《焊材复验报告》模版
焊接材料报验表
GB50319-2000A9 工程材料/构配件/设备报审表工程名称:临沂金锣文瑞高低温车间制冷设备配件维修安装工程编号:01致:临沂金锣文瑞食品有限公司(建设单位)我方2015 年 3 月5日进场的工程材料/构配件/设备数量如下(见附件)。
现将质量证明文件及自检结果报上,拟用于下述部位:用于本工程管道、吊架、支架的焊接请予以审核。
附件:1:数量清单1份2:材料入库单3份3:质量证明书3份4:合格证贴条3份承包单位(章):项目经理:日期:审查意见:经检查工程材料/构配件/设备,符合/不符合/设计文件和规范的要求,准许/不准许进场,同意/不同意使用于拟定部位。
项目监理机构(章)总/专业监理工程师日期材料、成品、半成品进场验收记录0 0 1工程名称临沂金锣文瑞高低温车间制冷设备配件维修安装工程施工单位济南大森制冷工程有限公司分项工程名称管道及配件安装建设单位临沂金锣文瑞食品有限公司序号产品名称型号规格数量合格证号复验记录复验量检测手段1 电焊条E4303(J422)Φ3.2mm 150箱附后150箱合格证、材质单、外观、工艺性能2 氩弧焊丝THT-304 Φ2.5mm 100KG 附后80KG 合格证、材质单、外观、工艺性能3 氩弧焊丝THT50-6(ER50-6)Φ2.5mm 100KG 附后80KG合格证、材质单、外观、工艺性能4567891011验收结论:1.经检验该焊材符合合同及招标文件要求;2.合格证、材质单、齐全;3.外观、工艺性能符合要求,验收合格,同意入库;施工单位:项目专业技术(质量)负责人:专业质量检查员:(公章)年月日建设单位:(建设单位项目专业技术负责人):年月日焊接材料验收入库单工程名称:临沂金锣文瑞高低温车间制冷设备配件维修安装工程编号:001焊材名称焊条牌号E4303(J422) 焊材编号T1501-01 规格Φ3.2 数量150箱进场日期2015-03-05供货单位济南天瑞登峰焊接材料有限公司生产厂家淄博齐鲁焊业有限公司出厂日期2014-03-02质证书号20145251 批号059 焊材标准GB/T5117-2012 NB/T47018-2011检验结果质证书审查符合要求焊条外观质量包装受潮情况药皮锈蚀情况良好未受潮良好无腐蚀工艺性能符合工艺要求工艺性能试验报告单号20145251焊丝包装检查锈蚀情况直径实测尺寸,mm焊剂包装检查受潮情况颗粒检查复检结果及报告编号(当有复验要求时):结论经检验该焊材符合GB/T5117-2012 NB/T47018-2011标准,验收合格,同意入库。
原焊接材料检验报告
如本表某栏目不够可另附附件。
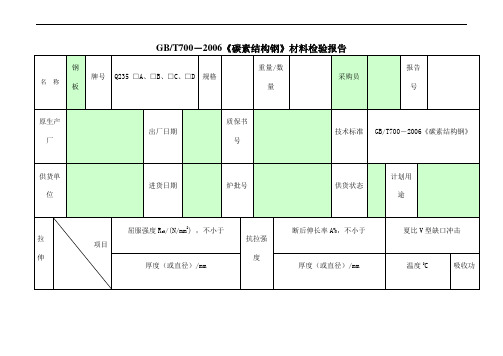
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T1591-1994《低合金高强度结构钢》材料检验报告如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T1591-1994《低合金高强度结构钢》材料检验报告如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T5117-1995《碳钢焊条》检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T14957-1994《溶化焊用焊丝》检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T8110-1995《气体保护电弧焊碳钢、低合金用焊丝》检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)原(焊)材料检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。
检验编号示例:08(年号)M(材料责任人代号)018(检验顺序号)GB/T8163-1999《输送流体用无缝管》材料检验报告本表路线:一式二份,检验员自留一份,另一份:材料检验员→材料质控责任人→需要时监检→检验科→归档(归档在当年材料档案内,保存期≥7年)如本表某栏目不够可另附附件。
焊材复验
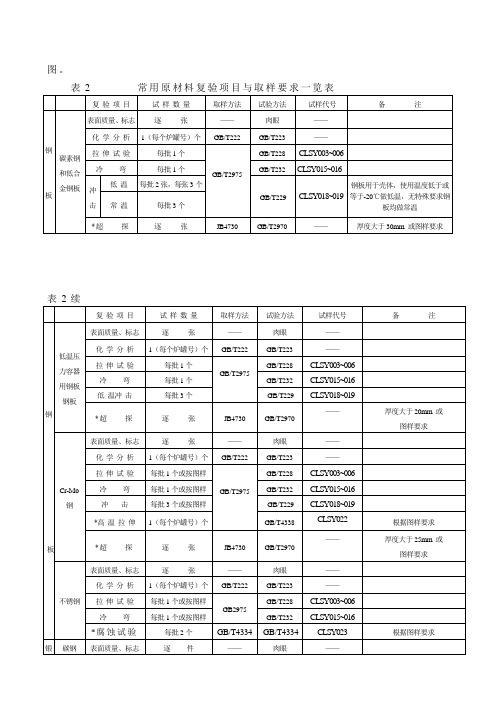
——
肉眼
——
化学分析
1(每个炉罐号)个
GB/T222
GB/T223
——
拉伸试验
每批1个
GB/T2975
GB/T228
CLSY003~006
冷弯
每批1个
GB/T232
CLSY015~016
低温冲击
每批3个
GB/
CLSY018~019
*超探
逐张
JB4730
GB/T2970
——
厚度大于20mm或
冲击
低温
每批2张,每张3个
GB/T229
CLSY018~019
钢板用于壳体,使用温度低于或等于-20℃做低温,无特殊要求钢板均做常温
常温
每批3个
*超探
逐张
JB4730
GB/T2970
——
厚度大于30mm或图样要求
表2续
复验项目
试样数量
取样方法
试验方法
试样代号
备注
钢
板
低温压力容器用钢板钢板
表面质量、标志
图样要求
Cr-Mo钢
表面质量、标志
逐张
——
肉眼
——
化学分析
1(每个炉罐号)个
GB/T222
GB/T223
——
拉伸试验
每批1个或按图样
GB/T2975
GB/T228
CLSY003~006
冷弯
每批1个或按图样
GB/T232
CLSY015~016
冲击
每批3个或按图样
GB/T229
CLSY018~019
*高温拉伸
1(每个炉罐号)个
GB/T4338
焊接材料复试报告
焊接材料复试报告您需要后才可以 |焊接是维修电子产品很重要的一个环节。
电子产品的故障检测出来以后,紧接着的就是焊接。
焊接电子产品常用的几种加热方式:烙铁,热空气,锡浆,红外线,激光等,很多大型的自动焊接设备都是采用其中的一种或几种的组合加热方式。
常用的焊接工具有:电烙铁,热风焊台,锡炉,BGA焊机焊接辅料:焊锡丝,松香,吸锡q1an9,焊膏,编织线等。
电烙铁主要用于焊接模拟电路的分立元件,如电阻、电容、电感、二极管、三极管、场效应管等,也可用于焊接尺寸较小的QFP 封装的集成块,当然我们也可以用它来焊接CPU断针,还可以给PCB板补线,如果显卡或内存的金手指坏了,也可以用电烙铁修补。
电烙铁的加热芯实际上是绕了很多圈的电阻丝,电阻的长度或它所选用的材料不同,功率也就不同,普通的维修电子产品的烙铁一般选用20w-50w。
有些高档烙铁作成了恒温烙铁,且温度可以调节,内部有自动温度控制电路,以保持温度恒定,这种烙铁的使用性能要更好些,但价格一般较贵,是普通烙铁的十几甚至几十倍。
纯洁锡的熔点是230度,但我们维修用的焊锡往往含有一定比例的铅,导致它的熔点低于230度,最低的一般是180度。
新买的烙铁首先要上锡,上锡指的是让烙铁头粘上焊锡,这样才能使烙铁正常使用,如果烙铁用得时间太久,外表可能会因温度太高而氧化,氧化了的烙铁是不粘锡的,这样的烙铁也要经过上锡处理才能正常使用。
焊接:撤除或焊接电阻、电容、电感、二极管、三极管、场效应管时,可以在元件的引脚上涂一些焊锡,这样可以更好地使热量传递过去,等元件的所有引脚都熔化时就可以取下来或焊上去了。
焊时注意温度较高时,熔化后迅速抬起烙铁头,那么焊点光滑,但如温度太高,那么易损坏焊盘或元件。
补PCB布线PCB板断线的情况时有发生,显示器、开关电源等的线较粗,断的线容易补上,至于主板、显卡、笔记本的线很细,线距也很小,要想补上就要麻烦一些。
要想补这些断线,先要准备一个很窄的扁口刮刀,刮刀可以自已动手用小螺丝刀在磨刀石上磨,使得刮刀口的宽度与PCB板布线的宽度差不多。
钢筋焊接件力学工艺性能(复检)试验报告(模板)
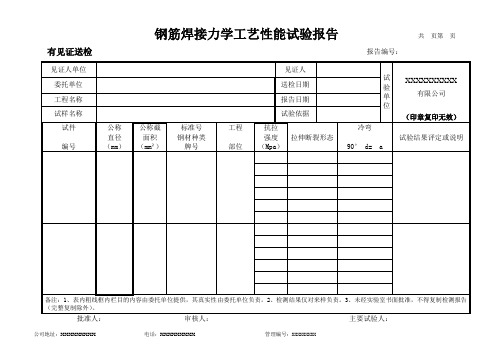
备注:1、表内粗线框内栏目的内容由委托单位提供,其真实性由委托单位负责。2、检测结果仅对来样负责。3、未经实验室书面批准,不得复制检测报告
(完整复制除外)。验人:
公司地址:XXXXXXXXX
电话:XXXXXXXXX
管理编号:XXXXXXXXX
有见证送检
钢筋焊接力学工艺性能试验报告
报告编号:
共 页第 页
见证人单位 委托单位 工程名称 试样名称
试件
编号
公称 直径 (mm)
公称截 面积 (mm²)
标准号 钢材种类
牌号
工程 部位
见证人
送检日期
报告日期
试验依据 抗拉 强度 拉伸断裂形态 (Mpa)
试 验 单 位
冷弯
90° d= a
XXXXXXXXXX 有限公司
焊丝焊剂复式报告
焊丝焊剂复式报告一、引言焊接是一种常见的金属连接方法,通过热源将金属材料加热至熔点或近似熔点,使其熔化,并通过施加外力实现金属连接。
在焊接过程中,焊丝和焊剂是必不可少的材料。
焊丝是焊接过程中所使用的金属丝,通常由相同或相似的材料制成,可以用作填充金属、焊接材料和电极。
焊剂则是一种用于焊接过程中清洁金属表面并提供保护的物质。
本文将对焊丝和焊剂进行深入研究,探讨其种类、特性以及在焊接过程中的应用。
二、焊丝的种类及特性2.1 实芯焊丝实芯焊丝是在金属丝内部填充焊剂的焊丝。
它可以分为铜芯焊丝、铝芯焊丝、镍芯焊丝等。
实芯焊丝具有以下特点: - 焊接过程中焊剂会在熔融状态下与金属反应,能够提供保护和清洁作用; - 可以增加焊接材料的强度和硬度; - 填充的焊剂可以改善焊缝形貌。
2.2 镍基焊丝镍基焊丝是一种特殊的焊丝,主要用于焊接合金材料。
它具有以下特点: - 具有优异的耐腐蚀性,可用于焊接具有耐蚀性要求的材料; - 规避了普通焊丝焊接过程中容易出现的气孔和裂纹问题; - 具有较高的抗氧化性能,适用于高温环境下的焊接。
2.3 钢芯焊丝钢芯焊丝是一种用于焊接钢材的焊丝,通常由钢丝芯和填充焊剂组成。
它具有以下特点: - 具有良好的焊接可靠性和机械性能; - 适用于多种焊接方法,包括手工弧焊、氩弧焊等; - 可以实现高效的焊接效果,提高生产效率。
三、焊剂的种类及特性3.1 钎剂钎剂是一种用于钎焊过程中的焊剂,主要用于钎焊接头的连接和保护。
它具有以下特点: - 能够降低表面张力,提高钎料的流动性; - 可以清洁和除氧焊接表面,提高钎焊质量; - 在钎焊过程中可以保护焊接区域避免氧化。
3.2 焊剂液焊剂液主要用于焊接过程中的保护和清洁。
它具有以下特点: - 能够提供氧化保护,防止焊接区域氧化; - 可以清除焊接区域的污染物,提高焊缝质量; - 具有良好的润湿性,有利于焊丝与焊接材料的结合。
3.3 压焊剂压焊剂是一种用于热压焊(热压接)过程中的焊剂,用于增强金属材料的接触性能。
焊条检验报告(两篇)2024
【引言概述】焊条是常见的焊接材料之一,用于连接金属工件。
在焊接工艺中,焊条的质量和性能对焊接接头的质量和使用寿命具有重要影响。
因此,对焊条进行全面的检验和评估是确保焊接质量的重要环节。
本报告是焊条检验报告的第二部分,旨在通过详细描述焊条的检验内容和结果,进一步完善焊接质量控制体系。
【正文内容】1.化学成分检验1.1 检验目的和方法:焊条的化学成分直接影响其焊接性能,如它的熔化温度、气候敏感性等。
因此,在进行焊条焊接前,对其化学成分进行检验十分必要。
检验方法可以采用湿法化学分析、光谱分析等。
1.2 检验结果和评价:根据化学成分检验结果,对比标准规定的焊条成分范围,评估焊条的成分是否符合要求。
若在成分含量上存在较大偏差,则可能导致焊接接头的强度和耐腐蚀性等性能下降。
2.力学性能检验2.1 检验目的和方法:焊条的力学性能是指其在受力下的变形和破坏行为。
力学性能检验通常包括拉伸强度、屈服强度、延伸率、冲击韧性等指标的测量。
常用的检验方法有拉伸试验、冲击试验等。
2.2 检验结果和评价:对焊条进行力学性能检验后,通过比对检验结果和标准规定要求,评估焊条的强度和韧性是否满足使用要求。
若某项指标不达标,可能会在焊接过程中出现焊接接头脆化、断裂等问题。
3.焊接工艺性能检验3.1 检验目的和方法:焊接工艺性能是指在配合特定焊接方法和设备情况下,焊条所具有的适应性和稳定性。
焊接工艺性能检验通常包括短路传输性能、电流伏安特性、溅痕性等指标的测试。
常用的检验方法有焊接试验、电流伏安特性测试等。
3.2 检验结果和评价:通过对焊条进行焊接工艺性能检验,可以评估焊条与不同焊接设备和方法的适应性。
检验结果将为优化焊接工艺参数提供依据,从而提高焊接质量和效率。
4.外观检验4.1 检验目的和方法:焊条的外观检验主要针对焊条的表面质量、包装完好性等。
焊条包装完好且无明显缺陷,可以保证焊条在储存和运输过程中不受到污染和损坏。
4.2 检验结果和评价:通过外观检验,对焊条的表面质量和包装完好性进行评估,确保焊条在使用前的质量无缺陷和可靠。
焊条检验报告
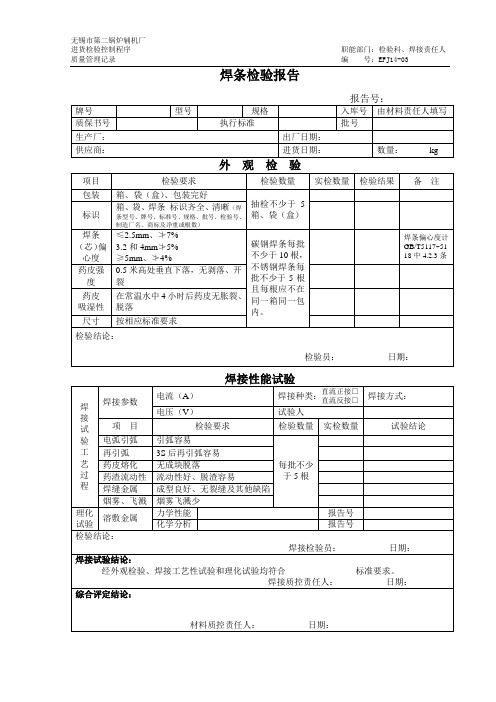
报告号:
牌号
型号
规格
入库号
由材料责任人填写
质保书号
执行标准
批号
生产厂:
出厂日期:
供应商:
进货日期:
数量:kg
外观检验
项目
检验要求
检验数量
实检数量
检验结果
备注
包装
箱、袋(盒)、包装完好
抽检不少于5箱、袋(盒)
标识
箱、袋、焊条标识齐全、清晰(焊条型号、牌号、标准号、规格、批号、检验号、制造厂名、商标及净重或根数)
焊条(芯)偏心度
≤2.5mm、≯7%
3.2和4mm≯5%
≥5mm、≯4%
碳钢焊条每批不少于10根,不锈钢焊条每批不少于5根且每根应不在同一箱同一包内。
焊条偏心度计GB/T5117~5118中4.2.3条
药皮强度
0.5米高处垂直下落,无剥落、开裂
药皮
吸湿性
在常温水中4小时后药皮无胀裂、脱落
尺寸
按相应标准要求
kg项目检验要求检验数量实检数量检验结果包装箱袋盒包装完好抽检不少于标识箱袋焊条标识齐全清晰焊条型号牌号标准号规格批号检验号制造厂名商标及净重或根数焊条25mm732和4mm55mm4碳钢焊条每批不少于10不锈钢焊条每批不少于且每根应不在同一箱同一包焊条偏心度计gbt51175118中42305米高处垂直下落无剥落开吸湿性在常温水中4脱落尺寸按相应标准要求检验结论
溶敷金属
力学性能
报告号
化学分析
报告号
检验结论:
焊接检验员:日期:
焊接试验结论:
经外观检验、焊接工艺性试验和理化试验均符合标准要求。
焊接质控责任人:日期:
综合评定结论: