成型-喷油-丝印QC工程图
注塑质量控制QC工程图

附着力不合格
841温控器
外观和控制供应商的变 更,现用进口德国,附着力
附着力不合格
附着力不合格
附着力不合格
附着力试验产生偏差
176藏下饰条 /186藏下饰条 /525C冻上饰 条/双色饰条
产生烫印颗粒
不良品记录 不合格品控制程序
1下件工位光照强度是否达标(2盏40W灯泡) 2包装工位专用号与实际包装相符,数量无差 异,标识明确
检验记录
按检验与试验状态控制 检验工位按企标要求试验附着力、耐擦拭、耐
程序
水试验、耐汽油。
1.首件检验做好印刷版面的比对
IPQC检验日报表 、IPQC检验报表 、品质异常联络 书
1现场6S 2烘干工艺
每班
每班 每班 每班 每班
14 下件包装 周转车
15 检验
N/A
1、检验员对 首喷产品按照 标准检验
1现场6S 2下件区包装
2、现场环境卫
工艺
外观、附着力 外观检验标 、耐溶剂性 准、
每班
每200PCS 产品中抽 检20PCS
丝印产品检
卡尺、 尺寸、外观、 验指导书、
每200PCS
16
印刷
丝印机 色卡、 附着力、耐溶 塑胶壳类检
IPQC 产品中抽
千分尺 剂性
验标准、外
检20PCS
观检验标准
17
烘烤
烤箱
色卡、 外观、附着力 温度计 、耐溶剂性、 、酒精 温度
丝印产品检 验作业指导 书、塑胶壳 类检验标准
IPQC
每200PCS 产品中抽 检20PCS
18
外观全检 N/A
目测
外观
外观检验标
查看是否打开过 求在适当范围内
硅胶QC工程图
80pcs以上/1-2h
目视检验样品比对
生产报表 流程标签
31
冲
床
外观 外观
自主检查
品质部
目视检验样品比对 目视检验样品比对
生产报表 首件/批量/出货抽检及 报废记录表
品质部主管
制程规范
32
冲床制程 首件检验
首件确认
品质部
品质部主管
FM-Q58-A 产品检验规范
IPQC巡检表
XX塑胶制品厂
工程 项 次 32 工程名称 冲床制程 首件检验 冲床制程 巡回检验 冲床制程 批量抽检 机械设备 名 称 管理项目 尺寸 管理特性 规格 制程规范 检验样品 制程规范 检验样品 制程规范 管理检查频度水准 首件确认
工程 项 次 9 工程名称 成型制程 全检检验 机械设备 名 称 管理项目 外观 管理特性 规格 检验样品 制程规范 检验样品 制程规范 制程规范 工作指导书 检验样品 首件确认 附着性、耐磨性 外观 立式烤箱 温度、时间 制程规范 检验样品 制程规范 每个型号1次以上 自主检验 品质部 喷涂 品质部 AQL=0,0.4,0.65 管理检查频度水准 100%目视检验
生产部主管 生产部主管 品质部主管
制程规范 制程规范 IPQC巡检表 产品检验规范 IPQC巡检表 产品检验规范 制程规范
14 15
IPQC巡检表 保养表 流程标签
品质部主管 生产部主管
16
喷涂制程 巡回检验 (烘烤后)
外观 耐磨
检验样品 制程规范 检验样品 制程规范
每个型号1次以上 每3盘抽验1盘 2pcs/批
目视检验样品比对 摩擦测试机 首件/批量/出货抽检 及报废记录表 品质部主管
批量抽检规范 产品检验规范
丝印生产工艺文件、QC工程图
《品质异常处理单》
通知领班
《工艺参数记录表》
通知技术员、领班调整
通知领班.品质工程师/标 识/隔离/报废/更换材料
第 2 页,共 2 页
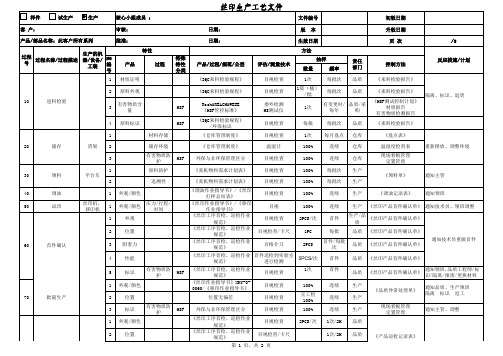
丝印生产工艺文件
样件 客 户: 产品/部品名称:此客户所有系列 生产的机 过程 过程名称/过程描述 器/设备/ NO 号 编 工装 号 80 巡检 3 4 5 90 全检 1 100 烘干 烤箱 2 1 110 包装 2 3 1 2 120 抽检 3 4 130 140 入库或转入下工序 环保测试 平台车 1 环保检查 标识 产品防护 有害物质含 量 HSF 有害物质防 护 HSF HSF 《塑胶壳检验标准》 《塑胶壳检验标准》 产品无受损 Rosh&REACH&WEEE 《HSF管控标准》 包装外观 标识 存放数量 外观/颜色 位置 有害物质防 护 HSF 时间 《真机物料需求计划表》 《真机物料需求计划表》 《真机物料需求计划表》 《塑胶壳检验标准》 《塑胶壳检验标准》 试生产 生产 核心小组成员 : 审核: 批准: 特性 产品 附着力 性能 标识 外观/颜色 温度 《烤箱管理规定》 目视检查 目视检查 目视检查 目视检查 目视检查 目视检查/卡尺 目视检查 依据HSF测试控制 计划送检 目视检查 目视检查 委外检测 HS测试仪 100% 100% 100% 100% AQL抽样 AQL抽样 AQL抽样 AQL抽样 100% 依测试要 求 每批次 每批次 每批次 每批次 每批次 每批次 每批次 每批次 每箱 1次/每1年 生产 生产 生产 生产 品质 品质 品质 品质 生产 品质 《入库单》 《HSF测试控制计划》 材质报告 有害物质检测报告 通知技术员、领班调整 隔离、更换材料、报废 《不合格品处理通知单》 《品质异常联络单》 《入库单》 通知主管、调整 有害物质防 护 HSF 过程 特殊 特性 分类 产品/过程/规范/公差 《丝印工序首检、巡检作业 规范》 评估/测量技术 百格介刀 日期: 日期: 文件编号 版 本 初版日期 升版日期 页 次 /2
QC工程图
抽查数量及频率
全检
控制记录
/ 表面喷涂工艺 参数记录表 喷涂产品首检确认单 产品可靠性测试报告 喷涂产品首件确认单 生产日报表
ห้องสมุดไป่ตู้测量仪器
目视 UV能量计及膜厚测 试仪、粘度计 目视 各项测量仪器 塞规 目视
检验员
操作员 IPQC 技术员 IPQC 测试QC IPQC 操作员
装夹具
每次生产 5模/次 3模/次 1模/次 全检
注塑IPQC巡检报表
目视/卡尺
IPQC
巡检
4.产品试喷油:素材试喷油后检查是否存在不良缺陷。 1.按BOM表所规定的材料及要求包装。 1.外观、颜色、结构、的检验,与工程签样对照。
/ 产品检验日报表
目视 目视、卡尺 目视 目视 目视 目视
操作员 FQC
包装
半成品检验
2.包装是否与BOM表要求一致,标签是否贴于指定位置,标签无涂改,书写规范 完整,清晰.包装清洁完好,吸塑盘不可有胶屑、灰尘,规格不一致现象 1.运输及运转过程中做到轻拿轻放,码放层数不可超出限度。 1.确认物料编号、颜色及数量。
/ 领料单 /
运转人员 领料员 操作员
半成品入库
1.胶件表面不能有夹纹线、缺胶、缩水、变形、油污、杂质、色差等不良 2.胶件周边不能有压伤,碰伤,削伤等不良。
领用物料
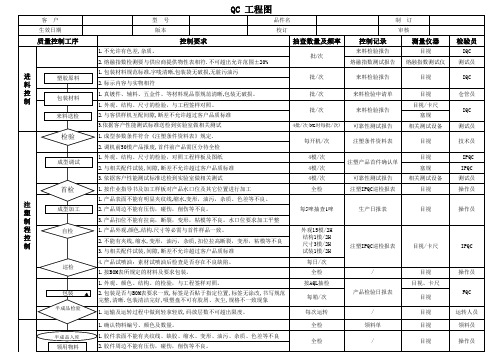
QC 工程图
客 户 型 号 品件名 校订 制 订 生效日期 版本 审核
质量控制工序
自检
控制要求
1.检查夹具是否有油污,披锋等不良。 2.产品装夹具不能有装反,装歪,装不到位,遮喷等不良。 1.工艺参数。参考<<表面喷涂工艺参数表记录表>>。 2.检验产品颜色是否与样板相符,并测膜厚 1.外观、颜色、结构、尺寸的检验,与工程签样对照一致。
QC工程图(正式版)

相关记录
异常处理/发送处理 备注
通知钢化主控调整参 数,纠正不良品再次发 生。 《纠正预防措施报告》 《品质异常报告》
检测数量
检测次数
批量≥30件: 检验频率: 首件确认:10件 关键工序20分 批量≤30件: 钟/次 随机抽检 样板全检
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 水切主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第1页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 开介主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
3
◎
磨边工序
磨边
中工车间
单边磨边机 双边磨边机
钢卷尺 目测 半径规
规格 外观
《磨边作业指导书》 《流程卡》 《公司质量检验标准》
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 喷油主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第2页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
产品QC工程图

文件编号: HD-QC-R-024流程图编号流程控制要求检查方法责任人主要仪器设备工具物料监督人相关文件/记录1来料检验外观尺寸及表面质量/性能指标抽检IQC 卡尺/产品图纸产品素材IQC组长进料检验规范/来料检验报告2生产清洗抽检QC 灯台/10倍镜产品素材QC组长作业指导书(SOP)/制品/成品检验作业规范/个人检验报表3PVD 全检QC灯台/放大镜/色度仪半成品QC 组长作业指导书(SOP)制品/成检验作业规范/个人检验报表4镀膜耐磨测试仪器测试实验员CAR纸带机纸带半成品QC组长物理实验作业规范/纸带耐磨记录5镀膜附着力测试仪器测试实验员介刀片/3m610号胶纸半成品QC组长物理实验作业规范/百格记录6镀膜硬镀测试仪器测试实验员铅笔刮痕仪铅笔半成品QC组长物理实验作业规范/铅笔刮痕记录7镀膜耐腐蚀测试仪器测试实验员盐雾机食用盐半成品QC组长物理实验作业规范/盐雾测试报告8镀膜色度仪器测试操作人色度仪半成品QC组长作业指导书(SOP)/巡检记录表9镀膜耐水/高温测试仪器测试实验员水煮机半成品QC组长作业指导书(SOP)/水煮记录表10喷油全检QC 产品图纸/问题标准片/清洁布成品QC组长制品/成检验作业规范/个人检验报表11产品外观全检QC 成品QC组长装配检验作业指导书/外观检验表格12产品外观抽检OQC 成品QC 组长制品/成检验作业规范/出货检验报告13标签、序列号、装箱附件、包装质量自检操作人出货标签成品、附件及标签、纸箱 QC 组长制品/成检验作业规范/个人检验报表14产品外观抽检OQC 成品、附件及标签、纸箱品管组长制品/成检验作业规范/个人检验报表14成品入库产品外观、数量自检操作人成品品管组长图例说明:检查工序储存工序基本工序产品质量QC流程图生产工序注:喷油物理测试参照PVD物理测试批准: 审核: 编制:吴彩飞深圳市昊珊科技有限公司深圳市得邦真空科技有限公司不合格不合格不合格合格退货合格合格合格合格合格合格合格合格不合格不合格返工不合格返工不合格不合格不合格返工返工。
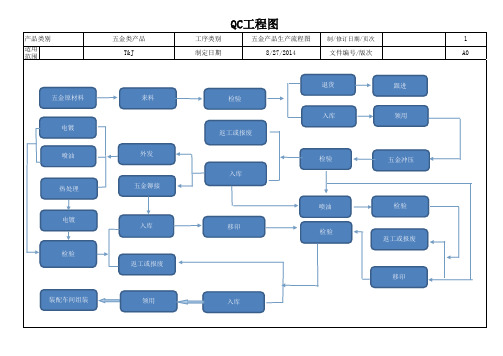
五金产品QC工程图
∨
目视 作业员/QC 外发送货单
热处理回厂
5
1、依据图纸要求
1、硬度
热处理炉
符合产品图纸要求
2、产品外观
依据抽样 计划
IQC抽检
硬度计 目视
作业员/QC
来料检验记 录
5
1、依据图纸要求
产品类别
适用
范围
序号
流程-工程名 称
五金类产品 T&J
作业标准/依据
外发电镀
6
1、依据图纸要求
7
入库2 1、依据库位要求执行
1、依据库位要求
拖车 库位要求 1、参照ERP系统要求;
全程监控 目视 作业员 入库记录
产品类别
五金类产品
适用
范围
序号
流程-工程名 称
T&J 作业标准/依据
说明:上接攻牙工序或一次成型(连续模)
13
物料确认 1、依据图纸要求; 2、生产计划;
1、依据铆接产品要求选用
14
调模
合适模具;
QC工程图
工序类别
QC工程图
产品类别
适用
范围
序号
流程-工程名 称
五金类产品 T&J
作业标准/依据
工序类别
制定日期
设备工装 夹具
管制项目
五金生产工序
8/27/2014 规格值 要求说明
制/修订日期/页次
文件编号/版次
首 检
巡 检
自 检
监控频率
检测仪器
执行者
2 A0 书面记录
1、《不合格品控制程序号》;
2、抽样计划;
来料
3、BOM文件; 4、产品图纸;
1
丝印QC工程图
控制频率
1次/炉
负责人
操作员 操作员 IPQC 组长
记录表单
5
丝印第二次 黑色
自检
1pcs/盘 操作员
1.设备/仪器点检表 2.首件报表 3.巡检报表 4.百格测试报表 5.油墨厚度测试报表
巡检 首检
5片/次/H 1pcs/盘 1片/次/H 2pcs/架 5pcs/架/H 1pcs/次
IPQC 操作员 技术员 IPQC 操作员 IPQC 操作员 IPQC 组长 1.设备/仪器点检表 2.首件报表 3.巡检报表 4.百格测试报表 5.IR油测试报表 6.IR孔颜色上下限度 样板,可见光波长 550nm 透过率< 10% 红外光波长850nm透 过率>60% 1.设备/仪器点检表 2.首件报表 3.巡检报表 1.设备/仪器点检表 2.首件报表 3.巡检报表
9
烘烤3
烤箱:烘烤温度、烘烤时间
作业指导书 巡检
控制计划(质量管理QC工程图)
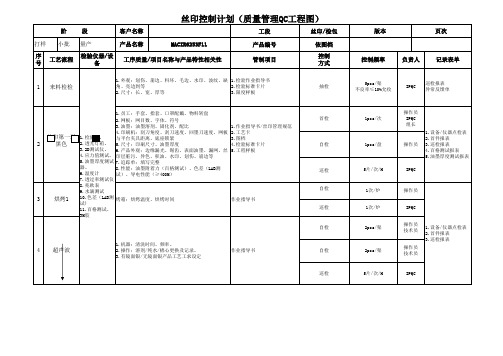
阶 打样 序 号 小批 段 量产 检验仪器/设 备 客户名称 产品名称 MACIR6253F11 工段 产品编号 丝印/检包 依图档 检测 方式
自检 作业指导书 巡检 5pcs/架/H IPQC
版本
页次
工艺流程
工序质量与产品特性相关性
丝印控制计划(质量管理QC工程图)
阶 打样 序 号 小批 工艺流程 段 量产 检验仪器/设 备 客户名称 产品名称 MACIR6253F11 工段 产品编号 管制项目 丝印/检包 依图档 控制 方式 控制频率 负责人 记录表单 版本 页次
工序质量/项目名称与产品特性相关性
1
来料检检
1.外观:划伤、崩边、料坏、毛边、水印、波纹、缺 角、亮边到等 2.尺寸:长、宽、厚等
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塞规
高度规 千分表/尺
制订
文件编号 版本/版次 页数
检测设备/工治具 叉车
电梯
若数量不足或 包装方式错误
要及时改善。
若有任何不良 应立即通知生 产部及IPQC改 善,且填写 “重工单”。
JH-CP-006 A/1 2OF3
改善措施 数量有误,产 品与料号不符 时 要查清楚及通 知FQC确认。
领料 喷油 检验
JH-CP-006 A/1 3OF3
流程
品质文件
检验 包装 终检 入库
制程检 验不管合制格 品检管验制标 准(规 书 生产制 程搬管运制与 包产装品管鉴 别作与业追标 准包书装作 业产说品明入 库不检合验格 品检管验制标 准工(程规图 面搬、运作与 包仓装储管管 理程序 产品出 货检验 管制程 序
粘贴标签、标签书写
入库 搬运与包装管制程序
领料 丝印
仓储管理程序
生产制程管制程序
制造命令单 生产制 程丝管印制作 业首标准 (工末程)图 面
移交单、入帐本
电脑帐 制造命令单 领料单 丝印自检表 首(末)件检查表 丝印日报表
料号
数量 材质、规格 数量、颜色、型号 颜色、位置 图案、字体 作业方法
移交单
料有误,由 IQC通知厂商 处理
进料检验记录表 材料不良通知书 进货验收单
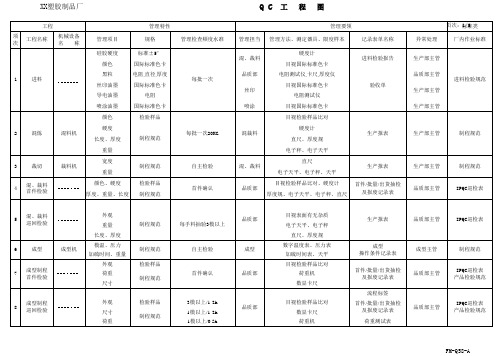
材质、外观、颜色 性能、尺寸 包装方式
样品、工程图面 测量 检验标准(规范) 目测
厂商送货单 、 入帐本 料号
电脑帐
数量
制造命令单
材质、规格
进货验收单 采购单 制造命令单
领料单
数量、颜色、型号
成型资料记录表
数量、速度、压力 材质特性
清点
尺寸、材质、外观
颜色、组装性能
样品
包装数量、包装方式 作业标准书
目测 测量
随时
叉车
电梯 喷枪 色卡
外观、结构 颜色、功能
频率 数量
膜厚计
一小时一次
色差仪
不少于该时段的1/10 色卡/百格刀
酒精测试仪
铅笔硬度计
随时
依MIL-STD-105E之 II-A级检验标准抽检
膜厚计 色差仪 色卡/百格刀
作业标准书
制程检 验管制 程序
不合格 品管制 程序
检验标 准(规 范)
记录 进货验收单 厂商送货单
成型-喷油-丝印QC工程图
重点管制特性
标准
品质特性 检验方法 检验频率或抽样依据
材质、规格、数量 采购单 颜色、型号、品名
目测 清点
随时
版本/版次 页数
A/1 1OF3
检测设备/工治具 叉车 电梯
改善措施
数量不对,通 知厂商处理, 材
作业标准书
目测 清点 目测
组装性能、材质 外观、尺寸、色泽
样品 作业标准书 检验标准(规范)
目视 测量
包装 生产制程管制程序 搬运与包装管制程序
产品鉴别与追溯管制程序
终检
作业标准书 包装作业说明书 产品入库检验管理程序 不合格品管制程序
检验标准(规范)
喷油日报表
FQC日报表 重工单
包装数量、包装方式 粘贴标签、标签书写 作业标准书
生产制 程管制 程序
制造命 令单
生产制程管制程序
制造命令单
领料单 喷油自检表
首(末)件作业指导书
首(末)件检查表
喷油检验规范、作业标准书 喷油日报表
制程检验管制程序
不合格品管制程序
IPQC日报表
作业标准书
品质异常处理单
检验标准(规范)
材质、规格
制造命令单
数量、颜色、型号
样品、色板 颜色、外观、手感 工程图面
目测 清点 目测 清点
产品抽样计划
卡尺/色差仪 冲击强度试验机 百格刀/三次元 破裂强度试验机
随时
防酒精测试仪 环测仪器 电气测试治具 硬度计
叉车 电梯 叉车
电梯
若品质不良则通知厂商处理
数量不符,通 知厂商处理, 材料 有误,由IQC 通知厂商处理
数量不符要查 清楚,材质
不符要通知工 程或IQC确认
制造命令单 工程图面 作业标准书 样品
清点实物与 料号核对 目测 清点
目测 测量
随时
酒精测试仪 铅笔硬度计 叉车 电梯 叉车 电梯
制定日期 发行日期 文件性质
核准
说明书
审核 成型-喷油-丝印QC工程图
制订
文件编号 版本/版次 页数
数量不符要查 清楚,材质 不符要通知工 程或IQC确认 若来料有问题,应知会生产部及仓 管,喷油件不良应改善正常后,方 可继续作业。
清点
随时
尺寸、材质、外观 工程图面
颜色、组装性能
样品
目测
包装数量、包装方式 作业标准书
测量
粘贴标签、标签书写 检验标准(规范)
依MIL-STD105E之
II-A级检验标 准抽检
审核
成型-喷油-丝印QC工程图
重点管制特性
标准
品质特性 检验方法 检验频率或抽样依据
料号
移交单
清点实物与
数量
料号核对
二/三次元
发行日期 文件性质 说明书流程品质文件厂商来料 仓储管理程序
搬运与包装管制程序
IQC检验 进料检验管制程序 不合格品管制程序 特采管制程序 进料检验规范
入库 仓储管理程序
搬运与包装管制程序
生产制 程管制 程序
领料
制造命 令单
生产制 程管制 程序
首
成型加工
(末) 件作业
指导书
作业标 准书
检验
生产计 划看板
如有任何不良通知生产部技术员, 改善正常后,方可继续作业。
若数量不足或包装方式错误 要及时改善。
若有任何不良应立即通知生 产部及IPQC改善,且填写 “重工单”。
数量有误,产品与料号不符时 要查清楚及通知FQC确认。 数量不符要查清楚,材质 不符要通知工程或IQC确认 若塑胶产品有 问生题产,部应;知丝会印 过正程常中后的,不方良可 继续作业。
改善正常后, 方可继续作业 。
修模( 保养)联络单 外观、尺寸、色泽 检验标准(规范) 目测
功能、颜色 数量 每模2穴时,至少5模, 塞规
工程图 面
作业标 准书
包装 终检
生产制 程管制 程序
搬运与 包装管 制程序
产品鉴 别与追 溯管制 程序
作业标 准书
包装作 业说明 书
产品入 库检验 管制程 序
不合格 品管制 程序
成型自检表
温度、时间、周期 生产计划看板
目测
首(末)件检查表 作业方法 成型日报表 IPQC日报表
作业标准书
累计
样品
随时
依实际情况
频率
一小时一次
千分表
品质异常处理单
组装性能、材质 作业标准书
外观、结构
每模4穴或以上至少3模 卡尺
随时确保机台 的生产条件, 如有
异常,立即知 会相关人员处 理。
如有任何不良 通知生产部技 术员,
检验标 准(规 范)
工程图 面
作业标 准书
核准
制定日期
发行日期
文件性质
说明书
流程
品质文件
入库
搬运与 包装管 制程序
仓储管 理程序
成型日报表
FQC日报表 重工单
记录 移交单、入帐本 电脑帐
工程图面
测量
每模1穴时,至少10模 高度规
尺寸
频率 二小时一次 数量 1模
二/三次元 千分尺
包装数量、包装方式 作业标准书 粘贴标签、标签书写