APS高级生产排程实操步骤
APS生产排程解决方案

APS生产排程解决方案随着制造业的发展,企业面临着越来越复杂的生产排程问题。
生产排程是指将生产计划转化为一系列生产任务,并确定其优先级、开始时间和完成时间的过程。
它不仅需要考虑原材料的供应、生产设备的利用率,还需要考虑生产任务之间的依赖关系、生产能力的限制、交货时间的要求等多个因素,因此排程过程非常复杂。
在这种情况下,很多企业选择使用APS系统来解决生产排程问题。
什么是APS系统APS是Advanced Planning and Scheduling的缩写,指的是高级计划与排程系统。
它是一种专门用于生产排程的软件系统,它可以通过数据分析和算法计算出最优的生产排程方案,以确保企业生产计划的准确性和执行性。
APS系统通常与ERP系统(企业资源规划系统)集成使用,以便实现全面的生产计划、需求和库存管理。
APS系统的优点使用APS系统可以带来以下优势:提高生产效率APS系统可以通过优化生产计划和排程来提高生产效率。
排程算法可以计算出最优的生产顺序、最短的生产周期,从而有效地减少生产时间和成本。
确保准确交货生产计划和排程决定了产品何时交付。
使用APS系统可以确定最佳的交付时间,并确保产品按时交付,从而提高客户满意度。
优化库存管理APS系统可以根据生产计划和需求预测,准确计算所需库存数量,并自动调整所需的和可用的库存量。
这样可以减少库存成本并优化库存管理。
提高生产灵活性APS系统可以随时调整生产计划以满足不同的需求。
无论是由于客户最终需求的变化、原材料供应问题还是机器故障等,都可以通过APS系统对生产计划进行精细的调整,以避免生产延误和成本增加。
APS系统的应用APS系统在以下行业的生产排程中得到了广泛的应用:制造业制造业生产过程复杂,需要考虑原材料的供应、生产任务依赖关系、交货时间等多个因素。
使用APS系统可以优化生产计划、排除物料短缺问题、改进生产效率,并且降低库存成本。
快消品业快消品产业面临着高度竞争和瞬息万变的市场。
高级计划系统(APS)中生产计划排程

高级计划系统(APS)中生产计划排程供应链管理(SCM)涉及企业间的集成以及在产销网络中协调物流和信息流的各个方面。
作为企业信息中枢的ERP系统,现在已经在许多企业中用于作业处理和定单执行。
高级计划系统(APS,Advanced Planning Systems)作为ERP的补充,用于协调物流、开发瓶颈资源和保证交货日期。
APS应用各种优化技术,并根据企业的商业目标来改进计划。
APS包括需求和供应计划、运输和生产计划排程等各种供应链计划模块,本文主要介绍APS中生产计划排程(Production Planning and Scheduling)模块的基本原理[1]。
决策状况描述生产计划排程的目的是为车间生成一个详细的短期生产计划。
排产计划(Production schedule)指明了计划范围内的每一个定单在所需资源上的加工开始时间和结束时间,也即指出了在给定资源上定单的加工工序。
排产计划可以通过直观的甘特图(Gantt chart)形式给出。
排产计划的计划间隔可以从一天到几周,取决于具体的工业生产部门。
合理的计划长度取决于几个因素:一方面,它至少应当涵盖与一个定单在生产单元中最大的流动时间(flow time)相对应的时间间隔;另一方面,计划间隔受到已知顾客定单或可靠需求预测的可用性限制。
很显然,只有当排产计划适度稳定时,在一个资源上进行定单排程才是有用的。
也就是说,它们不应受不期望事件经常变化的影响(如定单数量改变或中断)。
对某些生产类型(如job shop),生产计划排程需要对(潜在)瓶颈资源上的任务定单进行排序和计划;而对另一些生产类型(如成组技术),生产计划排程要能自动地、按时段检查资源组的能力,看其是否能够在下一个时间段内完成成组加工的一组定单。
然后,可以手工排序这组定单在下一个时间段内的加工次序。
排产计划任务能够而且也应当分散来做,这样可以利用每个地点人们的专业知识和车间当前状况的知识(例如人员的可用性)。
APS高级生产计划与生产排程
大数据分析:利用 大数据技术对生产 数据进行深入分析, 优化生产流程,提 高生产效率。
物联网技术:实现设 备与APS的实时连接, 提高生产数据的实时 性和准确性。
云计算技术:提供弹 性的计算和存储资源, 支持大规模生产数据 的处理和分析。
APS在智能制造领域的应用前景
APS与智能制造的融合,实现生产过程的智能化和自动化
生产排程:根据 生产计划和实际 生产情况,对生 产流程进行优化 排程,提高生产 效率和资源利用 率。
实时监控与调整: 对生产过程进行 实时监控,及时 发现和解决生产 中的问题,确保 生产计划的顺利 实施。
数据分析与预测: 通过对历史数据 和实时数据的分 析,预测未来的 市场需求和生产 趋势,为生产计 划的制定提供有 力支持。
汇报人:XX 汇报时间:20X-XX-XX
APS高级生产计划与生产排程的原 理
生产计划与排程的基本原理
生产计划与排程的概念定义 生产计划与排程的目标和原则 生产计划与排程的流程和步骤 生产计划与排程的优化方法
APS的计划与排程算法
计划算法:基于约束理论,考虑多种生产约束条件,制定最优的生产计划。 排程算法:采用启发式搜索和优化算法,快速生成可行的生产排程方案。 算法特点:支持多工厂、多车间、多设备的协同生产计划与排程,提高生产效率。 算法应用:广泛应用于离散制造业,实现生产计划的精细化管理。
APS系统的培训和推广
培训内容:介绍APS系统的基本概念、原理和功能 培训方式:线上培训、线下培训、企业内部培训等 推广方式:通过行业会议、企业交流、宣传资料等方式推广APS系统 实施效果:提高生产效率、降低成本、优化资源配置等
APS高级生产计划与生产排程的案例 分析
案例一:某制造企业的APS应用
APS精益生产排程系统操作_2
APS精益生产排程系统操作1. PDM120工作中心基本资料.(执行今PDM 产品工艺数据今PDM120工作中心基本资料)说明:主要是用于维护车间机台及设备的工作中心基本资料并进行群组分配执行(E):厉史⑺ 收菽夫⑺ 工具仃) 窃口 (W) 据助(H) 口 DMS 文档管理►PDM125工作中心线体资料 PDM130工艺基本资料 PDM140工步基*资料 PDM150模治具基卒资料 PDM155模具ABC 标管理 PDM156漠具分类基本资料 PDM160品号基卒资料 PDM161产品分类基本资料 PDM171 超级 BOMPDM175相同产品工艺查询 PDM190产品工艺数据批量替扌奂 PDM200产品工SBOM 物料批量替换 PDM210产品工艺物料明细表 PDM211产品ABC 标管理 PDM300产品基础信息童询PDM 产品工艺数据PDM120工作中心基本资料URP/I 客戶需求管理 ► APM 高级计划管理 ► APS 智能优化排程►AMRP 高级物料需求计划 ► ME5制造执行系统► 5RM 供应商需求省理 ► INV 库存管理 ► SYS 系统管理 ►退出旳w m分厂:「h叵]选擇圭部L 叼箱英淞脸L根据工作中心编号及车间群组显示所筛选的工作中心.国执行伺历史位収藏兴(日工具①窗口㈣帮助(也AP5310生严订单总控台 PDM120工作中心基本资料Qh 搜索案件搜索结APS310生产订单总控台PDM120工作中心基本资斜 M%搜索条件 包搜索結果 [阳查钱g 打印 •预览L- --- f第一步| 新焙]学复制为一0詰辑磴作废 取消作废丨/刷靳,获啟接□数据作为组?组工作中心編号 组工作中心名称第四步分厂编 nnni __分厂名称车间0202629e-c55e-49f1-8e 正常 INJ094A82tt;INJ094^i 塑 H ・1・分类4: 作为组?:第二步分厂: 车间: 线别:工作中心排序号: 工作中心颜色: 工作中心高度: 备注:第三步确定(F8) 应用〔F9) 轄英塑胶厂取消〔Esc)轉执行© 历史(Q 収换夬(巳工具(I) 窗□(妙莘助(也状态 工作中心编号工作中心名称 基本护展替换 工作中心:状态:工作中心缩号: 工作中心名称: 吨位分组:分类3: 工作中心编号工作中心名称滋放弃新焰 35^增加或更改车间群组(执行9SYS系统管理9C0DE常用代码)第一步:点击”添加”显示以下属性对话框. 第二步:输入编号/名称/序号等必要资料 第三步:点击”确定”则增加了车间群组.第四步:点击”编辑”则可以更改相应的群组信息,确认后保存*安达AndafaAX [CODE 常用代码]第一步 第四步:代碣类型;部门、牟间 十刷新® |岸1湎加 隹:编辑⑥ X 删除射| 口共闭(2)巒执行® 历史(Q 收藏夬(巳 工具(D 窗口 (型 垮助(也 CODE 1®用代码Qi艺基本资料工艺数据TPDM130工艺基本资料)示各工序的代号及名称,同时根据工序的生产性质设置排程优化规则・PDML20工作中心基本资料 PDM1Z5工作中心线体资料PDM130工艺基本资料 PDM140工步基本资料 PDM150模治具基本资料 PDM155摸具阳2标管理 PDML56模具分类基本资料 0 PDM160品号基本资料PDM161产品分类基本资料电 PDM171超级EOMPDML75相同产品工艺宜询 PDM190严品工艺數据批量替换 PDM200广品工艺EO1扔料批量替换 PDM210产品工艺物料明细表执行(E) 历史(町收藏夹(F) Z_ DMS 文彳当管理 口 PDM 产品工艺数据CRM 容戸需求管理 APM 髙级计划管理 AP5智能优化排程 AMR.P 高级物料需求计划 ► MES 制造执行系统 ► SR 何供应商需求管理 ► INV 库存管理 ► SY5系统管理►退出(冷工具⑺ 窗口(妙 帮助(H)PDM211严品ABC标管理PDM300产品基础信息童询第一步:如果更改参数点击”编辑”按钮 > 则显示属性对话框. 第二步:根据工序设置加工工时单位秒或”小时” 第三步:根据工序设置”排程优化规则“•安达发Andafa AX - [PDM1 30工艺基本资料]■ 执行(巳厉史(d收藏夬(曰工具(1) 窃□(回帮助(d )PDM130工艺基本资料 □ !搜索条件乙搜索结果:弟宜找亍艺代号工艺 562 袱态 1正常 正常 570 10 正常 正常 正常 正當 正常 正窜 正常 正常 571 572 573 574 576 577 578 57911正常 581新增 曲复制为I 目 缄辑⑥;I 2刷新 、获取接□数据 分厂名称打磨EMI 涂码 粘胶水塡充 雷能 过局炉 锣水口、冲孔 组装精英塑胶厂 楕英塑胶厂藉英塑胶厂 精英塑胶厂 楷英塑胶厂 藉英塑胶厂精英塑胶厂 精英塑胶厂 精英塑胶厂 精英塑胶厂 韬英塑胶厂优化规则► 1l少换料S 目同扔料的尽屋一起做)2少换产(彳目同产品的尽屋一起做)3名换模(相同模逆具的尽量一起做)排程优化规则工艺类型类型2 优化算法工作中心名称分批处理规则 工作中尤、规则 第…步(执行9PDM产品工艺数据9PDM171超级BOM)说明:针对产品工序及工作中心的维护/修改及确认•(排程之前首选要确认产品的工艺树是已确认的状态)CRM客戸需求营理h APM為级计戈U芒理►APS智陀优化诽程►AM5.P高綴初料需衣讨划►MES匍」造机行采幼►SRM供应15爲求雀理►INV膵存爸理►SYS并蜿芒理►廻迄(冷P0M125工作中心线体變料PDM130 工N3S#遠倒PDM140工步¥年黃卿PDM1S0拱泊貝基本赍料PDM1S5 WfiABC标奁理PDM156抿貝分关至本资料O PDM16O品号芨斗涼糾PDM161产品分•类藹本遗料PDM171PDM175相问L品工NS伽PDM190严品工壬数据批圣甘拗P0M200 L品工艺P3 物料lfc:£答按: PDM210产品工艺物)料朝细五PDM211严JMBU标笛理PDM33O广品荃础fSQiS徇srarr 二odmirKi?理仍)CP001S:8098 axdb_j:rd 6.209.1228.3535 w^w..^10:0^:06T安达发Andafa AX口回冈执行乍)历史(巾咬飓兴(f=)工貝(T) ®D(VZ)秸肋(H〉!! DM3衣:档苦理卜cm口:品号栏中输入相对应的工序•(如570)■安达发Andafa AX [PDM171 超级BOM]W执行(巳历史(丫)收赫夹(F)工具⑴窗EJ(W)帮助(H)APS310生严订单总控台PDM171 翅级BOM J搜索条件搜索结果分类列表|:级搜索饶位高毁状态: 修订中己提交已确认分厂:Q回选择全部•叼蓿英共和厂二回蒂英塑胶厂I570-品名:说明:加工方式: 版本:分组: I®:I新増曰保存| 2刷新I曲复制对[确认I鼻导入当前B81上M |三~|工艺树一| B0MP展升||文档|戾犍阙|帝o o 除SalQQQ J◎嗇2刷新*工艺代号工艺562570注塑571EMI572涂码厂工艺万工艺树阳工时巨乍中心治工具『添加◎移除諮全选尙諾空选择黑反选黒否可用是首选?工作中心编a工作中兀第一步:选中相应的已确认状态中的工序编号(如570*0428100-0700)双击 第二步:查看是否显示相应的工艺(如570注塑)第三步:查看其相应的工作中心和治工具(对应模具)资料是否正确和完整 第四步:,点击”取消确认”对需要修改的地方进行更改•完成后重新”确认”________________________________ 第一步;|新増泊保存|囱刷新p状态 工厂 工L 名称 品号2434 隆订中P001精英塑... 570-P0427600-0102 h 2435 修订中 P001 精英塑… 570-P0427600-0200 h 2436 隆订中 P001 精英塑… 570-P0427600-1900 h 2437 修订中 P001 精英塑… 570-P0427700-0102 h 2438 懂订中 P001 精英塑… 570-P0427700-0200 h 2439 修订中 P001 精英塑… 570-P0427710-0700 C 2440 己确认 P001 精英塑… 570-P0427720-0700 II 2441 修订中 P001 精英塑… 570-P0427730-0700 h 2442 己确认 P001 精英塑… 570-P0427740-0700 h 2443 己确认 P001 精英塑… 570-P0427800-0101 h 2444 己确认 P001 精英塑… 570-P0427800-0102 h 2445 己确认 P001 精英塑… 570-P0427800-0200 h 2446 修订中 P001 精英塑•••570-P0427300-0101h 2447 修订中 P001 蓿英塑・・・ 570-P0427900-0102 h 2448 修订中 P001 精英塑... 570-P0427300-0200 h 2449 己确认 P001 精英塑… 570-P0428000-0101 h 2450 己确认 P001 精英塑… 570-P0428000-0102 h 2451 己确认 P001 精英塑… 570-P0428000-0200 h 2452 己确认 P001 精英塑… 570-P0428100-0102 K — 2453 己确认 P001 精英塑… 570-P0428100-0200 h ► 2454 已确认 P001 精英塑… 570-P0428100-0700 I 2455 修订中P001精英塑…570-P0428200-0101h搜索条件攪索结果分类列表 A 工艺万工艺材第四步X 取消确认•&rpj7y| —般「工艺树| BOMPJ^卄]必加彳头:池路径||成本pt 570£血2创如・・0700 Out 日Co胺g ]刷新第三步/工艺特征能力工时匸作中心[|治工具|物料工步。
aps计划排程步骤

aps计划排程步骤APS计划排程步骤在生产过程中,为了提高生产效率和资源利用率,许多企业都采用了APS(Advanced Planning and Scheduling)计划排程系统。
APS 是一种基于计算机的生产计划排程工具,可以帮助企业进行生产计划制定、资源分配和订单调度等工作。
下面将介绍APS计划排程的具体步骤。
一、需求预测需求预测是APS计划排程的第一步,它是根据历史数据和市场趋势来预测未来一段时间内的产品需求量。
通过需求预测,企业可以制定合理的生产计划,避免产能过剩或供应不足的情况。
二、产能规划在需求预测的基础上,企业需要进行产能规划。
产能规划是指根据企业的生产能力和资源情况,确定一定时间内的生产计划。
通过合理的产能规划,企业可以充分利用资源,提高生产效率。
三、物料需求计划物料需求计划是指根据产品的生产计划和BOM(Bill of Materials)表,计算出所需的原材料、零件和半成品的数量和时间。
通过物料需求计划,企业可以及时采购所需的物料,避免因物料短缺导致的生产延误。
四、排程排程是将生产计划和物料需求计划转化为具体的生产任务和工序安排的过程。
在排程过程中,需要考虑生产线的可用性、工序之间的依赖关系和优先级等因素。
通过合理的排程,可以确保生产任务按时完成,并最大程度地提高生产效率。
五、订单调度订单调度是指根据生产计划和排程结果,对订单进行合理的调度安排。
在订单调度过程中,需要考虑订单的紧急程度、交货时间和资源利用率等因素。
通过优化订单调度,可以提高订单交货的准时率和客户满意度。
六、生产执行生产执行是将排程和订单调度转化为实际的生产活动的过程。
在生产执行过程中,需要监控生产进度、处理异常情况,并及时调整生产计划和排程安排。
通过有效的生产执行,可以确保生产任务按时完成,并提高生产效率和质量。
七、反馈和改进反馈和改进是APS计划排程的最后一步。
通过对生产过程的监控和评估,可以及时发现问题并采取相应的改进措施。
APS生产计划的解决方案
APS生产计划的解决方案一、引言生产计划是企业生产运营的重要组成部分,对于提高生产效率、降低成本、提升客户满意度具有重要意义。
为了有效管理生产计划,许多企业引入了APS (Advanced Planning and Scheduling)系统。
本文将详细介绍APS生产计划的解决方案,包括系统的功能、优势以及实施步骤等。
二、APS生产计划解决方案的功能1.需求预测:通过分析历史销售数据、市场趋势以及其他相关因素,APS系统能够准确预测产品的需求量,帮助企业合理安排生产计划。
2.产能规划:根据企业的生产能力和资源状况,APS系统能够制定合理的产能规划,确保生产计划与实际情况相匹配。
3.排程优化:APS系统能够根据生产设备的状况、工艺流程以及订单优先级等因素,优化生产计划的排程,提高生产效率和交货准确率。
4.库存管理:APS系统能够实时监控库存水平,根据销售预测和生产计划,合理安排原材料和成品的采购和生产,避免库存过剩或不足的情况发生。
5.交货日期管理:通过与供应商、物流公司等外部合作伙伴的信息共享,APS 系统能够实时跟踪订单的交货情况,及时调整生产计划,确保按时交付客户订单。
三、APS生产计划解决方案的优势1.提高生产效率:APS系统能够将生产计划与实际生产情况实时对接,及时发现生产中的问题,并进行调整,从而提高生产效率。
2.降低成本:通过合理安排生产计划,避免库存过剩和不足的情况,减少了库存成本和生产线停机的损失,降低了企业的运营成本。
3.提升客户满意度:通过准确预测需求、优化排程和及时交付订单,APS系统能够提高交货准确率和交货速度,提升客户满意度,增强企业竞争力。
4.增强决策能力:APS系统提供了丰富的数据分析功能,帮助企业管理层进行决策,优化生产计划,提高企业整体运营效果。
四、APS生产计划解决方案的实施步骤1.需求分析:与企业管理层和相关部门沟通,了解企业的生产计划需求和问题,明确实施APS系统的目标和范围。
APS高级生产排程实操步骤
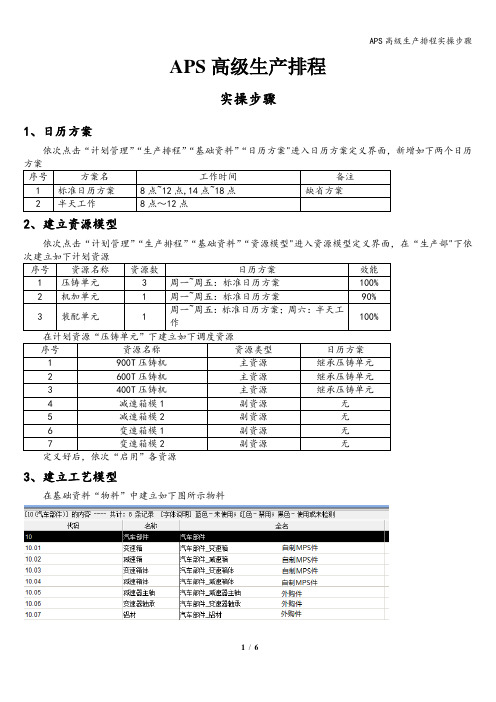
APS高级生产排程实操步骤1、日历方案依次点击“计划管理”“生产排程”“基础资料”“日历方案"进入日历方案定义界面,新增如下两个日历方案序号方案名工作时间备注1标准日历方案8点~12点,14点~18点缺省方案2半天工作8点~12点2、建立资源模型依次点击“计划管理”“生产排程”“基础资料”“资源模型"进入资源模型定义界面,在“生产部"下依次建立如下计划资源序号资源名称资源数日历方案效能1压铸单元3周一~周五:标准日历方案100%2机加单元1周一~周五:标准日历方案90%3装配单元1周一~周五:标准日历方案;周六:半天工作100%在计划资源“压铸单元”下建立如下调度资源序号资源名称资源类型日历方案1900T压铸机主资源继承压铸单元2600T压铸机主资源继承压铸单元3400T压铸机主资源继承压铸单元4减速箱模1副资源无5减速箱模2副资源无6变速箱模1副资源无7变速箱模2副资源无定义好后,依次“启用”各资源3、建立工艺模型在基础资料“物料”中建立如下图所示物料分别建立变速箱(10。
01)、减速箱(10.02)、变速箱体(10.03)、减速箱体(10。
04)的BOM,如下图所示:变速箱BOM减速箱BOM变速箱体BOM减速箱体BOM建好后将上述BOM审核并使用依次点击“计划管理”“生产排程"“基础资料”“工艺模型”进入工艺模型定义界面,点“新增组别”建立组别“实验”,在“实验”组别下面导入“变速箱”“减速箱”BOM;导入后,“变速箱”“减速箱"的初始工艺模型均为如图1模式,点修改,通过拖拉将“变速箱”的工艺模型设计为如图2所示,“减速箱”的工艺模型设计为如图3所示:图1 初始工艺模型箱体压铸箱体机加总装图2 变速箱工艺模型主轴机加图3 减速箱工艺模型4、排程体验"进入主计划排程界面,点“导入”,将上述四个销售订单导入系统,进行“排程”“确认"“下达"“反下达”“反确认"“取消排程”“手工拖拉订单甘特图”“手功拖拉(拆分)资源负荷甘特图”“挂起"“反挂起”等操作,理解各操作的意义,掌握各操作的应用场景;当有任务下达后,依次点击“计划管理”“生产排程"“主计划排程”“关键物料需求表”进入关键物料需求查看界面,查看各物料的详细需求,理解此功能的含义与应用场景5、汇报依次点击“计划管理"“生产排程”“执行汇报”“执行汇报”进入执行汇报界面,过滤出某资源在时间范围内的任务,在任意地方输入完工数量,返回主生产排程界面,观察界面变化,理解此操作的含义与应用场景;将某个订单的任务全部汇报完,回主生产排程界面,进行“结案”,“反结案"操作,理解操作意义与应用场景。
APS计划系统和生产排程系统的基本原理和排程步骤

APS计划系统和⽣产排程系统的基本原理和排程步骤APS⾼级计划与排程系统作为ERP和MES之间的桥梁,是承上启下的作⽤,⽤于协调物流、开发瓶颈资源和保证交货⽇期。
APS系统包括需求和供应计划、运输和⽣产计划排程等各种供应链计划模块,下⾯主要介绍APS中⽣产计划排程模块的基本原理。
⼀、APS系统基本原理和排程步骤APS⾼级计划排程是实时的、动态集成的、基于内存计算,主要⽤于车间订单⼯序的排程。
是基于事件的有限约束排程,意味是实时的考虑⽬前的负荷和能⼒和材料供应等多因素。
可以⽀持不同的优化⽅法,考虑基于规则的资源和⼯序选择如最少换装时间、最⼩闲散时间和尽可能的迟考虑排序的相关性等。
APS⾼级计划排程系统⼀般分三步:预见性排程,可以给⼀组订单预先准备优化的排程。
响应性排程,可以在多变的环境中适应变化以维护可⾏的排程。
交互性排程,可以⽤⽢特图触摸屏⼿⼯拖拉⼯序排程调度。
⽣产计划排程的⽬的是为车间⽣成⼀个详细的⽣产计划,⽣产排产计划明确给出了计划范围内的每⼀个订单在所需资源上的加⼯开始时间和结束时间,也给出了在所需资源上订单的加⼯⼯序,⽣产排产计划可以通过⽢特图和数据报表可视化查看。
⼆、排产计划⽣成由车间模型⽣成排产计划的⼀般程序可简单地描述为下⾯6个步骤:▊建模车间模型必须详细地配置⽣产⼯艺、BOM物料构成和相应的资源约束,以便以最⼩的成本⽣成可⾏的⽣产计划。
由于⼯⼚制造产品的能⼒只受潜在瓶颈资源的限制,因此,我们只需对车间现有全部资源的⼀部分,也就是将可能成为瓶颈的资源,建⽴⼀个清晰的模型。
关于建模⽅法的细节我们将在后⾯进⼀步阐述。
▊提取需要的数据⽣产计划排程使⽤的数据来⾃ERP系统导⼊、EXCEL导⼊或者APS系统⼿⼯录⼊,数据主要包含物料、销售订单、主⽣产计划和需求计划等。
⽣产计划排程仅利⽤这些模块中可⽤数据的⼀个⼦集,因此,在建⽴⼀个⽣产单元的模型时,必须指明它实际需要哪些数据。
▊⽣成⼀组假定(⽣产状况)除了上述数据源中接收的数据之外,车间或⽣产单位的决策者或许对车间当前或未来的状况会有更进⼀步的预测和判定,这些信息在其它地⽅(如软件模块中)是不能得到的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
APS高级生产排程
实操步骤
1、日历方案
依次点击“计划管理”“生产排程”“基础资料”“日历方案”进入日历方案定义界面,新增如下两个日历方案
在基础资料“物料”中建立如下图所示物料
分别建立变速箱(10.01)、减速箱(10.02)、变速箱体(10.03)、减速箱体(10.04)的BOM,如下图所示:
变速箱BOM
减速箱BOM
变速箱体BOM
减速箱体BOM
建好后将上述BOM审核并使用
依次点击“计划管理”“生产排程”“基础资料”“工艺模型”进入工艺模型定义界面,点“新增组别”建立组别“实验”,在“实验”组别下面导入“变速箱”“减速箱”BOM;导入后,“变速箱”“减速箱”的初始工艺模型均为如图1模式,点修改,通过拖拉将“变速箱”的工艺模型设计为如图2所示,“减速箱”的工艺模型设计为如图3所示:
图1 初始工艺模型
箱体压铸箱体机加总装
减速箱各计划工序主要产能参数如下表:
减速箱各计划工序其它主要参数
资源在时间范围内的任务,在任意地方输入完工数量,返回主生产排程界面,观察界面变化,理解此操作的含义与应用场景;将某个订单的任务全部汇报完,回主生产排程界面,进行“结案”,“反结案”操作,理解操作意义与应用场景。