DIN 1683 铸件的通用公差和加工余量(Chinese)
DIN 1685-1-1998 球墨铸铁件.一般公差,加工余量

大于 80 大于 120
至 120
至 180
GTB20 -
-
-
7,5
11
12
13
14
GTB19 -
-
4,5
7,5
8
8,5
9
10
GTB18 -
2,5
4,5
4,7
5
5,5
6
6,5
GTB17
1,5
2,5
2,9
3
3,2
3,4
3,7
-
GTB16
1,5
1,8
1,8
1,9
2
2,1
2,3
-
GTB15 0,95
1
1,1
等
18 30 50 80 120 180 250 315 400 500 630 800 1000 1250 1600 至 30 至 50 至 80 至 至 至 至 至 至 至 至 至 至 至 至
级
120 180 250 315 400 500 630 800 1000 1250 1600 2000
表 3 机械加工余量
至 50
大于 50 至 120
大于 120 至
250
大于 250 至
500
大于 500 至 1000
机械加工余
2
2,5
3
3,5
4
量 BZ
2,5
3
4
5
7
大于 1000 至 2500
6
8
表 4 缩小的机械加工余量
表面在 名义尺寸范围
模型中 的位置
基于铸件整体 至 50
最大尺寸
底部 侧面 顶部
GTB 20 4,5 7,5
铸件尺寸公差与几何公差数值表
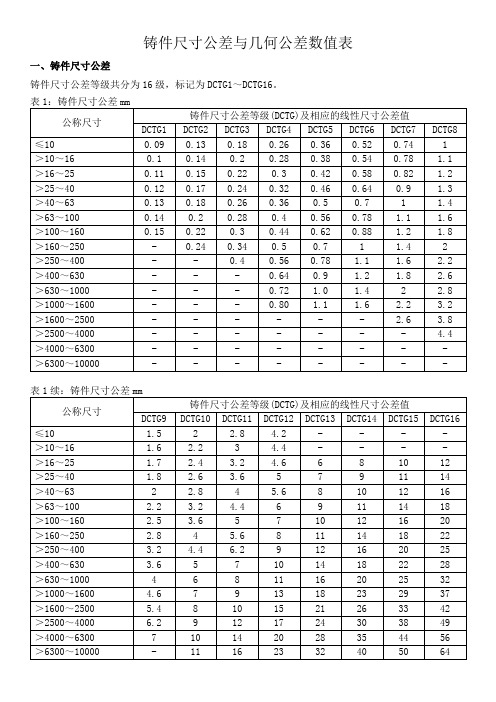
铸件尺寸公差与几何公差数值表一、铸件尺寸公差
铸件尺寸公差等级共分为16级,标记为DCTG1~DCTG16。
说明:
1.在默认条件下,铸件的尺寸公差应相对于公称尺寸对称设置,即一半为正,另一半为负。
如尺寸20mm,DCTG10级的铸件尺寸公差为±1.2。
2.对于压铸件,因其特殊的技术原因,可以采用不对称的公差设置。
二、铸件几何公差
铸件几何公差等级分为7级,标记为GCTG2~GCTG8(GCTG1是为需要更高精度的几何公差值预留的等级)。
说明:
形状公差(直线度公差、平面度公差、圆度公差)和位置公差(倾斜度公差、平行度公差、垂直度公差)不适用于铸件有起模斜度的部位。
这些部位的公差需要单独标注。
铸件公差等级
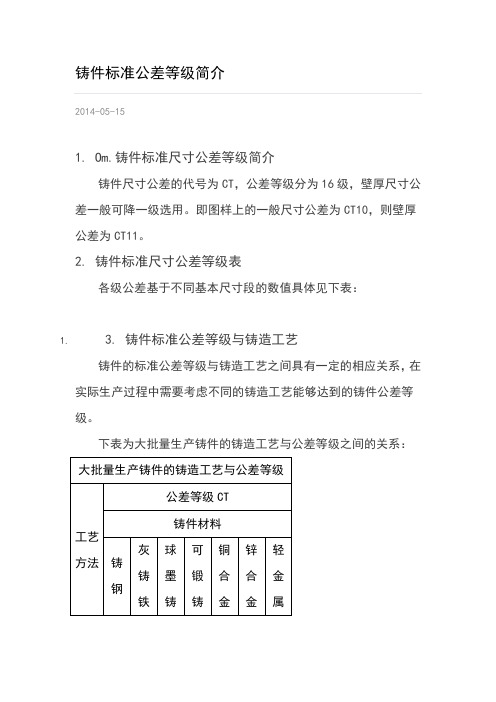
铸件标准公差等级简介
2014-05-15
1. Om.铸件标准尺寸公差等级简介
铸件尺寸公差的代号为CT,公差等级分为16级,壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
2. 铸件标准尺寸公差等级表
各级公差基于不同基本尺寸段的数值具体见下表:
1. 3. 铸件标准公差等级与铸造工艺
铸件的标准公差等级与铸造工艺之间具有一定的相应关系,在实际生产过程中需要考虑不同的铸造工艺能够达到的铸件公差等级。
下表为大批量生产铸件的铸造工艺与公差等级之间的关系:
下表为小批量生产铸件的铸造工艺与公差等级之间的关系:
通常机座、端盖、轴承内外盖均为灰铸铁铸件,当采用砂型手工造型时,机座、端盖、轴承内外盖的配合面的铸造公差等级为CT10级,其他部位的尺寸公差等级为CT11级,工具件的尺寸公差等级为CT12级。
4. 铸件标准尺寸公差等级表的应用
在利用TruePlanning软件制造复杂度计算器时,如果涉及到铸造件的估算,可以根据铸件材料、铸件尺寸以及选用的铸造工艺类型,结合铸件尺寸公差等级表,初步判定铸件的精度值。
例如:小批量铸造基本尺寸为1200mm的铸钢零件,采用的工艺为手工砂型铸造(粘土砂),根据上表可知铸造零件的公差等级为CT13~CT15,此时根据铸件标准尺寸公差等级表可知最终零件的精度为18mm~29mm。
铸件公差标准

铸件公差标准铸件公差标准是指在铸造过程中,为了保证铸件的质量和尺寸精度,制定的一系列公差要求和标准。
铸件公差的合理设置对于铸件的装配、使用和性能都有着重要的影响,因此在铸造过程中,必须严格遵守相关的公差标准,以确保铸件的质量和稳定性。
首先,铸件公差标准的制定是基于铸件的设计要求和使用环境来进行的。
在设计铸件时,需要考虑到其在实际使用中可能受到的力学载荷、温度变化、磨损等因素,从而确定合理的公差范围。
不同的铸件在使用环境和功能上都有所不同,因此其公差标准也会有所差异。
其次,铸件公差标准的制定还需要考虑到铸造工艺的限制和实际生产条件。
铸造是一种复杂的工艺过程,受到材料、设备、工艺等多方面因素的影响,因此在确定公差标准时,需要充分考虑到这些因素的限制和影响,以确保公差的设定既能满足设计要求,又能适应实际生产的需要。
另外,铸件公差标准的制定还需要充分考虑到铸件的加工和装配要求。
铸件在使用前通常需要进行一定的加工,比如修磨、切割等,而在装配时,不同零部件之间的公差要求也会有所不同。
因此,在确定铸件公差标准时,需要充分考虑到这些加工和装配的要求,以确保铸件能够顺利地进行加工和装配,并且满足设计要求。
在实际的铸造生产中,铸件公差标准的制定和执行是非常重要的。
只有严格遵守相关的公差标准,才能保证铸件的质量和尺寸精度,确保其能够正常使用和使用寿命。
同时,铸件公差标准的执行还能够提高生产效率,降低生产成本,提高产品质量,增强企业的竞争力。
总之,铸件公差标准的制定和执行对于铸件的质量和稳定性有着重要的影响。
只有合理设置公差范围,充分考虑到设计要求、生产条件和使用环境,才能保证铸件的质量和性能达到预期的要求。
因此,在铸造过程中,必须严格遵守相关的公差标准,以确保铸件的质量和稳定性。
DIN 1685-1-1998 球墨铸铁件.一般公差,加工余量
表 3 机械加工余量
至 50
大于 50 至 120
大于 120 至
250
大于 250 至
500
大于 500 至 1000
机械加工余
2
2,5
3
3,5
4
量 BZ
2,5
3
4
5
7
大于 1000 至 2500
6
8
表 4 缩小的机械加工余量
表面在 名义尺寸范围
模型中 的位置
基于铸件整体 至 50
最大尺寸
底部 侧面 顶部
GTB 17 1,8 1,9
2 2,1 2,3 2,5 2,7 2,9 3,1 3,3 3,5 3,8 4,1 4,4 4,9 5,5
GTB
2
-
-
16 1,1 1,2 1,3 1,4 1,5 1,6 1,8 1,9
2,1 2,3 2,4 2,6 2,8
GTB
1
-
-
-
-
15 0,85 0,95
1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9
*) 不管表格中规定的值为何 铸件的线性尺寸的实际偏差无论如何均不得超出名义尺寸的 25 位) 该限制特别适用于粗实线线框中的偏差
大于 2000 至 2500
23
大于 2500 至 3150
25
大于 3150 至 4000
27
大于 4000 至 6300
33
大于 6300 至
10000
39
15 17 19 22 26
所引用的出版物的最后的版本
DIN 1680 1 粗铸件 通用公差和机加工公差 总则 DIN 1693 1 球墨铸铁 非合金 纯 及合金等级 DIN 7182 1 规格 偏差 公差及配合 基本概念 ISO 8062 1994 铸件 尺寸公差及机械加工余量 3 概念
DIN 1683 铸件的通用公差和加工余量(Chinese)
德国标准铸件的通用公差和加工余量DIN1683-1:1998摘要:通用公差,加工余量,铸件,钢材1 应用范围本标准列出了符合DIN 1681,DIN 17245或(钢铁材料规格)510-62中技术交付条件的粗制铸钢件的通用公差和加工余量。
由于缺少经验数据,角度偏差在此通用公差中没有给出,如果要求角度符合公差要求,则应用单独的公差注出。
2 参考标准:本标准由定期的或不定期的参考资料,及其他出版物的规定编制而成。
这些标准的参考资料引用在文中的适当位置上。
而出版物的名称也在后面注出。
对于定期的资料,只有在标准的更正和修订时才将这些出版物的后来的更正和修订应用于本标准中;而对于不定期的参考资料,则应用其最新的版本。
DIN 1680-1 铸件—通用公差和加工余量—概述DIN 1681 一般工程用铸钢—技术交付条件DIN 7182-1 尺寸,偏差,公差和配合—基本概念DIN 17245 铁素体铸钢件—技术交付条件ISO 8062:1994 铸件—尺寸公差和加工余量系统3 概念“通用公差”和“公差等级”参见DIN 7182-1和DIN 1680-1中的定义。
“加工余量”见DIN 1680中的定义。
4 公差等级4.1 尺寸偏差对于粗制铸钢件来说,尺寸偏差主要取决于:a) 模具的尺寸精度、由材料和铸造形式决定的收缩性、在制模和铸造过程中是否精心制作以及基于批量大小的铸模设备;b) 名义尺寸4.2 公差等级的应用极限偏差应根据给出的公差等级按表2和表3选取。
线性尺寸和厚度的公差等级应相同;有例外的,参见DIN1680-1。
4.3 名义尺寸范围表中所示公差等级的名义尺寸范围是在可靠的测量数据基础上进行选择的。
对于超出给定等级的尺寸范围者,可取下一等级的最粗值。
4.4 半径对于内和外半径,表2中给出的公差带经常要使下偏差为零。
例如:已知名义尺寸为20mm,公差等级为GTB18(表2),则相应的通用公差应为±3mm。
铸钢件机械加工余量、尺寸公差及缺陷评定标准

铸钢件机械加工余量、尺寸公差及缺陷评定标准1、范围本标准规定了铸钢件机械加工余量、尺寸公差及缺陷的评定。
本标准适用于起重机械产品铸钢件尺寸公差测量验收及铸造缺陷评定,也适用于外协铸钢件毛坯的检验验收。
2、引用标准GB/T11350-89 铸件机械加工余量GB6414-86 铸件尺寸公差JB/T6392.2-92 起重机车轮技术条件Q/DQ100-80 普通桥式起重机技术条件3、铸件机械加工余量铸件机械加工件,有毛坯图时,加工余量按毛坯图的规定;没有毛坯图时,按公司的产品特点,选用GB/T11350-89《铸件机械加工余量》中H级加工余量(铸件尺寸公差等级按CT13)数值如表1:表1注:表中每栏的加工余量数值是以一测为基准,进行单侧加工的加工余量值,()内数值为进行双侧加工时,每测的加工余量值。
4、铸件尺寸公差4.1 铸件尺寸公差按设计图纸的规定。
4.2 设计图纸未规定的铸件非加工面的尺寸公差及加工面毛坯尺寸公差,按公司的产品特点,选用GB64414-86《铸件尺寸公差》中规定的CT13级,公差带为对称分布,即一半为正值,一半为负值。
公差数值见表2:表25、技术要求5.1 铸件最终热处理应按图纸规定,铸件毛坯应进行正火或退货处理;5.2 铸件表面应整洁,不得留有明显的型砂、斑疤等缺陷。
浇口、冒口、毛边应气割清除,飞刺应清除,气割应在铸件毛坯热处理前进行。
浇、冒口气割侯,根部残留高度不大于4mm;5.3 铸件毛坯如有气孔、夹渣、机械伤痕等缺陷,除高锰钢外可焊补;5.4 铸件不加工的次要表面,若缺陷在下述范围内允许存在,可不进行焊补:a、缺陷总面积不超过该表面面积的5%;b、单个缺陷面积的直径不超过5mm,深度不超过其壁厚的10%,且绝对值不超过3mm,每100mm×100mm 面积上不超过2个。
5.5 铸件毛坯焊补,应遵循以下条件:a、焊补应在毛坯热处理前进行;b、缺陷必须清除干净,至呈现良好基体金属;c、所用焊条应能保证焊内的机械性能与铸件本身的机械性能相当。
DIN 1686-1_CHS

4 公差等级 4.1 尺寸允许偏差
对灰铸铁而言,尺寸偏差主要取决于: a) 模具达到的尺寸精度,由材料类型和铸件构型决定的铸件收缩率,制模和铸造过程中的管理维护,
以及由批量决定的造型和铸造设备。 b) 公称尺寸
由德国工业协会(DIN)—翻译服务处翻译 如有疑问,以德语的原始版本为权威文本。
○c 未经德国标准协会事先许可,本标准任何部分均不得复制。 德国标准(DIN)的专卖权属柏林伯斯出版公司
过去的版本
DIN 1686-1:1962-06,1974-08,1978-07,1980-10
附加说明
与 1980 年 10 月版相比,本标准现在只适用于铸件的修改、替换,不适用于新设计。
其他相关标准
DIN 1680-2 铸件毛坯 — 一般公差 DIN 1690-1 金属材料铸件的技术交货条件 — 总则
6 标示
在公差等级和加工余量同时根据本标准来选定的情况下,例如,采用 GTB 17 级公差(GTB 17)同时模具 底部及侧边采用的加工余量为 3,5,顶面采用的加工余量为 4,5,应当标示如下:
公差和加工余量 DIN 1686—GTB17—BZ 3,5/4,5 其余标注的例子请见 DIN 1680-1
德国标准 片状石墨铸铁(灰口铸铁)毛坯
一般公差及加工余量 (不适于新结构)
国际分类标准号(ICS):77.140.80 主题词:一般公差,加工余量,铸件,铸铁
1998-08
1686-1
代替 1980 年 10 月版
Gußrohteile aus Gußeisen mit Lamellengraphit—Allgemeintoleranzen, Bearbeitungszugaben(Nicht für Neukonstruktionen)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
德国标准
铸件的通用公差和加工余量DIN
1683-1:1998
摘要:通用公差,加工余量,铸件,钢材
1 应用范围
本标准列出了符合DIN 1681,DIN 17245或(钢铁材料规格)510-62中技术交付条件的粗制铸钢件的通用公差和加工余量。
由于缺少经验数据,角度偏差在此通用公差中没有给出,如果要求角度符合公差要求,则应用单独的公差注出。
2 参考标准:
本标准由定期的或不定期的参考资料,及其他出版物的规定编制而成。
这些标准的参考资料引用在文中的适当位置上。
而出版物的名称也在后面注出。
对于定期的资料,只有在标准的更正和修订时才将这些出版物的后来的更正和修订应用于本标准中;而对于不定期的参考资料,则应用其最新的版本。
DIN 1680-1 铸件—通用公差和加工余量—概述
DIN 1681 一般工程用铸钢—技术交付条件
DIN 7182-1 尺寸,偏差,公差和配合—基本概念
DIN 17245 铁素体铸钢件—技术交付条件
ISO 8062:1994 铸件—尺寸公差和加工余量系统
3 概念
“通用公差”和“公差等级”参见DIN 7182-1和DIN 1680-1中的定义。
“加工余量”见DIN 1680中的定义。
4 公差等级
4.1 尺寸偏差
对于粗制铸钢件来说,尺寸偏差主要取决于:
a) 模具的尺寸精度、由材料和铸造形式决定的收缩性、在制模和铸造过程中是否精心制作以及基于批量大小的铸模设备;
b) 名义尺寸
4.2 公差等级的应用
极限偏差应根据给出的公差等级按表2和表3选取。
线性尺寸和厚度的公差等级应相同;有例外的,参见DIN1680-1。
4.3 名义尺寸范围
表中所示公差等级的名义尺寸范围是在可靠的测量数据基础上进行选择的。
对于超出给定等级的尺寸范围者,可取下一等级的最粗值。
4.4 半径
对于内和外半径,表2中给出的公差带经常要使下偏差为零。
例如:已知名义尺寸为20mm,公差等级为GTB18(表2),则相应的通用公差应为±3mm。
半径的下限为零,上限为6mm。
为了降低裂纹的出现,内半径应符合表1中的值。
表1:内半径最小值
5 加工余量(BZ)
加工余量与铸件的最大外部尺寸有关,对于所有的公差等级,加工余量都一样(见表4)。
有例外的见DIN1680-1。
对≤500mm的尺寸,如果制模设备、铸造工艺和
加工工艺都考虑到夹持表面和加工表面的优化,其加工余量可以降到大约一半。
例如,对于成批生产,经用户与铸造厂商定。
这些降低值在表5中给出。
6 标记
当公差等级和机械加工余量已按本标准选定等级为GTB17,公差GTB17相应的机械加工余量为6(BZ6),示例标记为下:
公差和加工余量DIN 1683-GTB17-BZ6
其它举例参见DIN 1680-1
表2:线性尺寸的极限偏差(长度,宽,高,直径,半径,中心线距离)(mm)
.4.
表3:厚度的极限偏差(壁,连接板和筋厚)(mm)
.5.
表4:加工余量
表5:减少的加工余量(见条款5)
.6.。