插针机的安装调试与维修
插针机的安装调试与维修
插针机的安装调试与维修摘要:自动插针机作为一种高端设备,主要用于连接器、端子、连接器等零件的自动生产。
做到了从零件装配到产品的定型,再到最终产品性能测试的全过程实现了全部自动化生产。
提升了生产效率、提高了成品成型率、节约人力资源成本具有重要意义。
本文论述了对插针机的安装调试与维修中使用,来巩固实习生对所学知识的掌握,实现将理论与实践相结合,系统的涵盖了插针机功能及性能方面的一系列检测和用例指导。
控制该设备包含了机械、液压气动控制、电子、电气等专业知识,如电路控制、线路图的接线、传感器、信号传输等。
该论文对插针机的整个操作过程、步骤、以及维修等过程都进行了详细解释说明。
关键词:插针机;传统控制方法;安装与调试;维修。
Installation, debugging and maintenance of pin insertion machineAbsrtact:Automatic pin insertion machine is a high-end equipment used for automatic production of connectors, terminals, connectors and other components. It realizes automatic completion of performance testing of final products from bulk assembly to product shaping. It is of great significance to improve productivity, finished product rate and save manpower cost.This paper discusses the installation, debugging and maintenance of the pin insertion machine, in order to consolidate the interns'mastery of the knowledge learned, and realize the combination of theory and practice. The system covers a series of testing and use case guidance on the function and performance of the pin insertion machine. The control equipment includes mechanical, hydraulic and pneumatic control, electronic and electrical expertise, such as circuit control, wiring of circuit diagram, sensors, signal transmission, etc. In this paper, the whole operation process, steps and maintenance process of the pin insertion machine are explained in detail.Key words:Installation, debugging and maintenance of traditional control method of pin insertion machine目录引言 (1)一、绪论 (1)(一)海内外插针机现状的发展 (1)(二)控制系统的发展历程 (1)(三)运动控制的发展状况 (2)(四)伺服驱动技术 (2)(五)论文的主要研究工作 (2)二、插针机的概述 (3)(一)插针机的用途 (3)(二)自动插针机的型号 (3)(三)插针机适用范围 (4)三、自动插针机的传统控制方法 (4)(一)插针机介绍 (4)(二)插针机传统控制方法介绍 (5)(三)插针机的时序图 (6)四、插针机的安装与调试 (6)(一)自动插针机操作步骤: (6)(二)半自动绕线机操作步骤: (7)(三)自动浸锡弯脚机操作步骤: (7)(四)自动铆铁芯机操作步骤: (7)(五)二次电检测耐压机操作步骤: (7)五、插针机的维修 (8)参考文献 (9)谢辞 (10)引言自动插针机作为一种顶级设备,主要在接插件、端子、连接器等元件的自动化生产上使用。
缝纫机操作及不上线维修
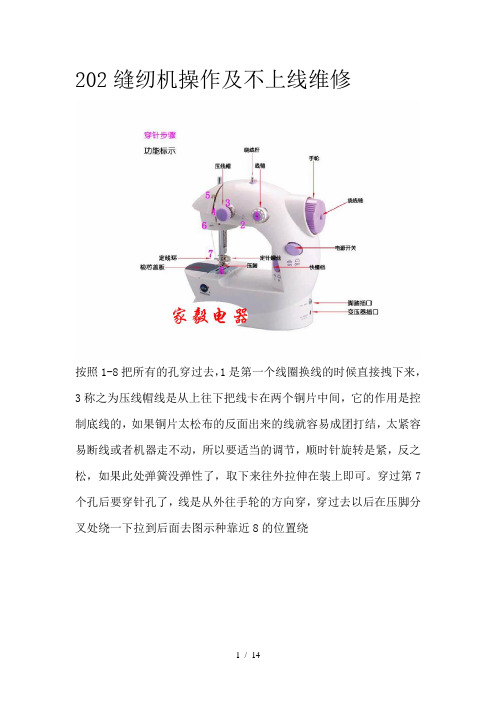
202缝纫机操作及不上线维修按照1-8把所有的孔穿过去,1是第一个线圈换线的时候直接拽下来,3称之为压线帽线是从上往下把线卡在两个铜片中间,它的作用是控制底线的,如果铜片太松布的反面出来的线就容易成团打结,太紧容易断线或者机器走不动,所以要适当的调节,顺时针旋转是紧,反之松,如果此处弹簧没弹性了,取下来往外拉伸在装上即可。
穿过第7个孔后要穿针孔了,线是从外往手轮的方向穿,穿过去以后在压脚分叉处绕一下拉到后面去图示种靠近8的位置绕完成第三步后一个手拉着两条线,另外一个手转动手轮走两圈在开在开动机器开关,防止脱线功能介绍图左是自动绕线的功能,这个地方往里面稍微摁一下在往箭头的方向旋转下就出来拉长了,反之装进去,然后按照它的图示就可以自动绕线了。
图右是自动上底线的功能,按照图示,明线穿过针后往前用手拉着,另外一个手转动手轮一圈底线的那条线就自动带了上来。
手轮上标的有方向不要转反。
压线帽的作用很大,在穿线步骤就有了说明,大家注意一下即可。
注意事项机器在使用中自动停机,切勿强行转动手轮,此动作很容易带来不出底线,是机器损坏!如有遇到此情况,提起压脚将布取出,打开线轴盖,将缠绕的线剪断并取出后,重新装线轴即可机器接上电源开动开关后走不动,大家首先关闭开关检查各个穿孔是否有绕线了,低槽是否有卡线,然后用手转动手轮看是否能转动,前后左右活动下往箭头标的方向手动走一圈,如果可以手动转动机器,在开动开关,此时如果还不动,2个方面可能有问题①变压器可能不通电②机器有点紧需要开动动开关后用手按照机器标方向转动一下手轮,给机器带点助力。
③布转换方向的时候针最好在布里面防止压脚要到线导致机器不走(前提是用手可以转动)机器的测试针对大家所说的不上线断线跳线我们做如下机器测试1 机器有可能针和底盘的位置不对了,其中包括针松了有毛刺或者低槽位置偏移或者是线不好不光滑或者布的弹性棉性太大下面我们做个图示介绍:这是两条线测试,按照正常的穿线方法穿好线一个手同时拉着明线和底线,另外一个手转动手轮方向不要错哦,看看底线圈是否有一条线在上面绕,每转动一圈手轮底线圈就会有一条线绕一下的哦。
插片机安装、操作、维护、保养流程

调整顺序不能颠倒或跳跃。
每次修改参数,拉篮必须“上行”、再“下行”运行一回,所设参数才能生效。
插片机安装参数
安装须知:
设备外形尺寸:1430*760*2000
设备供电电源:AC220V 50HZ 1KW必须接地(PE)
进入用户,进入主画面;
B、正常插片至任意片数出现碎片(第25,50,75片除外);
C、按“上行”,(但升降架不能至最上位),按“急停”;
D、拿掉碎片,按“下行”,能回至上次碎片位置处继续正常插片。
五、自动换水流程(如循环水较干净,可不使用此功能。换水关)
A、开机进入用户,进入操作画面;
B、设定片数排水、设定时间排水、换水开。
设备排水出口:1吋软管出口
设备重量:280KG
设备安装定位处地面:需坚实、平整
建议:
插片机安装定位在清洗机的进料端,节约硅片转移时间。
电源进线:设备自附3米电源线,装有AC220V、10A、3脚电源插头。
2、下喷水保养
保养方法:
A、下喷水出水,水朝上前方喷水,有利进片到位。(3个喷口出水需均匀、平衡,否则需清洗喷管)
B、喷管在滑台前下方,拆下清洗管路后重新安装。
C、保证3个喷口出水需均匀、平衡即可。
3、滑台保养
保养方法:
A、检查滑台上是否有赃物?用牙刷等物品轻刷滑台表面。
B、检查滑台出水是否均匀?用瓶刷清理滑台出水口。滑台出水左下方有排污口。
C、检查滑台供水管路是否被赃物堵塞?清洗管路。
D、检查边条是否磨损?如严重磨损,可拆下边条用细砂纸打磨内侧即可。
4、工位光纤保养
保养方法:
A、检查工位光纤(对射型)两顶端是否有赃物覆盖?清除赃物。
组装后调试步骤及注意事项(1)

硬件组装完成后设备调试步骤及注意事项一、步骤:确认线路插接正确、装驱动、连接数据线查端口、装微雕管家、通电调试安装舵轮、装活动笔架、画图测试、下载写字软件及教程、学习教程练习写字。
二、安装软件调试之前先仔细确认下线路是否连接正确;不要通电,不要连接数据线,参照说明及分解图片大胆接插,即使接错也没关系。
连接数据线、通电之前务必确认(否则有可能损伤舵机),如无把握到时可拍照客服帮助确认(不通电、不连接数据线即使插接错误也没关系)。
舵机尾线延长线:连接舵机尾线和主板,延长线颜色不用去管,仅仅起延长作用,只要把舵机尾线(三种颜色线分别对应信号、正极、负极)和主板PWM 针脚(信号、正极、负极)相同性质的通过延长线一一对接上即可。
三、组装说明最后一章节务必仔细看下,有软件安装步骤和调试注意事项,也有对应软件名称说明,相关软件在您下载的网盘和群文件里都有,注意将下载的文件解压缩即可找到。
1、驱动文件(CH341SER.EXE)可从发您的网盘资料中查找,或从售后服务QQ群(群号139996442)文件中下载;驱动安装成功的标志是连接数据线后,在“计算机-属性-设备管理器-端口”中能查到本设备端口号,否则就没有安装成功;如没有安装成功,可能是因为电脑系统缺少相关文件导致,这时可下载驱动精灵对电脑系统进行检测,并根据检测结果提示,补充完善相关系统文件(WIN10系统免驱动安装)。
(由于电脑设备不同、所插接串口不同,显示的端口号会不同)2、安装最新版微雕管家,将收到的文件压缩包解压缩,并安装在您的电脑系统上。
四、舵轮角度组装调试成功以后再装活动笔架。
舵轮组装方法:连接数据线和电源后,在微雕管家位图打印界面,来回点选强弱光,观察舵机运转,然后在点击弱光时,将舵轮指向12点方向(垂直向上,如不能精确12点方向,无论偏左偏右以最接近12点方向为好)插好,接着再来回点击强弱光观察舵轮是否最高静止位指向12点(弱光静止位),最低静止位指向9:45左右(强光静止位);确认后用舵机配套螺丝固定好舵轮,如果角度不对则拔下舵轮换角度重插,直到符合前述要求(在此过程中千万不可掰转舵轮,否则可能损坏舵机,装螺丝时也注意阻挡不要拧转舵轮)。
凸轮高速插针机的用途

凸轮高速插针机的用途凸轮高速插针机是一种自动化设备,用于完成电子元器件的插针任务。
它通过使用凸轮机构和高速运动控制系统,可以高效地插入大量的插针,提高生产效率和产品质量。
凸轮高速插针机广泛应用于电子制造、汽车工业、家电制造等行业,其主要用途包括以下几个方面:1.电子元器件组装:凸轮高速插针机可以实现电子产品的插针组装,包括电子电路板上的插针、插座等元器件的装配。
例如,手机、平板电脑等电子产品中的电池插座、SIM卡插座、摄像头插座等都可以通过凸轮高速插针机进行自动化插装,提高生产效率和产品质量。
2.汽车线束制造:凸轮高速插针机在汽车工业中的应用十分广泛,主要用于汽车线束的制造。
汽车线束是连接汽车各个部件的重要组成部分,其中包含了大量的插针连接。
凸轮高速插针机可以快速、准确地完成汽车线束中的插针任务,保证线束的连接质量,缩短制造周期。
3.家电制造:凸轮高速插针机也被广泛应用于家电制造行业,用于家电产品的插针装配。
例如,洗衣机、冰箱、空调等家电产品中的电源插头、信号插座等都可以通过凸轮高速插针机进行自动化插装。
这不仅提高了生产效率,还确保了产品的安全性和可靠性。
4.电子设备维修:凸轮高速插针机也在电子设备维修行业中得到了广泛应用。
在维修电子设备时,经常需要更换插座或者重新插装插针,凸轮高速插针机可以帮助技术人员快速进行插装操作,提高维修效率。
尤其是在维修大量电子设备的情况下,凸轮高速插针机的应用可以减轻人工负担,提高工作效率。
总的来说,凸轮高速插针机的用途非常广泛,几乎涉及到所有需要插针装配的领域。
它能够帮助企业提高生产效率和产品质量,减少劳动力成本,并且在电子设备维修领域也能提供很大的帮助。
随着科技的不断进步,凸轮高速插针机的性能将会不断提升,未来的应用领域还会不断扩展。
总之,凸轮高速插针机在工业生产和维修领域的作用将会越来越重要。
LGA-4100产品安装调试及日常维护

安装维护平台 在架空管道等其他不便安装和维护的场合,需要加装安装维护平台
备注:测氧仪表必须使用氮气作为吹扫气,氮气纯度要求≥99.99%;非测氧仪表若甲方允许也可以使用压缩
空气作为吹扫气体,吹扫气体必须满足无油、无尘、无水(无水是指气体的露点小于-40℃)的条件。仪表如
2. 一体化连接单元安装焊接处为120mm,也可按照下图中连接单元上的焊 接标记(I)进行焊接安装。
3. 一体化连接单元内的瓦片背对气流方向,也可按照连接单元法兰上的(II )进行安装,标记II正对气流方向。
4. 一体化连接单元内的瓦片方向见(A-A/B-B): 5. 一体化连接单元实际的测量光程为所设计的固定光程。 6. 如工艺管径有小变化时内棒的焊接处可适当调整,但必需保证:a、长内
起点 用户电源
模块
氮气气源
控制室
用户控制室 信号柜
用户控制室 信号柜
用户控制室 信号柜
终点 接收单元
安装平台
发射单元 发射单元 发射单元 发射单元
备注 要留有余度
预留G1/2内螺纹球阀
用于设备与PC连接或组网, RS485通讯电缆总长度 ≤800m。长度实际。
温度和压力补偿信号,具体情 况可视客户需求而定。 4~20 mA 浓度信号
棒与短内棒的交接处在管道内; b、法兰与管壁的间距要能保证螺栓的安 装无问题。
•
•
Copyright
@2006 FPI inc, all right
确定安装点位
•
Copyright
@2006 FPI inc, all right
•确定安装点位
•
Copyright
@2006 FPI inc, all right
插针机装配方案20181128
塑胶分料 机构
5
6,4轴机械手示意
载座锁闭气缸 上下移动模组
前后移动模组
塑胶载座 水平移动模组 锁闭机构 塑胶定位块 塑胶定位槽
载座旋转DD 马达
6
7,配件说明
名称 1 2 3 4 气动元件 触摸屏 PLC 五金件 品牌 SMC 施耐德 三菱 MISUMI
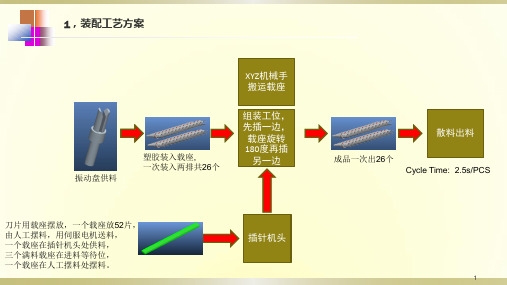
1,装配工艺方案
XYZ机械手 搬运载座
组装工位, 先插一边, 载座旋转 180度再插 另一边
散料出料
成品一次出26个 Cycle Time: 2.5s/PCS
塑胶装入载座, 一次装入两排共26个 振动盘供料
刀片用载座摆放,一个载座放52片, 由人工摆料,用伺服电机送料, 一个载座在插针机头处供料, 三个满料载座在进料等待位, 一个载座在人工摆料处摆料。
出料
刀片载座放置位, 一进一出,一个空 载座,一个满载座
刀片载座搬 运模组 载座旋转DD 马达
组装 工位
塑胶振 动盘
载座移动 XYZ机械手
塑胶载座 夹紧机构
塑胶分 料机构
4
5,布局示意
人工摆料空载座 循环模组
刀片载座搬 运模组
塑胶载座 夹紧机构
插针机头
1
2,外观
透明亚克力罩
触摸屏
出料槽
分体式 机柜
工作台面
2
3,布局示意
L型插针机头 工作台面
载座旋转DD 马达
刀片载座放置位, 三进三出,三个空 载座,三个满载座
载座移动 XYZ机械手
刀片载座搬 运模组
塑胶振 动盘
塑胶载座 夹紧机构
塑胶分料 机构
3
4,布局示意
金属注射器的安装与调试技术
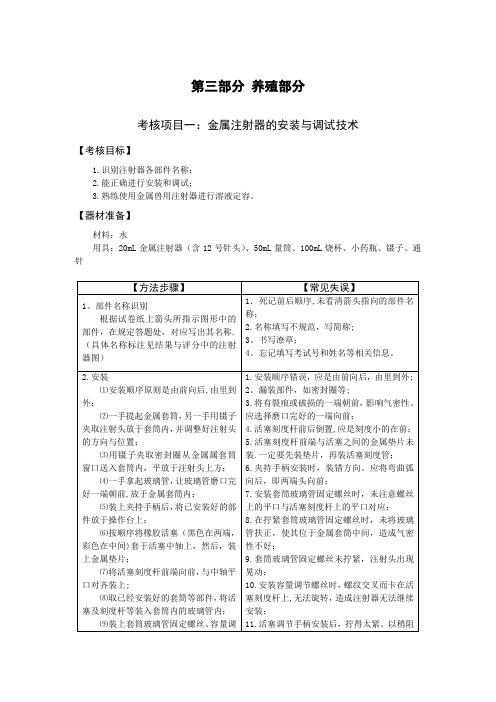
第三部分养殖部分考核项目一:金属注射器的安装与调试技术【考核目标】1.识别注射器各部件名称;2.能正确进行安装和调试;3.熟练使用金属兽用注射器进行溶液定容。
【器材准备】材料:水用具:20mL金属注射器(含12号针头)、50mL量筒、100mL烧杯、小药瓶、镊子、通针【操作要点】1.部件名称识别⑴在试卷纸上填写姓名等相关信息;⑵根据试卷纸上箭头所指示图形中的部件,在规定处对应写出其名称.(具体名称标注见结果与评分中的注射器图)2。
安装⑴安装顺序应是由前向后,由里到外;⑵不要漏装部件,如密封圈;⑶玻璃管要选择磨口完好的一端向前,切勿将有裂痕或破损的一端朝前,以免影响气密性;⑷活塞刻度杆不要前后倒置,应是刻度小的在前;⑸如活塞刻度杆前端与活塞之间有金属垫片的,一定要先装垫片,再装活塞刻度管;⑹夹持手柄安装时,注意方向,应将弯曲弧向后,即两端头向前;⑺安装套筒玻璃管固定螺丝时,注意螺丝上的平口与活塞刻度杆上的平口相对应;⑻在拧紧套筒玻璃管固定螺丝时,注意另一手要扶正玻璃管,使其位于金属套筒中间;⑼套筒玻璃管固定螺丝拧紧后,注射头应固定不动;⑽安装容量调节螺丝时,不要强行旋动,避免螺纹交叉而卡在活塞刻度杆上,无法旋转;⑾活塞调节手柄安装后,注意不要拧得太紧,以抽动活塞称有阻力即可。
安装方法改进:⑴右手取玻璃管,完好一端朝上,左手将密封垫圈置于其上,再放上注射头(调整好位置);⑵左手取金属套筒从上向下小心套上,倒置后交于左手;⑶将装好的活塞及刻度杆等放于玻璃管内;⑷左手固定金属套筒,右手分别装上夹持手柄、套筒玻璃管固定螺丝、容量调节螺丝、活塞调节手柄;⑸旋转活塞调节手柄至松紧适度。
3.调试与气密性检查⑴调试之前,先将注射器的注射头放入清水中,抽动活塞,进行润滑;⑵检查气密性时,尽量用一手的食指指肚堵住注射头药液出口,另一手抽动活塞调节手柄;⑶气密性的判断:以抽动活塞后,能自然回位为标准;⑷抽动活塞时,堵注射头的手指不能松动而漏气;⑸活塞抽动距离不宜过大,避免回位时震坏玻璃管或气流冲击造成堵注射头的手指疼痛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
插针机的安装调试与维修摘要:自动插针机作为一种高端设备,主要用于连接器、端子、连接器等零件的自动生产。
做到了从零件装配到产品的定型,再到最终产品性能测试的全过程实现了全部自动化生产。
提升了生产效率、提高了成品成型率、节约人力资源成本具有重要意义。
本文论述了对插针机的安装调试与维修中使用,来巩固实习生对所学知识的掌握,实现将理论与实践相结合,系统的涵盖了插针机功能及性能方面的一系列检测和用例指导。
控制该设备包含了机械、液压气动控制、电子、电气等专业知识,如电路控制、线路图的接线、传感器、信号传输等。
该论文对插针机的整个操作过程、步骤、以及维修等过程都进行了详细解释说明。
关键词:插针机;传统控制方法;安装与调试;维修。
Installation, debugging and maintenance of pin insertion machineAbsrtact:Automatic pin insertion machine is a high-end equipment used for automatic production of connectors, terminals, connectors and other components. It realizes automatic completion of performance testing of final products from bulk assembly to product shaping. It is of great significance to improve productivity, finished product rate and save manpower cost.This paper discusses the installation, debugging and maintenance of the pin insertion machine, in order to consolidate the interns'mastery of the knowledge learned, and realize the combination of theory and practice. The system covers a series of testing and use case guidance on the function and performance of the pin insertion machine. The control equipment includes mechanical, hydraulic and pneumatic control, electronic and electrical expertise, such as circuit control, wiring of circuit diagram, sensors, signal transmission, etc. In this paper, the whole operation process, steps and maintenance process of the pin insertion machine are explained in detail.Key words:Installation, debugging and maintenance of traditional control method of pin insertion machine目录引言 (1)一、绪论 (1)(一)海内外插针机现状的发展 (1)(二)控制系统的发展历程 (1)(三)运动控制的发展状况 (2)(四)伺服驱动技术 (2)(五)论文的主要研究工作 (2)二、插针机的概述 (3)(一)插针机的用途 (3)(二)自动插针机的型号 (3)(三)插针机适用范围 (4)三、自动插针机的传统控制方法 (4)(一)插针机介绍 (4)(二)插针机传统控制方法介绍 (5)(三)插针机的时序图 (6)四、插针机的安装与调试 (6)(一)自动插针机操作步骤: (6)(二)半自动绕线机操作步骤: (7)(三)自动浸锡弯脚机操作步骤: (7)(四)自动铆铁芯机操作步骤: (7)(五)二次电检测耐压机操作步骤: (7)五、插针机的维修 (8)参考文献 (9)谢辞 (10)引言自动插针机作为一种顶级设备,主要在接插件、端子、连接器等元件的自动化生产上使用。
完成了从零件装配到产品成型再到最终产品性能测试的全过程。
在提高生产效率、提升成品率、减少了资源的浪费等方面具有深刻意义。
如今,为了减少人的参与,提高效率,我们投入了大量的人力物力在插针机的提速上做出来不小的付出。
我在针对电池组连接器的生产工艺的研究上,设计了一种适用于连接器生产的低成本自动插针机通用控制系统。
它具有一定的教学使用,实现对模块化的软件设计,以及生产不同类型的连接器。
通过人机交互系统,可以适当改变位置结构,从而修改运动定位控制的参数。
整个控制系统的硬件基本不变,软件可以根据教学学习增加或减少功能模块,从而最大限度地降低二次或多次开发的研发成本,提高企业的竞争力。
插脚机是目前连接器制造业最常用的设备类型,因为插针机的速度可以提升生产效率,节约人工成本,减少耗材浪费。
传统的两块PCB(印制电路板)之间的电气连接是通过手工定位和插针的方式实现,随着PCB板上集成元器件数量的不断增多和焊盘的密集程度以及孔径大小不一等情况,传统的生产方式已不再适应于现在工业柔性化生产的需求,同时在大批量生产时还会增加工人的劳动强度,以及操作难度。
针对上述现状所产生的问题,本文设计了一套基于三菱PLC WEINVIEW HMI组成的插针机控制系统,用于将连接插针打入两块PCB对应的过孔中,实现两块PCB之间的电气连接,从而来代替传统的手工插接方式,提高生产效率。
一、绪论(一)海内外插针机现状的发展当今社会文明前进的步伐正在加快,工业生产的成长已经在社会主义经济中占有一席之地了。
它不仅给生产者带来了直接的经济及效益,而且为社会财富增加了一份贡献,为国民经济带来了重要的力量,它的设备为各个方面的发展提供了有效的手段。
当然,它的进步也是不得离开对其他行业的发展,随着时代的发展,通过观察发现,不管是家里还是工作地点的电子设备在,都会使用到连接器。
连接器是连接两个有源器件的器件,用来传输电流或信号。
它多是以塑料和金属的状态出现在生活中,它的主要功能是在电路内被阻断处或孤立不通的电路之间,架起沟通的桥梁,从而使电流流通,使电路实现预定的功能。
(二)控制系统的发展历程20世纪60年代初,序列控制器便是由继电器组成。
但是以这种方式构建的控制系统是由提前设定好的时间或按照一定的条件使用的。
如果要对控制的顺序更改,那就得改变他的控制器的硬件部分。
所带来的不利影响便出现了,阻碍了更新周期而且使控制系统的设计制造相对复杂,可靠性不高。
这通常很耗时,很难找到和排除故障。
1968年,作为美国最大规模的汽车制造厂商的通用汽车公司(General Motors,GM)想要找到一个可以适应翻新后的汽车模型的办法,这样可以不用对设计和布线重新工作,实现节约使用周期减少了成本。
通用汽车通过公开招标的方式提出来十个投标指标目的是新的控制器代替原来的控制器。
1969年,世界上第一台控制器被美国数字设备公司研发成功,还被通用汽车使用自动装配线,并有着良好的效果。
新型工业控制装置具有着结构简单、操作方便、可靠性高、体积小、适用于工业环境而且使用寿命等优点的全新工业控制器装置,至此被广泛应用于各种工业领域。
20世纪90年代,随着电脑、通讯技术、自动控制的飞速发展,可编程控制器技术因其数学处理能力、网络通信能力和智能控制能力而不再是传统的可编程控制器。
所以,自1994年起就被用作可编程计算机控制器(PCC)。
(三)运动控制的发展状况运动控制最早源于以前的伺服驱动技术。
现在电力电子技术,微电子技术和计算机技术都在迅速发展,使得电驱动控制的原始概念不能完全反映现代自动化系统的控制系统,因此在1988年左右,这个名称开始在国际上出现。
运动控制是指在复杂条件下将预定控制方案和计划指令转换成所需的机械运动,用来实现精确的位置控制,速度控制,加速控制,机械运动的扭矩或力控制。
它是一种控制电机技术。
多学科交叉应用技术,如传感器技术,电力电子技术,微电子技术和自动控制技术。
运动控制源于先前的伺服驱动技术。
伴随着电力电子技术、微电子技术和计算机技术的飞速进步,使原来的电驱动控制概念不可以有力的体现出现代自动化系统的控制系统,所以在1988年左右的“MOTION?CONTROL”名称控制开始出现在世界上。
运动控制器是指在复杂条件下,将预定的控制方案、规划指令转变成期望的机械运动,实现机械运动精确的位置控、速度控、加速度控、转矩或力的控制。
这是一种控制电机技术。
包括传感器技术、电力电子技术、微电子技术、自动控制技术等多学科交叉应用技术,运动控制系统包括两部分:强功率(功率转换)依靠电力电子设备和弱功率(信号处理和控制)依靠控制设备。
运动控制装置分为电子元件和集成电路两个发展阶段,直到微型计算机的出现,使控制装置技术突飞猛进。
硬件电路已发展成为软件控制,运动控制系统已进入计算机控制数字化的新阶段。
迄今为止的运动控制系统的常用现代控制理论有:最优控制、自适应控制、滑模变结构控制、模糊控制、专家系统和神经元控制。
(四)伺服驱动技术作为运动控制系统之一的位置控制系统又称位置伺服系统被应用广泛,主要由足够的控制精度(定位精度)、位置跟踪精度和足够快的跟踪速度控制。
有代表的位置伺服系统都会有电流环、速度环和位置环,分别对应于电流控制器、速度控制器和位置控制器。
这些控制器可以实现稳定的精确度和动态的目标的控制。
伺服系统实现了对目标的位置、方向和姿态的控制,可以随意控制目标值来跟踪控制系统。
位置伺服系统,又称从动系统作为目前运动控制中最典型。
它的输出一般是炒作的参照的空间位移。
当想要改变定的位置时,输出还应该能够准确地跟踪给定的改变并复制给定的量。
作为闭环自动控制系统的伺服系统,它无论是在生产过程和运动的控制还是在定位、瞄准、跟踪、信号传输和接收等方面发挥着不可忽视的力量。
(五)论文的主要研究工作针式机器是连接器制造业中的常见类型。
引脚机速度的提高可以提高效率,既减少人力,又降低了成本。
因此,现在世界上主要的连接器制造商提高了针机的速度,都花了很多人力和物力。
我很荣幸地参与高速针式机的设计项目,并承担电气控制的设计和实施。