8-8A 焊接操作工技能评定记录 (焊工)REV1
焊工实操评分表(修改)

电焊工操作技能考核评分记录表

超差不得分
焊后角角变形误差≤3°
5
超差不得分
4
焊接质量
强度拉伸试验
30
断裂在母材、塑性断裂及大于母材倍得满分
5
其他
安全文明生产
5
设备、工具复位,试件摆放整齐、场地清理干净,有一处不符合要求扣1分
合计
100
否定项:1、焊缝表面存在裂纹、未熔合缺陷;2、焊接操作时任意更改试件焊接位置;3、焊缝原始表面破坏;
2.未焊透深度超标不得分
背面凹坑深度≤25%δ且≤1mm
4
1.背面凹坑深度≤25%δ,且≤1mm时背面凹坑长度每5mm扣1分,扣满4分为止
2.背面凹坑深度>1mm时不得分
1.双面焊缝余高0~3mm
2.焊缝宽度比坡口每侧增宽~
3.焊缝宽度误差≤3mm
10
每种尺寸超差一处扣2分,扣满10分为止
错边≤10%δ
.序号
考核内容
测评要点
配分
评分标准
检测结果
扣备齐全,参数设置、设备调试正确并符合要求
5
工具及劳保着装不符合要求,参数设置及工具每缺一项或不符合标准一项扣1分
2
焊接操作
试件固定的空间位置符合要求
10
试件固定的空间位置超出规定范围不得分
3
焊缝外观
两面焊缝表面不允许有焊瘤、气孔、烧穿等缺陷
10
有任何一项缺陷不得分
焊缝咬边深度≤,两侧咬边总长度不超过焊缝有效长度的15%
8
1.咬边深度≤
⑴累计长度每5mm扣1分
⑵累计长度超过焊缝有效长度的15%不得分
2.咬边深度>不得分
未焊透深度≤15%δ且≤
总长度不超过焊缝有效长度的10%氩弧焊打底的试件不允许未焊透
操作技能考核评分记录表

摆放不整齐。
扣2分
扣5分
扣3分
扣完为止
5
考试用时
考试用时超时
一
超时在总分中扣除:
每超过时间允许差5min
(不足5min按5min计算)
超过额定时间15min.
扣总分1分
本题0分
合计
100
否定项:
若考生出现下列情况,则该题成绩记为0分:
1、凡焊缝未焊接成型或不是原始状态,焊缝表面及根部有加工、补焊、修磨等现象或试件做舞弊标记;
6、错边量>10%δ(0.2mm);
7、咬边深度≤0.5mm,累计长度每5mm扣1分。咬边深度>0.5mm,累计长度超过焊缝有效长度的10%(26mm)。
扣4分
扣4分
扣4分
扣4分
扣4分
扣4分
扣8分
扣完为止
3
焊缝外
观质量
(反面)
表面成形
1、焊缝余高
2、焊缝余高差
3、咬边
4、焊瘤
5、未焊透
6、背面凹坑
40
2014年福州市职工(焊接)竞赛
操作技能考核评分记录表
试件编号:姓名:准考证号:单位:
试题:CO2气体保护半自动焊Q235钢板I形坡口对接平焊单面焊双面成型
序号Βιβλιοθήκη 考核内容考核要点配分
评分标准
扣分
得分
1
焊前准备
1、工件清理(焊接前后)
2、焊接参数调整
3、定位焊
10
1、工件清理不干净
2、焊接参数调整不正确
3、定位焊不正确
扣3分
扣3分
扣4分
扣完为止
2
焊缝外
观质量
(正面)
焊接操作工 技能评定
焊接操作工技能评定焊接操作工是一项需要高度技术和经验的职业。
他们负责将金属部件通过加热和冷却的方式连接在一起,以便形成一个坚固的结构。
这种技能评定旨在评估焊接操作工的能力和技术水平。
以下是对焊接操作工技能评定的详细介绍。
一、焊接技术焊接技术是焊接操作工最基本的技能之一。
他们需要熟悉常见的焊接方法,如手工电弧焊、气体保护焊和等离子弧焊。
他们需要了解不同焊接方法的特点和适用范围,并能够根据具体情况选择合适的焊接方法。
二、焊接材料焊接操作工需要对不同材料的焊接性能有深入的了解。
他们需要熟悉常见的焊接材料,如碳钢、不锈钢和铝合金等。
他们需要了解不同材料的熔点、热传导性和热膨胀系数等特性,并能够根据材料的特点选择合适的焊接参数和焊接材料。
三、焊接设备焊接操作工需要熟悉各种焊接设备的使用和维护。
他们需要了解焊接设备的工作原理和操作方法,并能够熟练操作焊接设备。
他们还需要定期检查和维护焊接设备,以确保其正常运行。
四、焊接质量控制焊接操作工需要具备良好的质量控制意识。
他们需要能够根据焊接工艺规范进行焊接操作,并能够检查焊缝的质量。
他们需要了解常见的焊接缺陷,如气孔、裂纹和夹渣等,并能够采取相应的措施进行修复或重新焊接。
五、焊接安全焊接操作工需要遵守焊接安全规范,保证自身和他人的安全。
他们需要佩戴适当的个人防护装备,如焊接面罩、防护手套和防护服等。
他们还需要保持焊接区域的通风良好,以防止有害气体的积聚。
六、工作协调能力焊接操作工通常需要与其他工人进行协调工作。
他们需要与设计师、工程师和其他施工人员密切合作,确保焊接工作能够按时完成,并满足设计要求和质量标准。
焊接操作工的技能评定涵盖了焊接技术、焊接材料、焊接设备、焊接质量控制、焊接安全以及工作协调能力等方面。
只有具备这些技能和知识,焊接操作工才能胜任他们的工作,并保证焊接工作的质量和安全。
通过这种技能评定,能够为焊接操作工提供一个衡量自身技术水平的标准,并为进一步提升自身的焊接技能提供指导。
焊工评分标准
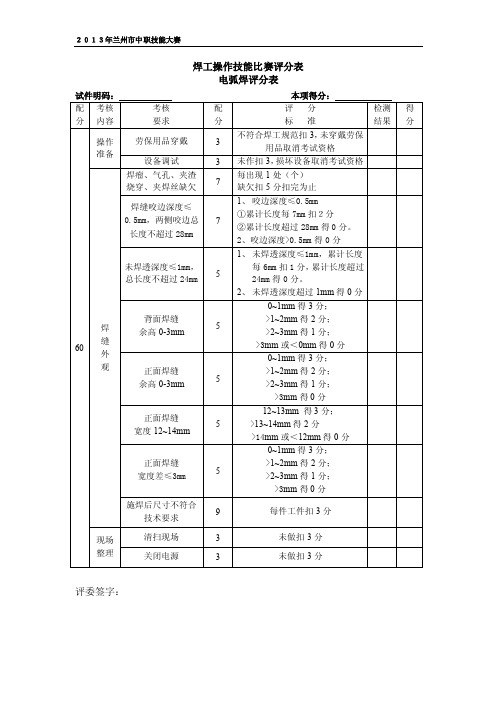
焊缝咬边深度≤
1、 咬边深度≤0.5mm
0.5mm,两侧咬边总
7
①累计长度每 7mm 扣2分 ②累计长度超过 28mm 得 0 分。
长度不超过 28mm
2、咬边深度>0.5mm 得 0 分
1、 未焊透深度≤1mm,累计长度
未焊透深度≤1mm, 总长度不超过 24mm 5
每 6mm 扣 1 分,累计长度超过 24mm 得 0 分。
现场
清扫现场
3
整理
关闭电源
3
未做扣 3 分 未做扣 3 分
评委签字:
2013年兰州市中 职技能大赛
焊工操作技能比赛评分表 CO2气体保护焊评分表
试件明码:
配 考核
考核
配
分 内容
要求
分
本项得分: 评分 标准
检测 得 结果 分
操作 准备
设备调试
3 未作扣 3,损欠
评委签字:
>3mm 得 0 分
正面焊缝
宽度 12~14mm
5
12~13mm 得 3 分; >13~14mm 得 2 分 >14mm 或<12mm 得 0 分
0~1mm 得 3 分;
正面焊缝
宽度差≤3mm
5
>1~2mm 得 2 分; >2~3mm 得 1 分;
>3mm 得 0 分
施焊后尺寸不符合
技术要求
9
每件工件扣 3 分
5
每出现 1 处(个) 缺欠扣 5 分扣完为止
焊缝咬边深度≤0.
咬边深度≤0.3mm
3mm,两侧咬边总长 5 ①累计长度每 7mm 扣2分
度不超过 28mm
②累计长度超过 28mm 得 0 分。
焊接操作人员焊绩记录表
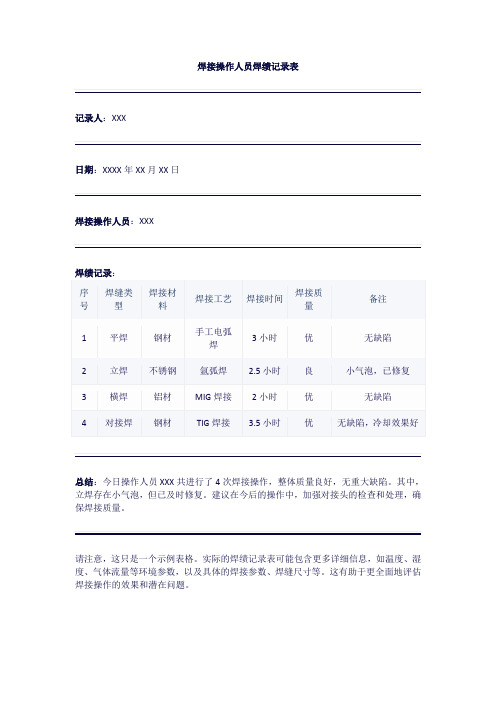
记录人:XXX
日期:XXXX 年 XX 月 XX 日
焊接操作人员:XXX
焊绩记录:
序 焊缝类
号
型
焊接材 料
焊接工艺 焊接时间 焊接质 量
备注
1 平焊
钢材Βιβλιοθήκη 手工电弧 焊3 小时
优
无缺陷
2
立焊 不锈钢
氩弧焊 2.5 小时
良
小气泡,已修复
3 横焊
铝材
MIG 焊接 2 小时
优
无缺陷
4 对接焊 钢材
TIG 焊接 3.5 小时
优
无缺陷,冷却效果好
总结:今日操作人员 XXX 共进行了 4 次焊接操作,整体质量良好,无重大缺陷。其中, 立焊存在小气泡,但已及时修复。建议在今后的操作中,加强对接头的检查和处理,确 保焊接质量。
请注意,这只是一个示例表格。实际的焊绩记录表可能包含更多详细信息,如温度、湿 度、气体流量等环境参数,以及具体的焊接参数、焊缝尺寸等。这有助于更全面地评估 焊接操作的效果和潜在问题。
民用核安全设备焊工焊接操作工操作技能考试检验记录

考核中心主任年月日
民用核安全设备焊工焊接操作工操作技能考试检验记录
焊工、焊接操作工姓名:试件编号:
焊接方法
焊接位置
焊接工艺规程编号
焊条牌号、直径
母材钢号
焊丝(带)牌号、规格
试件板材厚度
焊剂牌号
试件管材外径和壁厚
钨极牌号、直径
试件形式
保护气体和流量
考试项目代号
试件外观检验
原始状态
焊缝余高
裂纹
咬边
焊缝余高差
未熔合
背面凹坑
弯曲试验
面弯
背弯
侧弯
弯曲试验果
试验报告编号
试验日期
断口检验结果
检验报告编号
检验日期
金相检验结果
检验报告编号
检验日期
化学成分检验结果
检验报告编号
检验日期
硬度检验结果
检验报告编号
检验日期
本民用核安全设备焊工、焊接操作工考核中心确认该焊工(焊接操作工)依据《民用核安全设备焊工焊接操作工资格管理规定》进行焊接操作技能考试,检验数据正确,记录无误。
比坡口每侧增宽
夹渣
变形角度
宽度差
气孔
错边量
焊缝边缘直线度
焊瘤
角焊缝凹凸度
背面焊缝余高
未焊透
焊脚尺寸
堆焊焊道高度差
堆焊凹下量
通球检验
堆焊焊道平面度
外观检验结果(合格、不合格)
检验人员
检验人员证书号
检验日期
无损检验
检验人员
检验人员证书号
射线检验结果
射线检验
报告编号
检验日期
其他检验结果
检验报告编号
检验日期
建筑焊工安全操作技能考核评分(评定)记录

20
空作业的注意事项,回答错误每处扣2分
2
焊接接头质 应能正确回答如何判别焊接接头的力学性能,回答错误扣3分;应能 量判别 正确回答焊接接头的外观质量缺欠,回答错误每处扣2分;
10
3
工作环境以 及安全防护
正确穿戴防护用品,每错误一处扣1分;应正确识别接线,包括焊接 部件连接以及焊机外壳接地,每错误一处扣3分;应能正确识别不得 进行焊接操作的电源电压降值,不能识别的扣3分
10
4
ቤተ መጻሕፍቲ ባይዱ
焊接准备
应能正确选择焊接工艺,不能正确选择的扣5分;应能正确判别焊接 钢筋的外观要求,不能正确判别的扣5分
10
5
焊接过程及 成品要求
操作不熟练,扣10分;未完全焊合的,扣15分;对焊接头弯折大于4 °扣5分;接头处无适当镦粗扣3分;钢筋横向有裂缝扣5分;钢筋接 头处有烧伤扣3分;接头出轴线位移大于0.1d,或大于2mm扣3分
建筑焊工安全操作技能考核评分(评定)记录
考生姓名:
.
身份证号:
准考证号:
.
粘贴近期免冠一寸 照片1张,并加盖县
市建管局钢印
.
总得分:
折算100分制后得分:
.
记录(1)
钢筋闪光对焊技能考核评分记录
序号 项目
扣分标准
分值 扣分 实得分
应能正确回答进入施工现场的安全注意事项,回答错误每处扣2分;
1
焊工安全知 应能正确回答如何防止火灾爆炸事故,回答错误每处扣2分;应能正 识 确回答触电事故的主要原因,回答错误每处扣2分;应能正确回答高
10
3
氧气表 直流修复
氧气表直流修复操作错误,每处错误扣2分
10
4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Inert gas backing (GTAW,PAW,GMAW)背面保护气:
Transfer mode (spray/globular or pulse to short circuit-GMAW)过渡类型:
W current type/polarity (AC,DCEP,DCEN)电流类型:
Filler metal or electrode classification(s) (info.only)填充金属类型:
Filler metal F-Number(s)填充金属F-No号:
Consumable insert (GTAW or PAW)可熔化嵌条:
Filler type (solid/metal or flux cored/powder)(GTAW or PAW)制品形式:
Welding Variables (QW-350)焊接参数Actual values实际参数Range Qualified评定范围
Welding process(es)焊接方法:
Type (ie;,manual, semi-automatic) used焊接类型:
Backing (metal, weld metal, double-welded etc.)垫板(金属,焊缝金属):
Identification of WPS followed遵循的WPS编号:□Test coupon试件□Production weld产品试样
Specification of base metal(s)母材标准号:Thickness厚度:
Testing Condition and Qualification Limits/试验的条件和评定范围
Welding supervised by焊接监督人:
We certify that the statements in this record are correct and that the test coupons were prepared,welded,and tested in accordance with the requirements ofSection IX Of the ASMECode.兹证明此报告均属正确,试板是根据ASME规范第IX卷制备、焊接和试验的。
□Macro test for fusion用于熔合的宏观试验[QW-462.5(b)。□Macro test for fusion用于熔合的宏观试验[QW-462.5(e)]
Type类型
Result结果
Type类型
Result结果
Type类型
Result结果
Alternative radiographic test results(QW-191)改为射线探伤结果:□Fillet weld-fracture test (QW-180)角焊缝断口试验:;Length and percent of defects缺陷长和百分比:;Macro examination (QW-184)宏观金相试验:;
RESULTS结果
Visualexamination of completed weld焊缝外观检验[QW-302.4]:□Bend test弯曲试验;□Transverse root and face横向背弯和面弯[QW-462.3(a)];□Longitudinal root and face纵向背弯和面弯[QW-462.3(b)];□Side(QW-462.2)侧弯□Pipe bend specimen,corrosion-resistant overlay管子弯曲试验,耐蚀堆焊层{QW-462.5(c)};□Plate bend specimen ,corrosion-resistant overlay板材弯曲试验,耐蚀堆焊层[QW-462.5(d)]
□Plate板□Pipe管(enter diameter if pipe or tube )如是管应注名直径:
Base metalP-orS-Numberto P-or S-Number材料类型:
Filler metal or electrode specification(s) (SFA)(info.only)填充金属技术条件:
焊接操作工技能评定记录
WELDERPERFORMANCE QUALIFICATIONSRECORD(WPQ)
QC MANUAL FORM NO.8-8AREV.0Doc. No.文件号
Welder’s name焊工姓名:Clock No.工号:Stamp No.钢印号:
Test Description试验说明
Organization机构Date日期By签字人
Prepared by编制:Date日期Accepted by认可Date日期
Deposit thickness for each process熔敷金属厚度:
Process 1:3 layers minimum□Yes□No:
Process2:3 layers minimum□Yes□No:
Position qualified (2G,6G,3F,etc.)焊接位置:
Vertical progression (uphill or downhill)焊接方向:
Fillet size (in.)焊角尺寸:;Concavity/convexity(in.)凹度/凸度:;Other tests其他试验:;
Film or specimens evaluated by底片或试样评估人:
Mechanical test conducted by机械性能试验执行人:;Laboratory test No试验报告编号