fe-Ni-C系
• 通常.也用铁粉、镍粉及石墨粉的混合粉生产铁基粉末冶 金结构零件。由铁粉与镍粉的混合粉末压制成形的压坯, 烧结时镍将扩散到铁中形成固熔体。添加镍粉的颗粒大小 与烧结温度决定固溶体的均一性,从而影响到对固溶体的 强化作用大小。细镍粉(如羰基镍粉)和高温烧结(1315℃烧 结)可使固溶体较快地均一化:
烧结减摩零件 多孔轴承:铁基,铜基,铝基,不锈钢基
固体自润滑材料:铁基,铜基,银基,双金属
烧结摩擦零件 铜基摩擦零件:
铁基摩擦零件: 碳-碳复合材料: 陶瓷基复合摩擦材料;
精品课件
1.1 烧结结构零件
• 粉末冶金的主战场 • 齿轮,凸轮,连杆, … …
精品课件
1.1.1 烧结铁基结构零件 • 1). 孔隙对性能的影响
(%)
硬度
(HB)
孔隙 度
(%)
0
8.02
468
8
74
0.25 7.94
593
5
78
余 15 2~3
0.75 7.90
713
4
90
1.0 7.69
720
4
93
精品课件
3). 合金化的特点
• 金属学原理与普通钢一致 • 合金元素选用上的差别 ➢孔隙度对合金元素的强化效果有直接影响,
精品课件
5). 基本材料体系
• Fe-C 体系 ➢含碳量的控制 ➢游离石墨的防止 ➢组织性能还与烧结后的冷却速度有关
精品课件
Fe-C 体系
• 由铁粉与石墨粉的混合粉成形的压坯,在烧结时,石墨中的碳扩散到 铁中,形成奥氏体(碳在高温形态铁中的固溶体)压坯烧结后冷却到 室温时,奥氏体发生相变,化合碳含量为0.80%时,形成珠光体(铁 素体与渗碳体的共晶混合物);化合碳含量低于0.80%(即亚共析钢) 时,形成铁素体与珠光体的混合物;化合碳含量高于0.80%(即过共析 钢)时,形成珠光体与渗碳体的混合物。烧结碳素钢的金相组织和常规 的共析钢、亚共析钢及过共析钢是一致的。普碳钢的强度因含碳量增 加而增高。碳钢的抗拉强度一直增高到共析组成,当含碳量更高时, 抗拉强度大体上处于恒定状态。
• 由铁粉与石墨粉的混合粉制成的结构零件,其材料的强度同样随着含 碳量增加而增高。在化合碳含量达到共晶点之前,强度随着化合碳含 丛增加而增高;化合碳含量超过共晶点之后,由于连续的、脆性的渗 碳体网络出现,烧结碳钢的横向断裂强度减低。
精品课件
精品课件
Fe-Cu-C与Fe-Cu-Mo-C系
• 烧结铜:10%以内 • 熔浸铜:15~25% • 较佳配比为C,1.5%;Cu,8% • 时效作用比较明显 • 对尺寸变化有很大影响 • Mo的主要作用是固溶强化,细化径粒 • Mo的扩散慢,一般采用合金粉
精品课件
烧结铜铁合金与烧结铜钢
• 在粉末冶金铁基结构零件生产中的一种常用合金元素是铜 。在常用的烧结条件下,虽然可能有些铜末熔化,但在烧 结温度1095~1120℃时,7.5%~9%的铜可溶于奥氏体铁 中,由铁粉与铜粉的混合粉压制成形的压坯.烧结后冷却 到室温时,在烧结温度下以液相存在的铜将凝固,同时将 铁粉颗粒铜焊在一起。在室温下,铜在纯铁体中的平衡溶 解度不大于0.1%,因此溶解于固溶体铁中的铜将沉淀出 来。粉末冶金Cu-Fe合金零件材料的强度与硬度,就是由 于铜的铜焊与时效硬化作用而大大高于烧结纯铁材料。
精品课件
精品课件
铜熔渗烧结钢结构
• 用铜熔渗烧结钢结构零件,可改进结构零件的密度均一性,提高结构 零件材料的抗拉强度、硬度、韧性、疲劳强度及冲击性能。烧结铁结 构零件,其各个截面的密度不同.熔渗铜可使各截面的密度趋于均一 。
• 也可以仅对结构零件的某一部分熔渗铜,将铜粉,铜粉压坯或铜线段 置于结构零件压坯的熔渗部位,在烧结时铜熔化后借毛细作用灌入相 应部位,例如,用铜熔渗烧结钢齿轮的齿,称为局部熔渗。用局部熔 渗可控制熔渗铜结构零件的密度与力学性能的变化。通过熔渗铜还能 将几个零件组合成一个形状复杂的结构零件,例如汽车分动器中的行 星齿轮托架。将一结构零件分成几部分分别压制成形,将各部分的压 坯组装后同时进行烧结与熔渗铜,通过铜焊将各部分压坯连接成一体 ,形成一形状复杂的结构零件。
• 较难评估镍粉与石墨粉对烧结镍钢力学性能的综合影响。 烧结时,镍可能扩散不充分,残留有富镍奥氏体,从烧结 温度冷却时,这些富镍区可能溶解足够数量的碳形成马氏 体,因此由铁粉、镍粉及石墨粉的混合粉压制-烧结生产的 烧结镍钢零件,微观组织非常复杂。
复压密度 抗拉强度 复压压力 (g/cm3) (MPa) (MPa)
延伸率 (%)
200
6.3
157
16.0
400
6.8
201
16.5
600
7.1
245
21.0
800
7.3
260
25.5
精品课件
浸铜烧结铁-石墨材料的性能
化学成分 (%) Fe Cu C
密度 抗拉强 度
(g/cm3)
(MPa)
延伸 率
密度小于6.5g/cm3时效果不好 ➢强化效果好的元素Cr,Mn易于氧化,合金形式 ➢Cu,P在烧结钢中有强化作用
精品课件
4). 热处理的特点
➢原理,工艺与普通钢基本相同 ➢孔隙度超过10%的制品不能盐浴加热 ➢孔隙使材料的导热性变差 ➢防止内部的渗碳与氮化 ➢需保护气体,防止表面氧化与脱碳 ➢淬火介质一般采用油
精品课件
精品课件
2). 提高材料的密度的方法
• 复压复烧:二次压制与烧结. • 熔浸:低熔点组元熔化后浸入到骨架中. • 粉末冶金热锻: • 热等静压:
精品课件
还原铁粉复压复烧后的密度与性能
1.烧结机械零件与材料 • 1.1 烧结结构零件 • 1.2 烧结减摩零件 • 1.3 烧结摩擦零件
精品课件
烧结机械零件与材料的分类
类别
材料及制品名称
烧结结构零件
烧结铁基材料:烧结铁,碳钢,合金钢,不锈钢 烧结铜基材料:烧结青铜,黄铜,Cu-Ni合金,弥散强化 烧结铝基材料:烧结铝合金,弥散强化铝 烧结镍基材料: 烧结钛基材料:
• 熔渗铜时,被熔渗的零件压坯的尺寸可能发生变化,通常量胀大,这 些尺寸变化可能不均一,较难控制。
精品课件
Fe-Ni-C系与Fe-Ni-Cu-C系
➢Ni:稳定奥氏体,固溶强化 ➢降低各元素的扩散速度,提高淬透性 ➢需要选用细的Ni粉 ➢随Ni含量增加,强度增加
精品课件
Fe-Ni-C系
• 通常.也用铁粉、镍粉及石墨粉的混合粉生产铁基粉末冶 金结构零件。由铁粉与镍粉的混合粉末压制成形的压坯, 烧结时镍将扩散到铁中形成固熔体。添加镍粉的颗粒大小 与烧结温度决定固溶体的均一性,从而影响到对固溶体的 强化作用大小。细镍粉(如羰基镍粉)和高温烧结(1315℃烧 结)可使固溶体较快地均一化:
烧结减摩零件 多孔轴承:铁基,铜基,铝基,不锈钢基
固体自润滑材料:铁基,铜基,银基,双金属
烧结摩擦零件 铜基摩擦零件:
铁基摩擦零件: 碳-碳复合材料: 陶瓷基复合摩擦材料;
精品课件
1.1 烧结结构零件
• 粉末冶金的主战场 • 齿轮,凸轮,连杆, … …
精品课件
1.1.1 烧结铁基结构零件 • 1). 孔隙对性能的影响
(%)
硬度
(HB)
孔隙 度
(%)
0
8.02
468
8
74
0.25 7.94
593
5
78
余 15 2~3
0.75 7.90
713
4
90
1.0 7.69
720
4
93
精品课件
3). 合金化的特点
• 金属学原理与普通钢一致 • 合金元素选用上的差别 ➢孔隙度对合金元素的强化效果有直接影响,
精品课件
5). 基本材料体系
• Fe-C 体系 ➢含碳量的控制 ➢游离石墨的防止 ➢组织性能还与烧结后的冷却速度有关
精品课件
Fe-C 体系
• 由铁粉与石墨粉的混合粉成形的压坯,在烧结时,石墨中的碳扩散到 铁中,形成奥氏体(碳在高温形态铁中的固溶体)压坯烧结后冷却到 室温时,奥氏体发生相变,化合碳含量为0.80%时,形成珠光体(铁 素体与渗碳体的共晶混合物);化合碳含量低于0.80%(即亚共析钢) 时,形成铁素体与珠光体的混合物;化合碳含量高于0.80%(即过共析 钢)时,形成珠光体与渗碳体的混合物。烧结碳素钢的金相组织和常规 的共析钢、亚共析钢及过共析钢是一致的。普碳钢的强度因含碳量增 加而增高。碳钢的抗拉强度一直增高到共析组成,当含碳量更高时, 抗拉强度大体上处于恒定状态。
• 由铁粉与石墨粉的混合粉制成的结构零件,其材料的强度同样随着含 碳量增加而增高。在化合碳含量达到共晶点之前,强度随着化合碳含 丛增加而增高;化合碳含量超过共晶点之后,由于连续的、脆性的渗 碳体网络出现,烧结碳钢的横向断裂强度减低。
精品课件
精品课件
Fe-Cu-C与Fe-Cu-Mo-C系
• 烧结铜:10%以内 • 熔浸铜:15~25% • 较佳配比为C,1.5%;Cu,8% • 时效作用比较明显 • 对尺寸变化有很大影响 • Mo的主要作用是固溶强化,细化径粒 • Mo的扩散慢,一般采用合金粉
精品课件
烧结铜铁合金与烧结铜钢
• 在粉末冶金铁基结构零件生产中的一种常用合金元素是铜 。在常用的烧结条件下,虽然可能有些铜末熔化,但在烧 结温度1095~1120℃时,7.5%~9%的铜可溶于奥氏体铁 中,由铁粉与铜粉的混合粉压制成形的压坯.烧结后冷却 到室温时,在烧结温度下以液相存在的铜将凝固,同时将 铁粉颗粒铜焊在一起。在室温下,铜在纯铁体中的平衡溶 解度不大于0.1%,因此溶解于固溶体铁中的铜将沉淀出 来。粉末冶金Cu-Fe合金零件材料的强度与硬度,就是由 于铜的铜焊与时效硬化作用而大大高于烧结纯铁材料。
精品课件
精品课件
铜熔渗烧结钢结构
• 用铜熔渗烧结钢结构零件,可改进结构零件的密度均一性,提高结构 零件材料的抗拉强度、硬度、韧性、疲劳强度及冲击性能。烧结铁结 构零件,其各个截面的密度不同.熔渗铜可使各截面的密度趋于均一 。
• 也可以仅对结构零件的某一部分熔渗铜,将铜粉,铜粉压坯或铜线段 置于结构零件压坯的熔渗部位,在烧结时铜熔化后借毛细作用灌入相 应部位,例如,用铜熔渗烧结钢齿轮的齿,称为局部熔渗。用局部熔 渗可控制熔渗铜结构零件的密度与力学性能的变化。通过熔渗铜还能 将几个零件组合成一个形状复杂的结构零件,例如汽车分动器中的行 星齿轮托架。将一结构零件分成几部分分别压制成形,将各部分的压 坯组装后同时进行烧结与熔渗铜,通过铜焊将各部分压坯连接成一体 ,形成一形状复杂的结构零件。
• 较难评估镍粉与石墨粉对烧结镍钢力学性能的综合影响。 烧结时,镍可能扩散不充分,残留有富镍奥氏体,从烧结 温度冷却时,这些富镍区可能溶解足够数量的碳形成马氏 体,因此由铁粉、镍粉及石墨粉的混合粉压制-烧结生产的 烧结镍钢零件,微观组织非常复杂。
复压密度 抗拉强度 复压压力 (g/cm3) (MPa) (MPa)
延伸率 (%)
200
6.3
157
16.0
400
6.8
201
16.5
600
7.1
245
21.0
800
7.3
260
25.5
精品课件
浸铜烧结铁-石墨材料的性能
化学成分 (%) Fe Cu C
密度 抗拉强 度
(g/cm3)
(MPa)
延伸 率
密度小于6.5g/cm3时效果不好 ➢强化效果好的元素Cr,Mn易于氧化,合金形式 ➢Cu,P在烧结钢中有强化作用
精品课件
4). 热处理的特点
➢原理,工艺与普通钢基本相同 ➢孔隙度超过10%的制品不能盐浴加热 ➢孔隙使材料的导热性变差 ➢防止内部的渗碳与氮化 ➢需保护气体,防止表面氧化与脱碳 ➢淬火介质一般采用油