控制系统综合课程设计 啤酒灌装 传感器
啤酒清洗灌装控制系统设计

啤酒清洗灌装控制系统设计啤酒是一种非常受欢迎的饮料,它被广泛消费于全球各地。
随着啤酒消费量的增加,啤酒清洗灌装控制系统的设计变得越来越重要。
为了确保啤酒质量和生产效率,这个系统需要满足一系列要求。
在本文中,我们将讨论啤酒清洗灌装控制系统设计的各个方面,从控制系统的需求,到系统组成和操作,详细说明如何设计一个高效和可靠的啤酒清洗灌装控制系统。
需求分析啤酒清洗灌装控制系统需要满足一系列的需求。
首先,它需要具备高效率,即能够快速地完成清洗和灌装工作,以确保生产效率和产品质量。
其次,这个系统必须保证产品的卫生和安全,这对于防止外来污染尤为重要。
此外,为了保护环境和延长机器寿命,该系统必须有效地利用资源,并实现自动化控制和监控。
最后,这个系统必须满足质量标准,以确保所生产的啤酒的品质。
系统组成啤酒清洗灌装控制系统应该由一系列组件组成,这些组件应该能够配合工作,以达到最佳效果。
这些组件包括:1. 清洗机器:这个部分负责完成啤酒瓶和罐的清洗工作。
通常使用的是高温高压的水,或者是酸性清洁剂,以去除残留的啤酒和其他物质。
2. 灌装机器:这个部分负责将清洗好的啤酒瓶或罐装满啤酒。
通常使用的是高速灌装机器,以提高生产效率。
3. 控制系统:控制系统是这个系统的核心组成部分,负责监控和调节清洗和灌装的过程。
这个部分需要实现自动化控制,并能够根据不同的产品要求进行调整和优化。
4. 类型控制:此外,这个系统还需要一个使用类型控制的机器,以确保清洗和灌装的正确性。
这个部分需要能够快速地区分啤酒瓶和罐,并进行相应的处理。
5. 气体控制:最后,系统需要一个气体控制系统,以确保啤酒瓶和罐里的二氧化碳含量达到规定要求。
操作这个系统的操作应该简单方便,并且需要实现监控和反馈机制,以便及时发现问题并加以调整。
操作人员应该接受足够的培训,掌握相关技能,以确保系统的正常运行和维护。
结论啤酒清洗灌装控制系统是确保啤酒质量和生产效率的关键组成部分。
啤酒灌装生产线PLC控制设计

摘 要: 文章 在现 有 的啤 酒 灌装 生 产线控 制 系统 的 基础 上 , 通 过研 究 设计 出一套 基 于 P L C控制 的 啤 酒灌 装生 产 线控 制 系 统 。介 绍 了啤 酒 灌装 生产 线 的控 制要 求 , 以及 P L C控 制 系统硬 件 结构 及 设计 、 工作 原理 以及 设 计 P L C控 制 系统 的基 本原
Ab s t r a c t : Ba s e d o n t h e c o n t r o l s y s t e m o f b e e r i f l l i n g p r o d u c t i o n l i n e i n e x i s t e n c e , t h i s p a p e r s t u d i e s a s e t o f P L C c o n t r o l s y s t e m f o r b e e r il f l i n g p r o d u c t i o n l i n e . F i r s t , i t i n t r o d u c e s t h e c o n t r o l r e q u i r e me n t o f b e e r i f l l i n g p r o d u c t i o n l i n e , t h e b a s i c p r i n c i p l e s a n d s t e p s o f s t r u c — t u r e , wo r k i n g p r i n c i p l e a n d t h e i r d e s i g n o f P L C c o n t r o l s y s t e m h a r d wa r e . Th e n, a c c o r d i n g t o t h e mo n i t o i r n g r e q u i r e me n t s , i t a l s o d e s i ns g t h e e l e c t ic r a l a n d a u t o ma t i c c o n t r o l c i r c u i t o f e x t e r n a l e q u i p me n t , i n c l u d i n g s t a r t a n d s t o p, o p e r a t i o n s i na g l , f a u l t s i na g l , a n d s i na g l
啤酒灌装瓶内气压控制系统设计
内蒙古科技大学过程控制课程设计说明书题目:啤酒灌装瓶内气压控制系统设计学生姓名:学号:专业:班级:指导教师:2014年月日目录摘要 (1)第一章啤酒灌装工艺简介 (2)1.1啤酒灌装基本原则及要求 (2)1.3灌装系统的工艺要求及注意事项 (3)第二章啤酒瓶内气压自动控制设计 (8)2.1灌装机的结构与组成 (8)2.2灌装流程简介 (9)2.3啤酒瓶内气压自动控制系统 (9)2.4 阀门开闭形式、控制器正反作用及调节规律 (10)2.5控制系统克服干扰的功能分析 (11)设计体会与心得 (13)参考文献 (14)摘要啤酒灌装是整个啤酒生产流程中最重要的环节之一,啤酒灌装是指将发酵完的啤酒,用专用的设备装进合适的包装容器中,以适合市场出售、方便消费者饮用的一种包装方法。
啤酒灌装要尽可能保持啤酒原有的风味,并使其具有一定的保质期。
由于CO2是保证啤酒独特口味和泡沫性能的关键,并且啤酒与空气和阳光接触容易发生氧化,从而影响啤酒的风味稳定和保质期。
而在灌装过程中,啤酒瓶内的压力控制显得尤为重要,压力控制得当可以保证啤酒的口感,同时可以防止二次污染。
关键词:啤酒灌装;单回路控制系统;压力传感器;PID调节第一章啤酒灌装工艺简介1.1啤酒灌装基本原则及要求啤酒包装时啤酒生产过程中比较繁琐的过程,是啤酒生产最后一个环节,包装质量的好坏对成品啤酒的质量和产品销售有较大影响。
过滤好的啤酒从清酒罐分别装入瓶、罐或桶中,经过压盖、生物稳定处理、贴标、装箱成为成品啤酒或直接作为成品啤酒出售。
一般把经过巴氏灭菌处理的啤酒称为熟啤酒,把未经巴氏灭菌的啤酒称为鲜啤酒。
若不经过巴氏灭菌,但经过无菌过滤、无菌灌装等处理的啤酒则称为纯生啤酒(或生啤酒)。
1.啤酒包装过程中必须遵守以下基本原则:(1)包装过程中必须尽可能减少接触氧,啤酒吸入极少量的氧也会对啤酒质量带来很大影响,包装过程中吸氧量不要超过0.02~0.04mg/L。
(2)尽量减少酒中二氧化碳的损失,以保证啤酒较好的杀口力和泡沫性能。
啤酒清洗灌装控制系统设计
啤酒清洗灌装控制系统设计摘要备压本设备是专为啤酒桶的清洗、消毒设计的。
该设备可以自动完成清洗消毒及CO2等全部工序。
本设备适用桶的尺寸为高度H360—H560,直径Φ250—Φ500。
本机主要由机架、电气控制箱、电磁阀、气动元件、气冲系统和水路系统组成。
本机控制单元采用以三菱公司的可编程控制器为核心对机器进行全过程控制。
由于可编程控制器在工业控制方面的应用意义日趋明显,已在机械制造、发电、化工、电子等行业工艺设备的电气控制方面得到了广泛的应用。
它具有功能强大、使用可靠、维修简单等许多优点,并且在很多地方已逐步取代了继电器电路的逻辑控制。
本文讨论的是PLC在实际工业控制系统的应用。
关键词:PLC;管路系统;清洗机Beer Cleaning Filling Control System DesignAbstractThis equipment designed for cleaning and sterilizing casks. The equipment is automatic. The key processes contain discharging remnants, swilling with water, swilling with disinfectant, swilling with aseptic water and inflating with CO2. The height of cask is 360—560.The diameter is 250—500. The equipment is made of chassis, control unit, electromagnetic valve and piping. The center of manipulative unit is the MITSUBISHI PLC. PLC controls all of the running processes. Applied meaning that programmable logic controller have in its control the aspect in the industry gradually obvious, bine at manufacture,generate electricity, chemical engineering, electronics etc profession craft the equipment's electricity control the aspect got the extensive application. It have the function strong and big, the usage is dependable, maintain the many advantage of simple etc., and already and gradually replaced after the logic control of the electric appliances electric circuit in a lot of places. But what the text discussion is a PLC in the actual industry to control the system's application.Key Words:PLC Piping Cleaning Machine目录I / 39摘要IAbstract I目录I插图清单III表格清单III引言1第1章绪论11.1本课题设计的背景11.2 本课题设计的内容21.3本课题设计的目的和意义2第2章系统总体设计方案22.1 清洗机22.2 清洗机的用途特点22.2.1清洗机用途及使用X围32.2.2清洗特点32.3总体要求3第3章PLC控制系统方案设计4 3.1 PLC控制系统设计的基本原则4 3.2 PLC的选型43.2.1 控制功能43.2.2 I/O模块及点数53.2.3 PLC输出类型选择53.3水位控制器63.4电磁阀63.5 接触器73.6 指示灯选择73.7空气开关73.8 保护措施/继电器73.9 线圈保护装置8第4章系统设计84.1 PLC控制电路设计84.1.1 I/O口分配表84.1.2 电气原理图104.2控制系统程序设计调试114.2.1 编程软件114.2.2 主程序11结论和展望23致谢25参考文献25附录A:外文文献及译文26附录B:主要文献摘要33插图清单图2- 1清洗机2-64MR0016图3- 1三菱FX2N图3- 2水位控制器6图3- 3电磁阀6图3- 4接触器7图3- 5空气开关7图3- 6 线圈保护装置8图4-1电气原理图10图4- 2梯形图23表格清单表4- 1I/O口分配表8III / 39引言啤酒灌装的形式有瓶装(玻璃、聚酯塑料)、罐(听)装、桶装等,其中国内瓶装熟啤酒所占比例最大,近年来瓶装纯生啤酒的生产量逐步增大,旺季桶装啤酒的销售形势也比较乐观。
啤酒灌装生产线控制系统设计

毕业设计 [论文]题目:学院:专业:姓名:学号:指导老师:完成时间:摘要随着工业自动化水平日益提高,众多工业企业均面临着传统生产线的改造和重新设计问题。
PLC(可编程序控制器)是以微处理器为核心的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一起,近年来在工业自动控制、机电一体化、改造传统产业等方面得到普遍应用。
作为通用工业控制计算机,其实现了工业控制领域接线逻辑到存储逻辑的飞跃,在世界工业控制中发挥着越来越重要的作用。
鉴于此,设计者利用PLC的功能和特点设计出了一款啤酒灌装生产流水线控制系统。
文章刚开始介绍了PLC的相关知识,接着以啤酒灌装流水线为例,采用三菱公司的FX系列可编程序控制器,介绍了PLC 在啤酒灌装流水线中的应用,给出了详细的程序设计过程。
利用PLC控制啤酒灌装生产过程,传送带调速系统,可有效提高灌装生产效率,并显著增加控制系统的可靠性和柔性。
最后提出了用控制方面较为成熟的PID 算法来控制全自动灌装压盖机贮液缸内液位和压力的想法。
关键词:可编程控制器;灌装流水线;顺序功能图;梯形图;PID调节AbstractWith the increasing level of industrial automation, many industrial enterprises are faced with the transformation of traditional production line and re-design problem. PLC (programmable logic controller) is a microprocessor as the core of industrial control devices, it will relay the traditional control system combined with computer technology in recent years in industrial automation, mechanical and electrical integration, the transformation of traditional industries such as generally applied. As a general-purpose industrial control computer, the realization of industrial control wiring logical leap in logic to storage, industrial control in the world is playing an increasingly important role. In view of this, the designers of the use of PLC functions and features designed a beverage filling production line control system.The article introduced the PLC beginning of the relevant knowledge, and then to drink bottling line as an example, the use of Mitsubishi FX series programmable logic controller, PLC, introduced in the beverage bottling line in the application, given a detailed program design process. PLC control of the use of beverage filling production process, which can effectively improve the production efficiency of filling, and significantly increase the reliability of control systems and flexible. and take out the idea of control the level and pressure in fully automated filling Gland with a more mature PID algorithm in thefield of control finally.Key words: filling lines; Ladder Diagram ;PID regulation1绪论1.1 啤酒包装工业的发展现状众所周知,从1979年至今,我国的啤酒工业经历了二次增长高潮。
基于PLC的啤酒发酵自动控制系统设计
基于PLC的啤酒发酵自动控制系统设计一、引言啤酒是一种古老的饮料,经过发酵产生。
在传统的啤酒生产过程中,发酵过程需要精确的控制,以保证最终产品的质量和口感。
为了提高生产效率和产品质量,采用自动控制系统对啤酒发酵过程进行控制是非常必要的。
PLC(可编程逻辑控制器)是一种用于工业自动化控制系统的控制器,它通过编程来实现逻辑控制、定时控制、计数控制等功能。
本文将设计一种基于PLC的啤酒发酵自动控制系统,以实现对啤酒发酵过程的自动控制。
二、系统设计1. 系统架构设计本系统采用了PLC作为控制器,传感器负责采集发酵过程中的温度、压力和PH值等参数,控制执行元件包括发酵罐内的搅拌器、温度控制装置和酵母添加装置。
整个系统的架构如图1所示:PLC通过传感器采集的数据进行逻辑控制,控制发酵罐内的搅拌器、温度控制装置和酵母添加装置,从而实现对发酵过程的自动控制。
2. 系统功能设计(1)温度控制在啤酒发酵过程中,温度是一个非常重要的参数。
过高或过低的温度都会影响发酵速率和产品质量。
系统需要能够对发酵罐内的温度进行实时监测,并根据预设的温度范围进行控制。
当温度过高时,系统应该能够通过控制冷却装置来降低温度;当温度过低时,系统应该能够通过控制加热装置来提高温度。
(3)压力控制在发酵罐内,产生的二氧化碳会增加罐内的压力。
系统应该能够对罐内的压力进行实时监测,并根据预设的压力范围进行控制。
当压力过高时,系统应该能够通过释放装置来释放二氧化碳,以降低罐内的压力。
3. 系统软件设计PLC的软件设计主要包括控制逻辑设计和人机界面设计。
控制逻辑设计是将控制任务分解为各个子任务,并设计每个子任务的控制逻辑;人机界面设计是设计用于监控和操作的人机界面。
(1)控制逻辑设计控制逻辑设计首先需要确定系统的控制目标,然后根据控制目标设计各个子任务的控制逻辑,最后将各个子任务的控制逻辑组合成系统的整体控制逻辑。
对于温度控制任务,可以设计如下的控制逻辑:IF 温度 < 设定温度 - 2 THEN 打开加热装置IF 温度 > 设定温度 + 2 THEN 打开冷却装置IF 设定温度 - 2 <= 温度 <= 设定温度 + 2 THEN 关闭加热装置和冷却装置(2)人机界面设计人机界面设计主要包括监控界面和操作界面。
基于plc实现的啤酒灌装机控制系统的总体设计

摘要啤酒作为一种口味独特的风味饮料.深受广大老百姓的喜欢。
灌装机是啤酒包装生产线的核心设备,因此,灌装机灌装效果的好坏直接影响到企业的经济效益,而灌装机的运行的好坏又需要很好的电气控制,这其中PLC的运用就显得尤为重要,在当今工业中自动控制越来越成为一种必然。
本次论文的主要内容为啤酒流水线中的灌装机的运用,以及其中PLC的应用,还有一些控制原理。
液体的灌装方式分为常压式、等压式、真空式、机械压力式四种。
一般而言酒类灌装多采用常压式灌装方式,常压式灌装机使用方便,具有速度可调、计量准确、运行平稳、无噪音和液体不外溢等优点,使用广泛。
关键词:灌装机,PLC,电气控制AbstractThe beer takes one kind of taste unique flavor drink. deeply generalcommon people's liking. Fills installing equipment is the beer packing production line coreequipment, therefore, fills installing equipment to fill installs theeffect the quality directly to affect enterprise's economicefficiency,And the stand or fall of filling machine operation and need good electrical control, including the use of PLC, is particularly important in today's industry automatic control more and more become a kind of inevitable.The main content of this paper for beer line the use of the filling machine, and the application of PLC, and some control principle.The liquid fills installs the way to divide into the atmosphericpressure type, the equi-pressure type, the vacuum type, the mechanicalpressure type four kinds. Generally speaking the wines fill install use the atmospheric pressuretype to fill install the way, the atmospheric pressure type fill theinstalling equipment easy to operate, has the speed to be possible toadjust, the measurement accurate, the movement steady, does not havemerit and so on noise and liquid overflow, the use is not widespread.Keywords: Fills installing equipment,PLC,Electrical Controls目录摘要 (1)Abstract (1)绪论 (4)1 啤酒流水线的生产过程 (6)1.1 生产过程中的相关设备 (6)1.2 发展方向 (7)2 啤酒灌装机控制系统的总体设计 (10)2.1 电气控制系统 (10)2.3 灌装机控制系统的总体设计 (12)3 啤酒灌装机控制系统的硬件选型 (15)3.1 PLC的选型(三菱PLC) (15)3.1.1 三菱PLC的产品系列 (15)3.1.2 三菱PLC主要特点 (16)3.1.3 三菱FXPLC的特点 (17)3.2 变频器的选型 (17)3.3 触摸屏的选型 (19)3.4 电气控制柜中的元器件 (20)4 啤酒灌装机控制系统的软件设计 (24)4.1 啤酒灌装机控制系统 (24)5 啤酒灌装机控制系统的安装调试 (27)5.1现场安装 (27)5.2 现场调试 (30)结论 (31)致谢 (32)参考文献 (33)附录 (34)绪论随着市场经济的完善和发展,商品流通的深度和广度进一步扩大,包装工业在国民经济中的作用和地位越来越高。
啤酒灌装机液位控制系统的改造
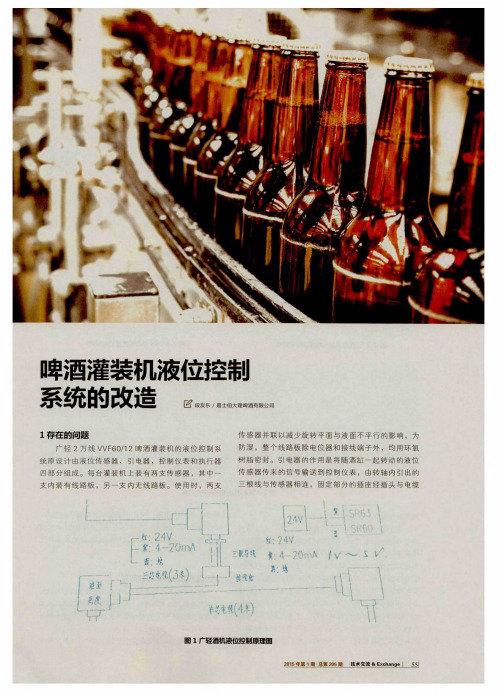
成 。其 中无线液位传 感器 包含 了测量探头和信号 发射 电 路 ,安 装 在 酒 机 酒 缸 盖 板 上 ,通 过 法 兰 连 接 ,安 装 位 置 正 好 可 以在 原 来 的液 位 传 感器 的 位 置 。 无 线 液 位 接 收 装 置 是 安 装 在 与 酒 机 较 近 气 液 柜 内 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参考文献: [1].杨晓青等.包装机械与设备.北京.国防工业出版社,2009年3月 [2].孙凤兰等.食品包装机械学.哈尔滨.黑龙江科学技术出版社,1990年2月 [3].唐志祥等.包装材料与实用包装技术.北京.化学工业出版社,1996年 [4].王章旺等.包装分类设计.啤酒 饮品类.北京.中国轻工业出版社,2001年
图 1 灌装流水线基本结构图
图 2 灌装流水线基本结构图
图 3 灌装流水线的基本结构图
2.微波液位仪 微波液位仪原理图如图 4 所示:相距为 S 的发射天线和接收天线,相互构成 一定角度。 波长为λ 的微波从被测液面反射后进入接受天线。接收天线接收到的 微波功率将随着被测液面的高低不同而异。接受天线接收到的功率 P0 为
2
图 4 微波液位仪原理图
式中, K1 为取决于发射功率、天线增益与波长的常数; K 2 为取决于天线安装方法和安装 距离的常数。由上式可知,只要测到接收功率 P0 ,就可得到被测液面的高度。
3、流水线灌装的工作原理 灌装流水线的运作是通过电磁阀和电动机来控制的。 4、系统流程图:
开始
自动 自动/手动
手动
按下起动按钮 SB1
按下起动按钮 SB2
传送带运行
传送带运行
否
检测到 饮料罐
到达灌 装处
否
是 延时 1.1 秒
是 Y 松开 SB2、按下 SB4
灌装饮料
灌装饮料
否 灌装时间到 饮料灌满
否
是 Y 按下停止按 钮 SB0
是 Y 松Байду номын сангаас SB4
结束 图 5 系统流程图
结束
流程图说明:系统分自动和手动两种模式,在手动模式下,由 SB2 按钮控制
罐装方式、罐装定量、时间计算
检测工序和流程如下:
1、饮料灌装流水线的基本结构 整个灌装流水线的基本结构如图 1、图 2、图 3 所示。整个流水线由主传送 带、次品传送带、灌装装置、次品推动装置、定位传感器、次品检测传感器等组 成。电动机的启动和停止,灌装装置向上、向下移动和灌装,次品的检测、推动 都是由 PLC 控制的。流水线由传感器实时监控,由 PLC 控制,控制准确,自动化 程度高[2]。
特殊问题:由于啤酒在灌装时容易引起泡沫,导致测液面时,即是定量时
容易出现误差, 同时也会导致泡沫已经灌满到瓶口,但啤酒的真正量还没达到标 准要求的量。 为了解决这个问题,我选择的是根据液体流动具有的附和力,灌装时采用, 啤酒沿瓶壁缓慢流入,同时灌装的管子深入到瓶底,从瓶底开始灌装,这样便可 以很好地解决啤酒灌装过程产生的泡沫。 组态王演视图如下:
Pt Gt G0 P0 2 4 S 4d
式中, Pt 为发射天线的发射功率; Gt 为发射天线的增益; G0 为接收天线 的增益;d 为两天线与被测表面间的垂直距离。 当发射功率、波长、增益均恒定时,上式可改写为
2
K1 4 Pt Gt G0 P0 2 4 S K2 d 2 4 2 d 4
启动主传送带电动机,到达灌装位置后,松开 SB2,再按下按钮 SB3,灌装装置 开始动作; 再自动模式下按下按钮 SB5 启动主传送带电动机,当定位传感器检测 到饮料瓶后,主传送带停止,灌装装置开始动作,定时时间到达以后,灌装装置 自动停止,住传送带再次运动。 (1)自动操作模式 一旦启动, 则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备 下的传感器检测到一个瓶子时停止; 瓶子装满饮料后, 传送带驱动电机自动启动, 并保持到又检测到一个瓶子或停止开关动作[3]。 (2)手动操作模式 手动模式下,由 SB2 按钮控制启动主传送带电动机,到达灌装位置后,松开 SB2,再按下按钮 SB3,灌装装置开始动作,通过定时器控制灌装时间,灌装时 间到达后,整个流水线停止,直到再次按下启动按钮,流水线才运作。手动模式 可以用于自动模式启动前的系统调整。 (3)报警 当灌装装置开始灌装饮料时, 报警装置得到 PLC 输出信号, 此时, 报警灯亮, 开始报警,5 秒钟以后,灌装结束,同时报警结束。 (4)计数过程 计数过程需记录满瓶数和次品瓶数,主要是以红外发光二极管和微波液位计 作为传感器,记录所有瓶数的技术原理是当红外线接收管受到红外线的照射时, 其本身的电阻很小,呈低阻值,电路导通,当红外发射头与接收头中间没有物品 挡住时红外接收到红外线照射,呈现低电阻,发出一个高电平信号,计数装置计 一次数。当有物体经过红外发射与接收的中间时,由于红外线被挡住,红外接收 管呈现大的阻值,电路断开,这时红外接收管发出一个低电平信号[4]。当物体 过完之后又回到原来的状态。计数装置由 8 个十进制计数器组成,当计数到 99999999 时,再计数一次,计数器溢出。计数最多不超过 99999999。记录次品 瓶数的技术原理是当检测到有次品时,微波接受装置发出信号给 PLC,PLC 的寄 存器值加一,同时,所有瓶数减去次品瓶数便得出了可满瓶数,把满瓶数也放入 另一个寄存器中。这就是记录满瓶数和次品瓶数的技术原理。
控制系统综合课程设计
啤酒的罐装控制系统 概述 : 近年来,我国的啤酒需求量日趋增长,为适应这一市场需求,国内各啤酒 生产厂家均在努力扩大生产规模,降低生产成本,提高产品质量。而现在国内一 些中小企业的啤酒生产状况仍较落后,自动化程度低,甚至大部或全部仍处于手 工操作。 为此,在学习《传感器与检测技术课程》之后,我开始啤酒自动化控制系 统的设计。该系统由自动化仪表技术、自动控制理论、微机控制技术、微机网络 技术、集散系统技术于一体,具有自动化程度化高、结构紧凑、操作简单方便、 可靠性高等特点。 一.设计对象 啤酒液体罐装控制系统 啤酒生产过程主要分为:制麦、糖化、发酵、罐装四个部分,而我主要是侧重对 罐装这一过程及其相关控制系统。 二.设计目标 精确的灌装量、 灌装过程的高速、 减少尽量小的液损, 了解生产线工艺流程, 实现现代灌装技术最优化控制目标:精确、高效、自动化。 三.设计内容 根据所选择的液体对象及包装容器,设计相应的检测与罐装工艺环节。 : 1) 容器检测 检测内容 (1) 系统通过开关设定为自动操作模式、手动操作模式,一旦启动,则传 送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到 一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又 检测到一个瓶子或停止开关动作。 (2) 当瓶子定位在罐装设备下时,停顿 1.1 秒,罐装设备开始工作,罐装 过程为 5 秒钟,罐装过程应有报警显示,5.1 秒后停止并不再显示报警[1]。 (3) 用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统 启动,必须记录空瓶数和满瓶数 检测工序:(检测工具和方法) 中途主要利用到检测工具有:定位传感器、次品检测传感器、微波液位仪; 具体每个检测工作方法在下面“检测工序和流程”中有详细介绍。 灌装大致流程课分为:灌装流水线→啤酒的灌入→量的检测→包装成品 2) 罐装环节