炼钢部分各种计算公式汇总
炼钢部分各种计算公式汇总
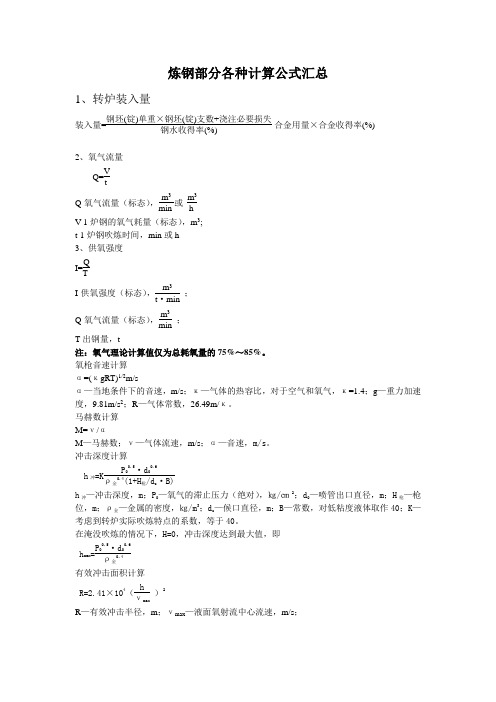
炼钢部分各种计算公式汇总1、转炉装入量装入量=钢坯(锭)单重×钢坯(锭)支数+浇注必要损失钢水收得率(%)-合金用量×合金收得率(%)2、氧气流量Q=V tQ-氧气流量(标态),m 3min 或 m 3hV-1炉钢的氧气耗量(标态),m 3;t-1炉钢吹炼时间,min 或h 3、供氧强度 I=Q TI-供氧强度(标态),m 3t ·min ;Q-氧气流量(标态),m 3min;T-出钢量,t注:氧气理论计算值仅为总耗氧量的75%~85%。
氧枪音速计算 α=(κgRT)1/2m/sα—当地条件下的音速,m/s ;κ—气体的热容比,对于空气和氧气,κ=1.4;g —重力加速度,9.81m/s 2;R —气体常数,26.49m/κ。
马赫数计算 M=ν/αM —马赫数;ν—气体流速,m/s ;α—音速,m/s 。
冲击深度计算h 冲=K P 00.5·d 00.6ρ金0.4(1+H 枪/d c ·B)h 冲—冲击深度,m ;P 0—氧气的滞止压力(绝对),㎏/㎝2;d 0—喷管出口直径,m ;H 枪—枪位,m ;ρ金—金属的密度,㎏/m 3;d c —候口直径,m ;B —常数,对低粘度液体取作40;K —考虑到转炉实际吹炼特点的系数,等于40。
在淹没吹炼的情况下,H=0,冲击深度达到最大值,即 h max =P 00.5·d 00.6ρ金0.4有效冲击面积计算 R=2.41×104(h νmax)2R —有效冲击半径,m ;νmax —液面氧射流中心流速,m/s ;νmax =ν出d 出H ·P 00.404ν出—氧射流在出口处的流速,m/s 。
金属-氧接触面积计算 在淹没吹炼时,射流中的金属液滴重是氧气重量的3倍,吹入1m3氧气的液滴总表面积(金属-氧气的接触面积): S Σ=3G 金r 平均·ρ金G 金—1标米3氧气中的金属液滴重量=3×1.43㎏;r 平均—液滴的平均半径,m ;ρ金—金属液的密度,7×103㎏/m 3。
炼钢成本
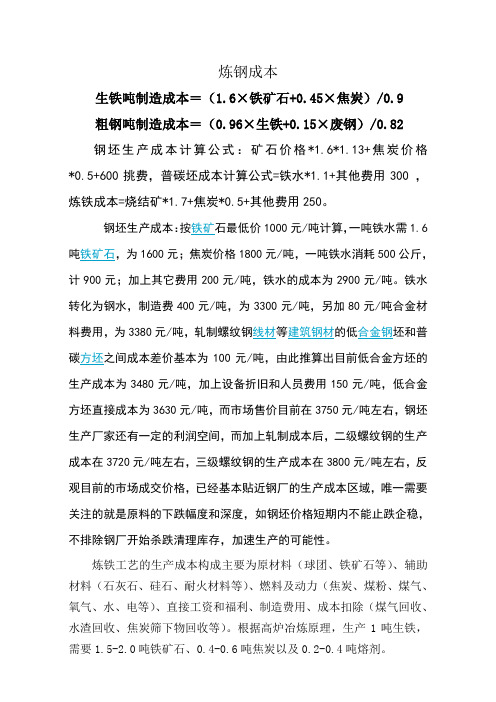
炼钢成本生铁吨制造成本=(1.6×铁矿石+0.45×焦炭)/0.9粗钢吨制造成本=(0.96×生铁+0.15×废钢)/0.82钢坯生产成本计算公式:矿石价格*1.6*1.13+焦炭价格*0.5+600挑费,普碳坯成本计算公式=铁水*1.1+其他费用300 ,炼铁成本=烧结矿*1.7+焦炭*0.5+其他费用250。
钢坯生产成本:按铁矿石最低价1000元/吨计算,一吨铁水需1.6吨铁矿石,为1600元;焦炭价格1800元/吨,一吨铁水消耗500公斤,计900元;加上其它费用200元/吨,铁水的成本为2900元/吨。
铁水转化为钢水,制造费400元/吨,为3300元/吨,另加80元/吨合金材料费用,为3380元/吨,轧制螺纹钢线材等建筑钢材的低合金钢坯和普碳方坯之间成本差价基本为100元/吨,由此推算出目前低合金方坯的生产成本为3480元/吨,加上设备折旧和人员费用150元/吨,低合金方坯直接成本为3630元/吨,而市场售价目前在3750元/吨左右,钢坯生产厂家还有一定的利润空间,而加上轧制成本后,二级螺纹钢的生产成本在3720元/吨左右,三级螺纹钢的生产成本在3800元/吨左右,反观目前的市场成交价格,已经基本贴近钢厂的生产成本区域,唯一需要关注的就是原料的下跌幅度和深度,如钢坯价格短期内不能止跌企稳,不排除钢厂开始杀跌清理库存,加速生产的可能性。
炼铁工艺的生产成本构成主要为原材料(球团、铁矿石等)、辅助材料(石灰石、硅石、耐火材料等)、燃料及动力(焦炭、煤粉、煤气、氧气、水、电等)、直接工资和福利、制造费用、成本扣除(煤气回收、水渣回收、焦炭筛下物回收等)。
根据高炉冶炼原理,生产1吨生铁,需要1.5-2.0吨铁矿石、0.4-0.6吨焦炭以及0.2-0.4吨熔剂。
炼钢工艺的生产成本构成主要为生铁、废钢、合金、电极、耐火材料、辅助材料、电能、维检和其他等费用。
中国目前主要的炼钢设备为转炉和电炉,基于冶炼原理的不同,转炉和电炉在主要的原料(生铁、废钢)配比有一定的差异,转炉工艺一般需配置10%的废钢,而电炉工艺废钢的使用量则占到80%。
钢铁材料重量计算公式大全
钢铁材料重量计算公式大全钢材的实际重量是指钢材以实际称量过磅所得的重量,称之为实际重量,实际重量也要比理论重量准确。
而在日常工作中,有时候我们不方便对每一种钢材都进行称量过磅,这个时候就可以按照钢材的尺寸和密度,利用公式计算钢材的重量,这称之为理论重量。
由于钢材在制造过程中的允许偏差,因此用公式计算的理论重量与实际重量有一定出入,所以只作为估算时的参考。
钢材理论重量计算的计量单位为公斤(kg)。
其基本公式为:W(重量kg)=F(断面积mm2)×L(长度m)×ρ(密度g/cm3)×1/1000钢的密度ρ为:7.85g/cm3,由此得出各种钢材理论重量计算公式如下:品种名称:圆钢/盘条计算单位:kg/m计算公式:W=0.006165×d2公式说明:d=直径mm,计算举例:直径100mm的圆钢,求每m重量。
每m重量=0.006165×1002=61.65kg品种名称:螺纹钢计算单位:kg/m计算公式:W=0.00617×d2公式说明:d=断面直径mm计算举例:断面直径为12mm的螺纹钢,求每m重量。
每m重量=0.00617×122≈0.89kg品种名称:方钢计算单位:kg/m计算公式:W=0.00785×a2公式说明:a=边宽mm计算举例:边宽20mm的方钢,求每m重量。
每m重量=0.00785×202=3.14kg品种名称:扁钢计算单位:kg/m计算公式:W=0.00785×b×d公式说明:b=边宽,d=厚mm计算举例:边宽40mm,厚5mm的扁钢,求每m重量。
每m重量=0.00785×40×5=1.57kg品种名称:六角钢计算单位:kg/m计算公式:W=0.006798×s2公式说明:s=对边距离mm计算举例:对边距离50mm的六角钢,求每m重量。
每m重量=0.006798×502=16.995kg品种名称:八角钢计算单位:kg/m计算公式:W=0.0065×s2公式说明:s=对边距离mm计算举例:对边距离80mm的八角钢,求每m重量。
整合版转炉炼钢计算部分

整合版转炉炼钢计算部分转炉炼钢是一种常用的工业炼钢方法,通过氧气吹炼可以去除钢中的杂质,得到高品质的钢材。
在转炉炼钢中,有一些重要的计算部分,包括吹炼时间、温度控制、钢水负荷等。
接下来将详细介绍这些计算部分。
1.吹炼时间的计算:吹炼时间是指从氧气吹入开始到钢水净化结束的时间。
吹炼时间的长短直接影响到钢水净化的效果和转炉的生产能力。
一般来说,吹炼时间可以通过下式计算:吹炼时间=钢水重量/(氧气流量×氧气纯度×铁素量)其中,钢水重量是指待净化的钢水的质量,氧气流量是指进入转炉的氧气的流量,氧气纯度是指进入转炉的氧气的纯度,铁素量是指待净化的钢中的铁含量。
2.温度控制的计算:在转炉炼钢过程中,温度的控制非常重要。
温度的过高或过低都会对钢水的成分和性能产生负面影响。
温度的控制主要通过加入适量的生铁和废钢来实现。
具体的计算方法如下:温度=(钢水质量×钢水温度+生铁质量×生铁温度+废钢质量×废钢温度)/(钢水质量+生铁质量+废钢质量)其中,钢水质量是指待净化的钢水的质量,钢水温度是指待净化的钢水的温度,生铁质量是指加入的生铁的质量,生铁温度是指加入的生铁的温度,废钢质量是指加入的废钢的质量,废钢温度是指加入的废钢的温度。
3.钢水负荷的计算:钢水负荷是指转炉的产能,即单位时间内可以生产的钢水的质量。
钢水负荷的计算可以通过下式得到:钢水负荷=吹炼时间×钢水重量吹炼时间已经在第一部分进行了介绍,钢水重量是指待净化的钢水的质量。
4.吸收剂的计算:在转炉炼钢中,为了提高钢水中的硫含量,常常需要加入吸收剂。
吸收剂的计算可以通过如下方式进行:吸收剂重量=钢水重量×(目标硫含量-初始硫含量)/吸收剂含硫量其中,钢水重量是指待净化的钢水的质量,目标硫含量是希望得到的钢水的硫含量,初始硫含量是待净化的钢水的硫含量,吸收剂含硫量是吸收剂中的硫含量。
以上是转炉炼钢计算部分的详细介绍。
【钢厂】最全计算公式来啦,钢铁人必备!

【钢厂】最全计算公式来啦,钢铁人必备!在工作中经常会遇到钢材重量的计算问题,今天小编就给大家整理各种钢材重量的计算公式,绝对实用!钢板重量计算公式公式:7.85×长度(m)×宽度(m)×厚度(mm)例:钢板6m(长)×1.51m(宽)×9.75mm(厚)计算:7.85×6×1.51×9.75=693.43kg钢管重量计算公式公式:(外径-壁厚)×壁厚mm×0.02466×长度m例:钢管114mm(外径)×4mm(壁厚)×6m(长度)计算:(114-4)×4×0.02466×6=65.102kg圆钢重量计算公式公式:直径mm×直径mm×0.00617×长度m例:圆钢Φ20mm(直径)×6m(长度)计算:20×20×0.00617×6=14.808kg方钢重量计算公式公式:边宽(mm)×边宽(mm)×长度(m)×0.00785例:方钢 50mm(边宽)×6m(长度)计算:50×50×6×0.00785=117.75(kg)扁钢重量计算公式公式:边宽(mm)×厚度(mm)×长度(m)×0.00785例:扁钢 50mm(边宽)×5.0mm(厚)×6m(长度) 计算:50×5×6×0.00785=11.7.75(kg)六角钢重量计算公式公式:对边直径×对边直径×长度(m)×0.00068例:六角钢 50mm(直径)×6m(长度)计算:50×50×6×0.0068=102(kg)螺纹钢重量计算公式公式:直径mm×直径mm×0.00617×长度m例:螺纹钢Φ20mm(直径)×12m(长度)计算:20×20×0.00617×12=29.616kg扁通重量计算公式公式:(边长+边宽)×2×厚×0.00785×长m例:扁通100mm×50mm×5mm厚×6m(长)计算:(100+50)×2×5×0.00785×6=70.65kg方通重量计算公式公式:边宽mm×4×厚×0.00785×长m例:方通50mm×5mm厚×6m(长)计算:50×4×5×0.00785×6=47.1kg等边角钢重量计算公式公式:边宽mm×厚×0.015×长m(粗算)例:角钢50mm×50mm×5厚×6m(长)计算:50×5×0.015×6=22.5kg(表为22.62)不等边角钢重量计算公式公式:(边宽+边宽)×厚×0.0076×长m(粗算)例:角钢100mm×80mm×8厚×6m(长)计算:(100+80)×8×0.0076×6=65.67kg(表65.676) 【其他有色金属】黄铜管重量计算公式公式:(外径-壁厚)×厚×0.0267×长m例:黄铜管20mm×1.5mm厚×6m(长)计算:(20-1.5)×1.5×0.0267×6=4.446kg紫铜管重量计算公式公式:(外径-壁厚)×厚×0.02796×长m例:紫铜管20mm×1.5mm厚×6m(长)计算:(20-1.5)×1.5×0.02796×6=4.655kg 铝花板重量计算公式公式:长m×宽m×厚mm×2.96例:铝花板 1m宽×3m长×2.5mm厚计算:1×3×2.5×2.96=22.2kg黄铜板:比重8.5紫铜板:比重8.9锌板:比重7.2铅板:比重11.37计算方式:比重×厚度=每平方的重量。
炼钢部分各种计算公式汇总
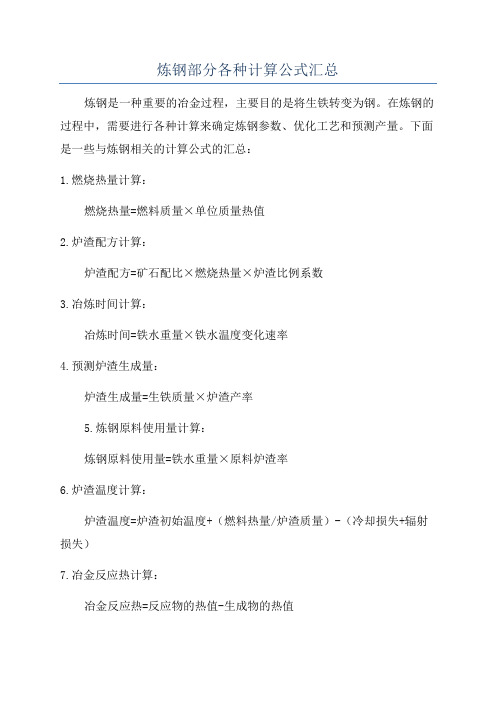
炼钢部分各种计算公式汇总炼钢是一种重要的冶金过程,主要目的是将生铁转变为钢。
在炼钢的过程中,需要进行各种计算来确定炼钢参数、优化工艺和预测产量。
下面是一些与炼钢相关的计算公式的汇总:1.燃烧热量计算:燃烧热量=燃料质量×单位质量热值2.炉渣配方计算:炉渣配方=矿石配比×燃烧热量×炉渣比例系数3.冶炼时间计算:冶炼时间=铁水重量×铁水温度变化速率4.预测炉渣生成量:炉渣生成量=生铁质量×炉渣产率5.炼钢原料使用量计算:炼钢原料使用量=铁水重量×原料炉渣率6.炉渣温度计算:炉渣温度=炉渣初始温度+(燃料热量/炉渣质量)-(冷却损失+辐射损失)7.冶金反应热计算:冶金反应热=反应物的热值-生成物的热值8.炉温控制计算:炉温控制=炉温目标值-炉温测量值9.耗氧量计算:耗氧量=氧气流量×氧浓度×燃烧公式系数10.炉渣替代率计算:炉渣替代率=炉渣替代量/炉渣生成量11.冷却水量计算:冷却水量=冷却热量/剪切热12.制氧气量计算:制氧气量=铁水含氧量×铁水重量×(氧气纯度/100)13.吹氧流量计算:吹氧流量=制氧气量/铁水供氧时间14.坩埚温度计算:坩埚温度=铁水温度+气氛温度15.炉水质量计算:炉水质量=炉水比例×矿石质量以上是一些与炼钢相关的计算公式的汇总。
当然,实际的炼钢过程非常复杂,还需要考虑其他因素如温度、压力、流量等等。
这些公式只是提供了一些基本的计算方法,实际应用中还需要根据具体情况进行适当的调整和修正。
炼钢厂铁耗计算公式
炼钢厂铁耗计算公式
国家规定的统计标准
转炉钢铁料消耗(kg/t钢)=[生铁+废钢铁量(kg)]/转炉(电炉)合格产出量(t)
其中:生铁包括冷生铁、高炉铁水、还原铁;废钢铁包括各种废钢、废铁等。
凡分别管理、按类配用下列废钢铁的,在计算废钢铁消耗指标时,可按下列统一的折合标准折合计算:
a. 轻薄料废钢,包括锈蚀的薄钢板以及相当于锈蚀薄板的其他轻薄废钢,按实物量×60%计算,其加工压块按实物量×60%计算;关于轻薄废钢,国家标准GB/T4223-1996中有明确规定;
b. 渣钢是指从炉渣中回收的带渣子的钢,按实物×70% 计算;经过砸碎加工(基本上去掉杂质)的渣钢,按实物量×90%计算;
c. 优质钢丝(即过去所称“钢丝”)、钢丝绳、普通钢钢丝(即过去所称“铁丝”)、铁屑以及钢锭扒皮车屑和机械加工的废钢屑(加工压块在内),按实物量×60%计算;
d. 坯切头切尾、汤道、中注管钢、桶底钢、冻包钢、重废钢等均按实物计算。
3.某些厂家的统计方式
国家标准规定钢铁料消耗,是入炉料计算,实际企业计算时,炼钢厂内部回收的废钢都被扣除了。
整合版 转炉炼钢 计算部分
精心整理转炉炼钢部分1.>已知转炉造渣碱度要求为3.0,铁水中含Si为1.2%,石灰有效CaO为70%,试计算吨钢石灰加入量是多少?解:石灰加入量=(2.14[%Si]/%CaO有效)×R×100=(2.14×1.2%/70)×3×1004.>已知在钢液中,元素百分含量(xi):碳0.11%,硅0.21%,锰0.42%,磷0.02%,硫0.03%,铜0.06%,其余成分不计。
各元素含1%对钢液凝固影响值(△ti)为:碳90,硅6.2,锰1.7,磷28,硫40,铜2.6;纯铁凝点为1539℃。
计算Q195的液相线温度(T液)。
解:T液=1539-∑(xi·△ti)=1539-0.11×90-0.21×6.2-0.42×1.7-0.02×28-0.03×40-0.06×2.6=1525℃答:Q195的液相线温度ΔT为1525℃5.>已知:铁水含硅0.80%,硅铁含硅74%,铁水装入量50t,要求配后铁水含硅1.2%,求硅铁配加量(kg)。
解:设:配加的硅铁为Xkg;由硅守恒得出下面方程式:50000×0.008+0.74X=(50000+X)×0.012得:X=274.73kg答:配加的硅铁两位274.73kg。
进入渣中的锰量=5.8-1.53=4.27kg渣量=4.27/3.92%=108.9kg渣量占钢水量的比例=108.9/900=12.1%答:产生的渣量为108.9kg,渣量占钢水量的比例为12.1%8.>根据锰平衡计算转炉渣量。
已知:(1)铁水36t,含锰0.20%;(2)废钢8t,含锰0.45%;(3)散状料带入锰忽略不计;(4)钢水量40t,残锰0.05%;(5)终点炉渣含锰2.20%。
解:(1)锰的带入=铁水带锰+废钢带锰=36×1000×0.20%+8×1000×0.45%=72+36=108kg(2)锰的产出=钢水带锰+炉渣锰=1538-0.45×90-0.27×6.2-0.65×1.7-0.018×28-0.02×40-0.05×2.6=1493℃答:45钢的液相线温度为1493℃。
电炉炼钢铁合金加入量计算法
电炉炼钢铁合金加入量计算法一、计算公式算法举例计算中有关问题的说明1、炉料的收得率炉料的收得率与炉料的好坏,炉料中能被氧化元素的含量以及冶炼方法等有关。
一般而言,炉料的收处率如下:氧化法为95~96%,不氧化法为96~97%,返回吹氧法为95~97%。
炉料的收处率简称收得率。
计算铁合金加入量时以炉料实重进行计算。
炉料实重=炉料重×收得率。
2、铁合金中合金元素的回收率炼钢中使用的镍、钴、铜、钼钨铁、铬铁、锰铁、钒铁、铌铁、矽铁等,作为合金化材料有冶炼操作规程规定的时期加入时,由于这些铁合金元素的回收率相当高,在计算中为了简化起见其回收率均可按100%计算。
在回收率低的元素有硼、钛、铝。
硼铁中硼的回收率一般为30~50%。
钛铁中钛的回收率一般为40~60%。
铝的回收率:当冶炼含铝量为1%左右的钢种时,铝在氧化渣扒出后加入时一般为50~60%,在还末期扒渣后加入时一般为65~80%,当冶炼含铝量较高的钢种时铝的回收率有所升高。
当冶炼含铝量高达5%左右的高铝钢时,铝的回收率可大于95%。
即使是对于硼铁、钛铁和铝,在计算时为了简便起见,同样可以把回收充的因素考虑在所控制的成分之上。
如以冶炼38CrMoAIA钢为例,铝的规格范围为0.70~1.10%,当采用扒还元渣后加入的工艺时,铝按1.20~1.30%加入,而将铝的回收率皆当作100%。
又比如冶炼高矽钢时,出钢前加入矽铁后不再分析矽的含量,这时虽将矽铁中矽的回收率当作100%,但控制成分时应将矽量偏上限控制。
铁合金中合金元素的回收率简称回收率。
收得率与回收率的意义相当,但为了使炉料与铁合金相区别故分别名为收得率与回收率。
在实际冶炼中控制钢的化学成分时,对于冶炼含铬、含锰而对炭量有规格要求的钢种时,为了便于炭量的调整,在加入铬铁锰铁进行合金化时,不宜一下就把铬、锰加到要求达到的成分,而应稍低于要求达到的成分,以便在补加铬铁、锰铁时,可使用高炭铬铁、高炭锰铁来补足不足的炭量。
高炉炼铁技术主要工艺参数计算公式
高炉炼铁技术主要工艺参数计算公式一、常用计算公式1.工艺计算(1)风口标准风速:式中v 标--风口标准风速,m/s ;Q ――风量,m 3/min ; F ――风口送风总面积,m 2。
(2)风口实际风速:式中 v 实--风口实际风速,m/s ;v 标--风口标准风速,m/s ;T --风温,℃; p --鼓风压力,MPa 。
(3)鼓风动能:式中 E --鼓风动能,J/s ;60⨯=F Q v 标)20273()1013.0(1013.0)273(+⨯+⨯+⨯=p T v v 标实20223)()273(1412.0p p T F Q n E ++⨯⨯⨯=Q --风量,m 3/min ;n --风口数目,个;F --风口总截面积,m 3; T --热风温度,℃;P --热风压力,Pa ;P 0--标准大气压,等于101325Pa 。
(4)富氧率:1)氧气兑入口在冷风管道孔板前面,即富氧量流经流量孔板,考虑鼓风湿度时富氧率公式为:不考虑鼓风湿度时富氧率公式为:2)氧气兑入口在冷风管道孔板后面,即富氧量未流经流量孔板,考虑鼓风湿度时富氧率公式为:不考虑鼓风湿度时富氧率公式为:()()%10021.029.021.0⨯⎥⎦⎤⎢⎣⎡-++⨯-=风氧氧风Q b Q f Q Q B ()%10021.0⨯-=风氧Q Q b B ()%10021.029.021.0⨯⎥⎥⎦⎤⎢⎢⎣⎡-+++⨯=氧风氧风Q Q b Q f Q B ()%10021.0⨯+⨯-=氧风氧Q Q Q b B式中 B --富氧率,%;Q 风--风量(冷风流量孔板显示值),m 3/min ;Q 氧--富氧量,m 3/min ;0.21--鼓风中含氧率;b --氧气中含氧率,%; f --鼓风湿度,%。
(5)冶炼周期: 式中t --冶炼周期,h ;V ′--由料线到风口中心线的容积,m 3; n --每天料批数,批;V --每批料体积,m 3/批;c --炉料在高炉内压缩率,一般为12~15%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
炼钢部分各种计算公式汇总1、转炉装入量装入量=钢坯(锭)单重×钢坯(锭)支数+浇注必要损失钢水收得率(%)-合金用量×合金收得率(%)2、氧气流量Q=V tQ-氧气流量(标态),m 3min 或 m3hV-1炉钢的氧气耗量(标态),m 3; t-1炉钢吹炼时间,min 或h 3、供氧强度 I=Q TI-供氧强度(标态),m3t ·min ;Q-氧气流量(标态),m3min;T-出钢量,t注:氧气理论计算值仅为总耗氧量的75%~85%。
氧枪音速计算α=(κgRT)1/2m/sα—当地条件下的音速,m/s ;κ—气体的热容比,对于空气和氧气,κ=1.4;g —重力加速度,9.81m/s 2;R —气体常数,26.49m/κ。
马赫数计算 M=ν/αM —马赫数;ν—气体流速,m/s ;α—音速,m/s 。
冲击深度计算h 冲=K P 00.5·d 00.6ρ金0.4(1+H 枪/d c ·B)h 冲—冲击深度,m ;P 0—氧气的滞止压力(绝对),㎏/㎝2;d 0—喷管出口直径,m ;H 枪—枪位,m ;ρ金—金属的密度,㎏/m 3;d c —候口直径,m ;B —常数,对低粘度液体取作40;K —考虑到转炉实际吹炼特点的系数,等于40。
在淹没吹炼的情况下,H=0,冲击深度达到最大值,即 h max =P 00.5·d 00.6ρ金0.4有效冲击面积计算 R=2.41×104(h νmax)2R —有效冲击半径,m ;νmax —液面氧射流中心流速,m/s ;νmax =ν出d 出H ·P 00.404ν出—氧射流在出口处的流速,m/s 。
金属-氧接触面积计算在淹没吹炼时,射流中的金属液滴重是氧气重量的3倍,吹入1m3氧气的液滴总表面积(金属-氧气的接触面积): S Σ=3G 金r 平均·ρ金G 金—1标米3氧气中的金属液滴重量=3×1.43㎏;r 平均—液滴的平均半径,m ;ρ金—金属液的密度,7×103㎏/m 3。
金属-熔渣接触面积计算 S 渣=3V 渣r 渣V 渣—乳化渣的总体积,m 3;r 渣—渣滴半径,m 。
氧气高度计算 H=bPD eH —氧枪喷头端面距熔池液面的高度,㎜;b —系数,随喷孔数而变化,四孔喷头b=45~60;P —供氧压力,MPa ;D e —喷头出口直径,㎜。
4、石灰的加入量(㎏/t ) 当铁水P <0.30%时,石灰加入量(㎏/t )= 2.14[Si]×R ×1000ω(CaO,石灰)-R ×ω(SiO2,石灰)每千克矿石补加石灰量(㎏)= R ×ω(SiO2,矿)ω(CaO,石灰)-R ×ω(SiO2,石灰)当铁水P >0.30%时,石灰加入量(㎏)=(2.14[Si]+2.29[P])×R ×1000ω(CaO,石灰)-R ×ω(SiO2,石灰)石灰加入量(㎏/t )=(2.14[Si]+η×2.29[P])×R ×1000ω(CaO,石灰)-R ×ω(SiO2,石灰)η-脱磷率,单渣法取90%,双渣法为90%~95%; 石灰加入量(㎏/t )= 2.2([%Si]+[%P])ω(CaO,有效)-R ×ω(SiO2,石灰)×R ×1000当生成3CaO ·P 2O 5时,石灰加入量(㎏)= ωCaO -1.18 ω P2O5ω(CaO,石灰)-R ×ω(SiO2,石灰)当生成4CaO ·P 2O 5时,石灰加入量(㎏)=ωCaOωSiO +0.634ωP2O54CaO ·P 2O 5和3CaO ·P 2O 5在炼钢高温下都是稳定的化合物,生产时放出大量的热,3CaO ·P 2O 5比4CaO ·P 2O 5生成时放出的热量多。
只有当渣中P 2O 5的质量分数ω(P2O5)>3%时才有可能形成3CaO ·P 2O 5。
实际生产中P 2O 5的质量分数一般不会超过1%。
吨钢石灰的加入量(㎏)=2.14(ω[Si],铁水×铁水量+ ω[Si],废钢×废钢量+ ω[Si],生铁块×生铁块量)×R ×1000(ω(CaO,石灰)-R ×ω(SiO2,石灰)铁水带渣带入的SiO 2应考虑铁水渣中CaO 相当的SiO 2量ω(SiO2有效,铁水渣)= ω(SiO2,铁水渣)-ωCaOR则辅原料及铁水带渣所需石灰用量(㎏) =R ×(ωSiO2,矿×矿石量+ ωSiO2,萤石×萤石量+ ωSiO2有效,铁水渣×铁水带渣量)ω(CaO,石灰)-R ×ω(SiO2,石灰)5、渣量计算渣量可以用元素平衡法计算。
Mn 和P 两元素,从渣料和炉衬中的来源很少,其数量可以忽略不计。
因而可以用Mn 或P 的平衡来计算渣量。
用Mn 平衡计算渣量 设渣量为X,终渣中氧化锰的含量已知为A%;,则渣中锰含量= A%×5555+16=B%;锰来源量=铁水带锰量+废钢带锰量=铁水装入量×铁水中锰含量%+废钢装入量×废钢中锰含量% 锰支出量=钢水带锰量+炉渣带锰量=出钢钢水量×终点残锰量%+炉渣渣量×炉渣中锰含量% 根据质量守恒定律,锰来源量=锰支出量铁水装入量×铁水中锰含量%+废钢装入量×废钢中锰含量%=出钢钢水量×终点残锰量%+炉渣渣量×炉渣中锰含量% 用P 平衡计算渣量 设渣量为Y终渣中氧化锰的含量已知为A%;,则渣中锰含量= A%×6262+80=B%;P 来源量=铁水带P 量+废钢带P 量=铁水装入量×铁水中P 含量%+废钢装入量×废钢中P 含量% P 支出量=钢水带P 量+炉渣带P 量=出钢钢水量×终点钢水中P 量%+炉渣渣量×炉渣中P 含量% 根据质量守恒定律,P 来源量=P 支出量铁水装入量×铁水中P 含量%+废钢装入量×废钢中P 含量%=出钢钢水量×终点钢水中P 量%+炉渣渣量×炉渣中P 含量% 6、白云石加入量计算 白云石加入量石灰带入的MgO 的量=石灰加入量×石灰中MgO 含量%=A (㎏)1t 装入量炉衬熔损带出的MgO 的量=1000×熔损的含量%×炉衬中MgO 的含量%=B (㎏) 1t 装入量终渣MgO 的量=1000×渣量占金属装入量的量%×终渣成分中MgO 含量%=C (㎏) 白云石的加入量=(终渣要求MgO 的量C-石灰带入的MgO 的量A-炉衬熔损带出的MgO 的量B )/白云石中MgO 的含量% =D (㎏) 白云石需补加石灰用量补加石灰量=R ×ωSiO2×白云石加入量Dω(CaO,石灰)-R ×ω(SiO2,石灰)= F (㎏)白云石相当的石灰量白云石相当的石灰量=白云石的加入量D ×白云石中MgO 的含量%ω(CaO,石灰)-R ×ω(SiO2,石灰)=E (㎏)∴石灰的加入总量=石灰加入量-补加石灰量-白云石相当的石灰量=G (㎏) 1炉钢渣量总量简单计算炉渣总量/炉=石灰加入量+白云石×(1-白云石中烧碱含量%)+矿石加入量×(1-矿石中全铁含量%)+装入量×入炉金属料硅含量%×1000×60÷28入炉金属料硅含量=装入量×铁水所占比例×铁水硅含量%+装入量×生铁块所占比例×生铁块硅含量%+装入量×废钢所占比例×废钢硅含量%炼钢温度下分配系数常以渣中氧化物含量和元素的比值表示 L M =ω(M)ω[M] =αω(M x O y )ω[M]根据脱磷效果确定硅、渣量计算转炉炼钢脱磷能力较强,去磷量可达90%以上,在FeO%=14%时,脱磷指数为L p =(P)[P]炉渣碱度下脱磷指数L p =(P)[P]的最大值实际脱磷指数只能达到最大值的50%~80%之间。
ω渣=([P]铁水-[P]钢水)×1000/[P]钢水L 实 ω渣= ([P]铁水-[P]钢水)×1000[P]钢水L 实=AL 实=0.436L p +0.3717以100㎏炉料为例,磷的平衡关系为: 炉料中磷量=钢中磷量+渣中磷量 100ω[P]%料=Q 钢ω[P]%料+Q 渣ω(P )%∵ω(P )%=0.437ω(P 2O 5)%,ω(P 2O 5)%=L p ω[P]% 100ω[P]%料=Q 钢ω[P]%料+0.437Q 渣L p ω[P]% ω[P]%= 100ω[P]%料/ (Q 钢+0.437Q 渣L p ) ω[P]%料—炉料中磷的质量百分数; Q 钢—钢水重量,㎏; Q 渣—炉渣重量,㎏。
炼钢铁水的最佳硅质量分数渣量既要保证脱磷效果,又要考虑成本。
炼钢碱度一般取3.5,炉渣中CaO 和SiO 2占总渣量的50%~60%左右。
假定CaO+ SiO 2为渣量的55%,渣中CaO 含量为B%,渣中SiO 2含量为C%则石灰的加入量(㎏/t )=渣量×渣中CaO 含量%/石灰有效氧化钙 =A ×B%ω(CaO,石灰)-R ×ω(SiO2,石灰)铁水硅含量计算渣中SiO 2的量(㎏/t )=渣量×渣中SiO 2含量%=A ×C%=D ㎏每吨铁水的Si 含量 ω(Si)=渣中SiO 2的量/1000×28/60×100%=E% =渣中SiO 2的量×28×100%60×1000=D ×28×100%1000×60∴铁水中的ω(Si)与ω(P) 的关系为:Si%=(P%铁水-P%出钢)×1000×100%×渣中SiO 2含量%×28×100%)/(L 实×P%出钢×60×1000) Si%=(P%铁水-P%出钢)×1000×100%×渣中SiO 2含量%×28×100%L 实×P%出钢×60×1000L 实=0.436L p +0.3717 还原性脱磷方案:硅钙合金脱磷,要求用一定压力的氩气作为载流气体,将Ca —Si 合金粉喷入钢液之中;电石脱磷,要求钢液温度为1575~1680℃、钢中碳的活度在0.02~0.30之间,脱磷率ηp 可达50%以上;CaC 2—CaF 2合成渣脱磷,钢水温度在1575~1680℃,CaC 2—CaF 2渣系中CaF 2的配比控制在10%~25%为好。