dyna切削仿真
基于LS-DYNA的不同形状截齿强度仿真分析
6采 掘本栏目编辑 李文民料为 42CrMo 钢,弹性模量为 212 GPa,泊松比为 0.28,密度为 7850 kg /m 3;硬质合金头材料为 YG 系列硬质合金,弹性模量为 600 GPa,泊松比为 0.22,密度为 14600 kg /m 3。
所研究的 3 种不同形状的截齿结构如图 1 所示。
(a) 截齿 A(b) 截齿 B(c) 截齿 C图 1 不同形状的截齿结构Fig 1 Structure of cutting picks with various shapes在 LS-DYNA 中对截齿进行建模。
采用 3D Solid 164 单元类型和柔性体材料模型 (MAT_PLASTIC_ KINEMATIC) 建立的截齿有限元模型如图 2 所示。
1.2 岩石本构模型在 LS-DYNA 中,利用接触碰撞中的分配参数法、岩石力学和显示动力学等理论,建立岩石截割工况模型。
选取岩石材料模型 13,含失效的弹塑性材料 (MAT_ISOTROPIC_ELASTIC_FAILURE)。
岩石基本参数为[9-10]:岩石密度为 2394 kg /m 3,硬度为 1176 MPa,塑性系数为 3.20,单轴抗压强度为 80 MPa,弹性模量为 8396.3 MPa,泊松比为 0.23。
由于岩石材料的物理机械性质参数在实际中难以获取,工程实践中常用坚固性系数 f 来综合反映岩石抵抗外力破碎能力,并以此推导出岩石的主要力学参数。
前苏联学者给出的坚固性系数 f 与岩石材料的最大抗压强度 f c 的关系为f c =10f 。
(1)当等效塑性应变达到失效应变,或当压应力达到失效压力时,材料就失效,即p n +1<p min 或 e e p ff >e m p ax , (2)式中:p n +1 为 n +1 时刻的应变率参数;e e p ff 为等效塑性应变;p min 、e m p ax 分别为为用户定义的塑性失效应变和失效压力参数。
基于ANSYS的金属切削过程的有限元仿真-

金属切削理论大作业2017年04月1基于ANSYS金属切削过程的有限元仿真付振彪,2016201064天津大学机械工程专业2016级研究生机械一班摘要:本文基于材料变形的弹塑性理论,建立了材料的应变硬化模型,采用有限元仿真技术,利用有限元软件ANSYS,对二维正交金属切削过程中剪切层及切屑的形成进行仿真。
从计算结果中提取应力应变云图显示了工件及刀具的应力应变分布情况,以此对切削过程中应力应变的变化进行了分析。
关键词:有限元模型;切削力;数学模型;二维模型;ANSYS1 绪论1.1金属切削的有限元仿真简介在当今世界,以计算机技术为基础,对于实际的工程问题应用商业有限元分析软件进行模拟,已经成为了在工程技术领域的热门研究方向,这也是科学技术发展所导致的必然结果。
研究金属切削的核心是研究切屑的形成过程及其机理,有限元法就是通过对金属切屑的形成机理进行模拟仿真,从而达到优化切削过程的目的并且可用于对刀具的研发。
有限元法对切屑形成机理的研究与传统的方法相比,虽然都是对金属切削的模拟,但是用有限元法获得的结果是用计算机系统得到的,而不是使用仪器设备测得的。
有限元法模拟的是一种虚拟的加工过程,能够提高研究效率,并能节约大量的成本。
1.2研究背景及国内外现状最早研究金属切削机理的分析模型是由Merchant [1][2],Piispanen[3],Lee and Shaffer[4]等人提出的。
1945 年Merchant 建立了金属切削的剪切角模型,并确定了剪切角与前角之间的对应关系这是首次有成效地把切削过程放在解析基础上的研究,成功地用数学公式来表达切削模型,而且只用几何学和应力-应变条件来解析。
但是材料的变形实际上是在一定厚度剪切区发生的,而且它假设产生的是条形切屑,所以该理论的切削模型和实际相比具有很大的误差。
1951 年,Lee and Shaffer 利用滑移线场(Slip Line Field)的概念分析正交切削的问题。
螺旋刀具土壤切削过程模拟分析——基于ANSYS/LS—DYNA971
0 引 言
立式 螺 旋开 沟 机 开 沟 过 程 中 , 旋 刀 具 对 土 壤 的 螺 切 削 、 升 和抛 洒 等 工 作 一 次 性 完 成 。 开 沟 机 具 有 结 提 构 简单 、 件 紧 凑 和 能 耗 较 小 等 特 点 。其 中 , 旋 刀 部 螺
具 和土壤 之 间 的相 互 作 用 包 括 土 壤 的 变 形 破 坏 及 刀 片 与土 壤 的剪 切 、 压 和 摩 擦 等 问题 。 深 入 分 析 此 相 挤
要 :根 据 立 式螺 旋 开 沟 机 的 工作 特 点 , A S S中 建 立 了螺 旋 刀具 切 削 土 壤 的有 限 元 模 型 , 运 用 显 式 动 在 NY 并
力分 析 程 序 L S—D N 9 1对 螺 旋 刀 具 土壤 过 程 进 行 了 数值 模 拟 分析 , Y A7 分析 结 果 与 实 际工 作 情 况 吻合 , 到 了切 得 削过 程 中土壤 的等 效 应 力分 布 情 况 。结 果 表 明 , 壤 在 切 削 时 , 要 受 到 刀具 挤 压 和 剪 切 破 坏 。 当切 削 力 升 高 土 主
的运 动根 据 牛顿 第 二 定 律 确 定 , 是 一种 显 式 数 值 方 这 法 。有 限元 法通 过建 立 适 当 的 土壤 本 构 模 型 , 合 不 结 同单元 划 分形 式 以 及 刀 具 切 削 土 壤 的 边 界 条 件 , 土 对 壤 受 到切 削 时 的力 学 性 质 进 行 模 拟 , 能够 较 好 地 模 拟 土 壤 与刀 具 问 的相 互 作 用 关 系 , 测 土壤 和切 削 刀 具 预 的应 力 分 布 和变形 状 况 , 而 为 土 壤 工 作 部 件 的 优 化 进
.
偏 应力 张量 的第 2不变 量 的平 方根 ;
切削加工过程的仿真方法研究与实现

切削加工过程的仿真方法研究与实现切削加工过程是制造行业中非常重要的一部分,它可以使用许多不同的切削工具和切削方法实现产品的制造,但是,切削加工的过程十分复杂,如何保证产品的质量和精度是制造行业面临的一个重大挑战。
为了解决这个问题,人们发展出了仿真切削加工过程的技术,从而获取更准确的加工参数和精度。
以往,对于切削加工过程的仿真都是采用数学模型的方法,例如切削力学的模型,磨削模型和热磨削模型等等。
这些模型往往是简单的,包括固定参数的方程,但是它也不能完全准确预测实际加工过程中发生的情况。
为此,最近几十年来,仿真切削加工过程的方法已经发展迅速,研究者利用复杂的数字技术来模拟实际加工过程。
本文将着重介绍仿真切削加工过程的方法研究及其实现。
首先,本文介绍仿真切削加工过程的目的,即精确预测切削过程中的参数和精度。
为了实现这一目的,必须采用复杂的数字技术来模拟加工过程中发生的一切。
具体而言,研究者采用计算机辅助设计(CAD)和数字辅助设计(CAM)技术来模拟机床切削过程中发生的一切,比如切削力、温度和振动等。
另外,采用有限元分析技术(FEA)可以准确地计算切削过程中的动力学性能和热传递性能,用来精确预测加工结果。
此外,在切削加工仿真系统中,还可以使用模拟软件来模拟切削工具的刃的运动状态。
使用模拟软件,可以准确地分析切削工具的偏转和漂移,以及刃的振动和腐蚀状况,可以提供更准确的参数和精度。
最后,介绍切削加工过程中使用的数字技术,包括数字控制系统、数控机床和虚拟机床。
数控机床是用于实现数字控制机床加工过程的硬件设备,它可以使用各种控制算法和参数来控制机床的加工过程。
虚拟机床是可以在计算机上仿真的机床,它可以用来模拟切削加工过程中的各种参数,以及改进机床的加工精度。
总之,本文介绍了仿真切削加工过程的方法研究和实现,以精确预测切削加工的参数和精度。
通过使用计算机辅助设计、有限元分析和模拟软件等数字技术,可以准确地模拟出加工过程中发生的一切,确保产品的质量和精度。
LS-DYNA 2D金属切削模拟步骤
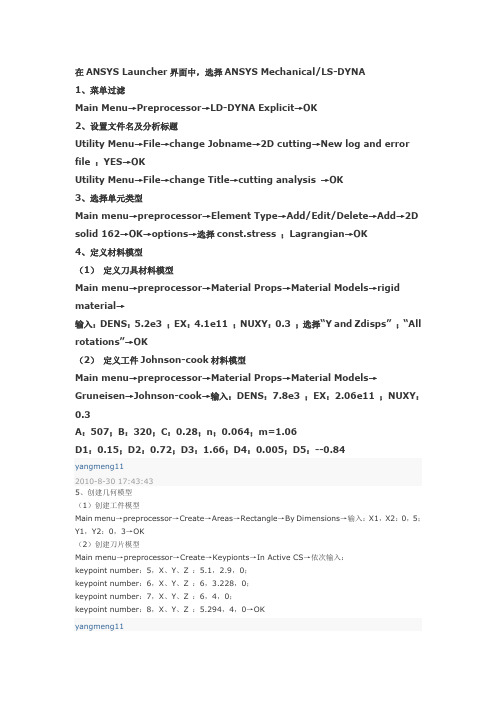
在ANSYS Launcher界面中,选择ANSYS Mechanical/LS-DYNA1、菜单过滤Main Menu→Preprocessor→LD-DYNA Explicit→OK2、设置文件名及分析标题Utility Menu→File→change Jobname→2D cutting→New log and error file :YES→OKUtility Menu→File→change Title→cutting analysis →OK3、选择单元类型Main menu→preprocessor→Element Type→Add/Edit/Delete→Add→2D solid 162→OK→options→选择const.stress ;Lagrangian→OK4、定义材料模型(1)定义刀具材料模型Main menu→preprocessor→Material Props→Material Models→rigid material→输入:DENS:5.2e3 ;EX:4.1e11 ;NUXY:0.3 ;选择“Y and Zdisps” ;“All rota tions”→OK(2)定义工件Johnson-cook材料模型Main menu→preprocessor→Material Props→Material Models→Gruneisen→Johnson-cook→输入:DENS:7.8e3 ;EX:2.06e11 ;NUXY:0.3A:507;B:320;C:0.28;n;0.064;m=1.06D1:0.15;D2:0.72;D3:1.66;D4:0.005;D5:--0.84yangmeng112010-8-30 17:43:435、创建几何模型(1)创建工件模型Main menu→preprocessor→Create→Areas→Rectangle→By Dimensions→输入:X1,X2:0,5;Y1,Y2:0,3→OK(2)创建刀片模型Main menu→preprocessor→Create→Keypionts→In Active CS→依次输入:keypoint number:5,X、Y、Z :5.1,2.9,0;keypoint number:6,X、Y、Z :6,3.228,0;keypoint number:7,X、Y、Z :6,4,0;keypoint number:8,X、Y、Z :5.294,4,0→OKyangmeng112010-8-30 17:44:006、网格划分(一)(1)对刀片进行网格划分Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取刀片边线→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:10→OK(2)对刀尖半圆进行网格划分Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取刀尖半圆→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:3→OK(3)确定刀片的单元属性Main menu→preprocessor→Meshing→Mesh Attributes→Picked Aeras→选取刀片→Apply→确定材料号和单元类型号为1→OK(4)刀片网格划分Main menu→preprocessor→Meshing→MeshTool→Mesh:Aeras;shape:Tri;free→Mesh→选取刀片→OK(二)(5)对工件进行网格划分切分工件Utility menu →Workplane→Wp settings→Grid and Triad→Minimum ,maximum:-5,5 ; Spacing:1.0→OK平移和旋转工作平面并用其切分工件Utility menu →Workplane→Offset wp by increm ens→X,Y,Z offsets:0,2.5,0;XY,YZ,ZX angle:0,90,0→OKMain menu→preprocessor→Modeling→operate→Booleans→Divide→Areas by wkplane→选取工件→OK取消工作平面显示Utility menu→workplane→Display workingplane→等分接触区域相关Y向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区Y向线段(两条)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:10→OK等分接触区域相关X向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区X向线段(两条)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:40→OK等分接触区域不相关Y向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区Y向线段(两条)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:25→OK等分接触区域不相关X向线段Utility Menu→Select→Entities→Lines :By Num/Pick→Apply→选取工件接触区X向线段(底边)→OKMain menu→preprocessor→Meshing→Size contrls→Manualsize→Lines→All lines→NDIV:30→OK确定工件的单元属性Main menu→preprocessor→Meshing→Mesh Attributes→Picked Aeras→选取工件→Apply→确定材料号为2和单元类型号为1→OK工件网格划分Main menu→preprocessor→Meshing→MeshTool→Mesh:Aeras;shape:Quad;mapped→Mesh →选取工件→OKyangmeng112010-8-30 17:44:227、建立partMain menu→preprocessor→LS-DYNA options→part options→create all part→OK(part1:刀具;part2:工件)Plot→parts(不同颜色显示单元)8、定义接触信息Main menu→preprocessor→LS-DYNA options→contact→Define contact→surface to surf;Eroding;静、动摩擦系数为0.15、0.10→OK→弹出contact options对话框,确定接触件(工件),目标件(刀片)→OK9、施加边界条件Utility menu→select→Entities→Nodes :By Location :X Coordinates→Min,Max:-0.01,0.01;From Full→Apply(选中左侧边所有节点)Main menu→preprocessor→LS-DYNA options→Constraints→Apply→on nodes→pick All→All DOF→OKUtility menu→select→Entities→Nodes :By Location :Y Coordinates→Min,Max:-0.01,0.01;From Full→Apply(选中底边所有节点)Main menu→preprocessor→LS-DYNA options→Constraints→Apply→on nodes→pick All→All DOF→OK恢复整个模型的选择Utility menu→select→Everything10、对刀片施加初速度Main menu→preprocessor→LS-DYNA options→Initial Velocity→on parts→w/Nodal Rotate→选择part1,VX:-100→OK恢复整个模型的选择Utility menu→select→Everything11、设置能量控制选项Main menu→Solution→Analysis options→Energy options→打开所有能量控制选项→OK12、设置人工体积粘性选项Main menu→Solution→Analysis options→Bulks viscosity→Quadratic Viscosity Coefficient:1.0→OK13、设置时间步长因子Main menu→Solution→Time controls→Time step ctrls→Time step scale factor:0.6→OK14、设置求解时间Main menu→Solution→Time controls→Solution time→1e-3→OK15、设置结果文件输出步数Main menu→Solution→Output Controls→File output Freq→Number of steps→[EDRST]:50;[EDHTIME]:50→OK16、设置结果文件的输出类型Main menu→Solution→Output Controls→Output File Types→Add:ANSYS and LS-DYNA→OK 17、输出K文件Main menu→Solution→Write jobname.K18、求解Main menu→Solution→Solve19、后处理(暂时不管)。
基于LS-DYNA仿真的射流加工参数分析

基于LS-DYNA仿真的射流加工参数分析张文超;武美萍;任仲贺【期刊名称】《表面技术》【年(卷),期】2017(46)10【摘要】目的通过LS-DYNA对磨料射流冲蚀切削进行仿真,研究相关工艺参数对切削参数的影响。
方法采用磨料水射流对Al_2O_3陶瓷进行了单点冲蚀仿真和切削仿真研究,其中水和磨料粒子采用SPH方法建模,氧化铝陶瓷工件采用FEM方法建模,并通过SPH-FEM耦合算法,实现射流冲蚀切削过程的仿真。
结果分析射流冲蚀过程仿真和切削过程仿真可知,射流加工前期,由于射流中磨粒碰撞与反弹,使壁面成不规则"V"型。
初始阶段,切深随计算时间呈线性增加,同时壁面对磨粒产生制约作用,从而使加工处的孔深基本不再增加。
由于磨粒在冲蚀处壁面底部的冲蚀作用,使凹坑底部宽度增加并迅速趋于稳定。
同时切削仿真与冲蚀仿真也存在一定区别,主要由于切削过程设定了移动速度。
结论将仿真结果与实验结果进行比较可知,切削深度随着泵压的增大而成线性增大,切深随磨料流量的增大而增大,随靶距和横移速度的增大而减小。
其中切深与磨料流量、靶距、横移速度均为非线性关系,工件最大切深与计算时间不呈线性关系增长。
【总页数】9页(P268-276)【关键词】磨料水射流;LS-DYNA;SPH-FEM;工艺参数;切削深度【作者】张文超;武美萍;任仲贺【作者单位】江南大学江苏省食品先进制造装备技术重点实验室【正文语种】中文【中图分类】TH117【相关文献】1.基于ANSYS/LS-DYNA的花岗岩加工微观断裂仿真分析 [J], 齐凤莲;张帼英;赵民2.基于MATLAB的高速铣削力仿真对加工参数的选择分析及系统实现 [J], 苑苓苓;梅文涛3.基于FLUENT的槽型轨道清洗射流的参数优化仿真分析 [J], 李海建; 龙芋宏; 谢勇君; 唐文斌4.基于Fluent的射流曝气头关键结构参数仿真分析 [J], 李东方;黄增阳;许中琛;吴腾飞;祝惠一;姜文雍;陈恩亮5.30CrMnSi不锈钢材料切削加工参数的优化——基于有限元仿真实验的分析 [J], 赵夫超;毕忠梁;杨坤;马希云因版权原因,仅展示原文概要,查看原文内容请购买。
基于LS-DYNA的碗形砂轮端面磨削加工的三维仿真研究
件 , 可假 定 磨 削 过 程 磨 粒 始 终 保 持 锋 利 , 无 磨 故 且
损。
( ) 圆端 面磨 削 时 , 轮 同 时做 旋 转 和平 动 , 5外 砂
者 的相对 运 动 使 材 料 发 生 破 坏 并 产 生切 屑 , 此 侵 据
彻 模型来 模 拟磨 削过 程 , 进行 应 力分析 。
=
几何模型 由碗形 砂轮基体 、 粒和工件 组成 , 磨 本文
磨 削加工 的本 质仍 然 是 磨粒 的切 削作 用 。一 方面 , 工件表 面 的形 成 可 看 作 是 各 个独 立 磨 粒 参 与
磨 削 结 果 的 总 和 ; 一方 面 , 用 端 面磨 削方 法 , 另 采 砂 轮 与工 件接 触 面 积 较 小 , 轮 表 层 只 有 少 数 磨 粒 真 砂
1 3 工 件 材 料 本 构 模 型 的 建 立 .
工 件做 旋转 运动 , 按 照 动力 学 问题 处 理 , 真 时 不 若 仿
但 速度 的加 载 会 很 复 杂 , 且 工 件 质 量 未 知 。 因 此 而 可假定 工件 不 动 , 轮磨 粒 以 一定 速 度 “ 彻 ” 件 砂 侵 工 表层 , 最终 去除 材料 并 形 成切 屑 , 磨 削过 程 视 为 非 将 线 性接 触 问题 并 依 此建 模 , 样 符 合 实 际磨 削 过 程 这 且 有利 于数 值计 算 , 可得 到较好 的仿 真效 果 。
颗磨粒 磨削 的有 限元 模 型 , 在 不 同磨 削 参 数 下 对 并
磨 削 过程进 行 了仿 真 。该方 法 具 有便 捷 高 效 的优
点, 所得结 论 可 应 用 于 磨 削 机 理 的研 究 和磨 削工 艺 参数 优化 , 具有 一定 的参考 价值 。
基于 ANSYS/LS-DYNA的仿生刀具土壤切削的动力学仿真
基于 ANSYS/LS-DYNA的仿生刀具土壤切削的动力学仿真刘伟奇;陈姣;余奇;钟志超【摘要】在ANAYS/LS-DYNA中建立了普通刀具和仿生刀具的有限元模型,并运用显示动力学分析程序ANSYS/LS-DYNA对两种刀具切削土壤过程进行了数值模拟分析,得到了切削土壤的等效应力分布情况。
结果表明,仿生刀具可以起到减小切削阻力的效果。
%In this paper, the finite element models of the general tools and bionic tools are established in ANAYS /LS-DY-NA, and the numerical simulation analysis on the cutting soil process of these two tools are also made by using the explicit dy-namics to analyze program ANSYS /LS-DYNA, and finally the equivalent stress distribution of cutting soil is obtained.The result shows that bionic tool can reduce the cutting resistance.【期刊名称】《机械研究与应用》【年(卷),期】2015(000)002【总页数】3页(P71-72,75)【关键词】仿生刀具;有限元模型;切削阻力;动力学分析【作者】刘伟奇;陈姣;余奇;钟志超【作者单位】河海大学机电工程学院,江苏常州213022;河海大学机电工程学院,江苏常州 213022;河海大学机电工程学院,江苏常州 213022;河海大学机电工程学院,江苏常州 213022【正文语种】中文【中图分类】TU411.71 有限元建模[3]1.1 刀具和土体的实体建模本仿真是要对比普通刀具和仿真刀具[1-2]在切削条件相同的情况下,切削阻力大小的情况,因而需要建立普通刀具和仿生刀具两种刀具模型,分别如图1、2所示。
基于ANSYS_LS_DYNA的螺旋刀具土壤切削的数值模拟
从 2001 年开始 , 国内学者使用有限元法研究土壤切 削问题迅速增加, 主要包括研究进展的综合论述以 及方法的探讨等[ 3- 7] 。 从 1977 年开始 , 国外学者分别采用二维有限元 和三维有限元法对宽、 窄齿耕作部件进行土壤切削 模拟 , 并采用 有限元 法研 究深 耕铲的 土壤 切削 性 能[ 8- 9] , 有的还研究了动力影响时土壤切削的有限元 分析方法[ 10- 11] 。近年来用有限元方法研究土壤切削 特征取得了较大的进展。有限元法已成为研究耕作 部件对土壤高速切削问题的有效工具 , 但运用有限 元法在螺旋刀具切屑土壤的研究还鲜有报道。笔者 运用 ANSYS/ L S_DYNA 进行螺 旋刀具切削土 壤 的显示动力学分析, 探讨了其切削过程 , 分析了切削 功耗的大小及螺旋刀具力学特性 , 旨在揭示螺旋刀 具- 土壤的工作机理, 为螺旋式开沟机的动力选型 和结构参数的优化设计提供科学依据。
3 [ 13]
1. 2
螺旋刀具切削土壤的简化和假设 由于切削过程的复杂性, 伴随着应力、 应变的急
剧变化, 包括弹、 塑性和断裂的变形 , 因此, 为准确反 映切削的过程, 假设如下 : . 螺旋叶片和空心圆柱轴的材料为各向同性 的线弹性材料; . 如果让螺旋叶片同时做水平和旋转运动, 则 螺旋叶片做复杂的三维运动, 在有限元中难以实现 在弹性体上同时加载两种运动 , 因此将模型简化为 螺旋刀具的旋转运动和土壤的水平运动 ; . 根据土壤材料模型发展的现状和计算机运
第2期
马爱丽 等 : 基于 A N SY S/ L S_D YN A 的螺旋刀具土壤切削的数值模拟
[ 12]
249
线成 90 沿导线运动形成。螺旋线的参数方程为 x = r cos 2 k y = r sin 2 k z = e ( 2 r ) k + ( 2 r tg 式中 e= h 1 - 2 r k 0 tg 2 ( 2 rk 0 )
基于ANSYS LS-DYNA的金属切削技术研究
基于ANSYS/ LS-DYNA的金属切削技术研究摘要:运用ANSYS/LS-DYNA有限元分析软件对WC硬质合金刀具切削45#钢的过程进行有限元仿真。
分析了建立有限元模型时的关键技术,研究了切削的应力变化过程,并对切削速度、切削厚度和刀具前角对切削力的影响进行了分析,可为金属切削技术的研究提供参考。
关键词:金属切削;应力;切削力0 引言金属切削加工是指利用金属切削刀具从毛坯或半成品上切去多余的材料,从而获得符合预定技术要求的零件或半成品的一种加工技术。
计算机技术的发展推动了金属切削加工模拟技术的进步,有限元法应用于加工过程的模拟,具有动态性、高度非线性等特点。
仿真结果能够达到所需的精度,可靠性高,还能得出许多在试验中很难测量的数据。
本文利用ANSYS/LS-DYAN软件建立金属的正交切削有限元模型,对WC硬质合金刀具切削45#钢的过程进行分析。
1 有限元模型1.1 建立几何模型在ANSYS/LS-DYNA中有Lagrange、Euler和ALE 3种算法,本文采用Lagrange法。
采用这种方法时,物体结构形状的变化和单元网格的变化是完全一致的,材料不会在单元与单元之间发生流动。
在ANSYS的前处理器中建立二维模型,刀具的几何参数为:前角=12°,后角=15°,工件取长15mm,高7mm的矩形。
定义有限单元类型为PLANE162。
1.2 建立材料模型在金属切削过程中,材料的行为是非线性的,工件模型采用Johnson-Cook模型,刀具可看成线性弹性模型。
刀具材料为WC硬质合金,密度为15700kg/m3,弹性模量为652GP a,泊松比为0.22;工件材料为45钢,材料参数如表1。
Johnson-Cook模型如下:1.3 网格划分网格划分是有限元模拟的基础,它关系到有限元计算的速度和精度,以至计算的成败。
将工件进行切分,分为上下两部分,上半部分高3mm,为切削区。
切削区网格进行细分,得到工件的网格数为6000,刀具网格数为400。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2016-02-28
存在的问题: (1) 对于金属的切削加工过程有限元模拟,绝大多数在建立有限元模型时设立分离线, 人为地将切屑与工件基体分开,其实这是不符合实际情况。 (2) 现在对于金属切削加工的有限元模拟大多数建立正交切削模型,而实际中刀具和工 件的移动并不总是正交的,因此就要求进一步完善有限元模型,使其更适合于更多的切 削过程的模拟。 (3) 为了数值模拟的进行,提出了各种假设,以用来简化复杂的切削过程,也就是简化 了许多条件,但各种简化的因素是会对金属切削过程产生一定的影响的,这就要求人们 进一步加深对金属切削基本原理的理解,从而使得各种因素量化,进而更真实地进行切 削加工的模拟研究,用以指导实际生产。 (4) 在金属切削加工切屑形成过程的模拟中会使用切屑分离准则,但是目前还没有一个 通用的分离准则,并且所用的切屑分离准则技术还不成熟,这就要求人们进一步的研究。
常见的网格畸变不如意之处。
• 金属的切削过程是一个大变形、高应变率的热力耦合过程,正适 合采用ALE方法。
优点:
• 采用ALE方法进行切削模拟克服了拉格朗日方法和欧拉方法需要 预先定义分离线、切屑和工件分离准则,假定切屑形状等缺点,
避免了网格畸变以及网格再划分等问题,使切屑和工件保持良好
2016-02-28
Lagrange法模拟可以从切削的初始状态一直到稳定 状态,能够预测切屑的形状和残余应力的分布等。 但是这种方法需要用到切屑分离准则。
Eule方法更适合在一个可以控制的体积内描述流体的变形,这 种方法中的有限元网格描述的是空间域而且覆盖了可控制的体 积。其多用来模拟固体的塑性大变形问题。
Euler方法模拟的是在切削达到稳定状态后进行的,因此 不需要切屑分离准则,但要预先知道切屑的形状。
2016-02-28
刀具和工件
5、赋予部件属性
2016-02-28
6、划分网格
2016-02-28
2016-02-28
刀具工件网格划分示意图
7、设置计算时间 8 指定K文件类型
2016-02-28
9、设置输出步 10、输出K文件
2016-02-28
2016-02-28
2016-02-28
2016-02-28
切削模拟方法及软件介绍
Lagrange
Euler
ALE
MD
2016-02-28
SPH
• 常用的有Lagrange方法和Euler方法。Lagrange方法在实际切削仿真过程中应用 较为广泛。
Lagrange方法
Euler方法
2016-02-28
是分析固体的方法,有限元网格由材料单元组成,所有的网 格准确地描述了所分析物体的几何形状。这些网格紧紧附在 材料上,而且随着工件的变形变化。这种方法在模拟材料的 无约束流动时是很方便的,因为在分析过程中,有限元网格 精确的描述了材料的变形情况。
2016-02-28
切削实例展示
2016-02-28
2016-02-28
the chip thickness with different friction coefficient
tc 0.051cm
0
2016-02-28
tc 0.055cm
0.17
tc 0.063cm
0.34
后用来计算粒子关键的质量属性。 1.5 光滑尺寸计算
虽然一个颗粒单元用一个节点来定义,SPH方法要在影响区域内计算相邻颗粒间的 相互作用。这个影响区域的半径就是光滑尺寸。默认的,光滑尺寸是自己计算的。
2016-02-28
1.6 光滑粒子流体动力学区域 在分析开始时,会计算出一个矩形的区域,在边界内,粒子将被追踪。
ALE(Arbitrary Lagrange-Euler )方法
提出:
• Noh和Hirt在研究有限差分法时提出的,后来又被Hughes,liu和 Belytschko等人引入到有限元分析中来。
• 计算网格不再固定,也不依附于流体质点,而是可以相对于坐标
基本思想:
系做任意运动。由于这种描述既包含Lagrange的观点,可应用于 带自由液面的流动,也包括了Euler观点,克服了纯Lagrange方法
的接触,使计算易于收敛。
Lagrange Euler
2016-02-28
• Lagrange网格:基于Lagrangian方法
网格在材料里面
外面空间 不需要网格
2016-02-28
• Euler网格:基于Eulerian方法
网格固定在空间,材料 在网格中流动
外面空间需要空物 质网格
2016-02-28
要定义节点和单元,只需要使用一系列的点来代替。在SPH方法中,这些节点一般被认 为是颗粒或伪颗粒。
2016-02-28
1.2 材料定义 任何在ABAQUS/Explicit中可以使用的材料模型都可以在SPH方法中使用。
1.3 单元类型 PC3D单元
1.4 计算粒子体积 没有自动计算粒子体积的方法。因此需要通过一个特征尺寸来计算粒子的体积,然
二维钛合金切削有限元模拟
2016-02-28
2016-02-28
LS-DYNA商用仿真软件有限元模型建立
1、进入LS-DYNA界面,点击RUN,启动LS-DYNA
2016-02-28
2、定义单元类型,SHELL 163, 采用APDL语言 ET,1,SHELL 163
3、定义材料属性
2016-02-28
势; • SPH在处理高速/超高速碰撞和混凝土
材料的破坏时非常有效。
2016-02-28
SPH 模型生成方法
• 几何模型; • 材料和粒子。
2016-02-28
SPH 2D模型生成方法
• SPH 2D生成方式: – Box – Circle – Manual
201166--0022--2288
SPH 2D模型生成方法
随着大存储量快速处理器的产生与发展,在模拟方面的限制及在计算方面的 一些难题均得到了有效解决,越来越多的商用有限元软件被开发应用于切削加工 模拟。 常用的有以下几种:
ABAQUSTM
常用软件
LSDYNATM MARCTM
2016-02-28
DEFORM 2DTM ADVANTAGETM
• 常用有限元软件主要包含以下几个模块
2016-02-28
SPH的基本思想
SPH的基本思想是将连续的流体(或固体)用相互作用的质点组来描述,各个物质点上 承载各种物理量,包括质量、速度等,通过求解质点组的动力学方程和跟踪每个质点 的运动轨道求得整个系统的力学行为。
FEM
SPH
2016-02-28
ABAQUS中SPH方法介绍
1.1 概述 光滑粒子流体动力学(SPH)是一种无网格的数值计算方法,使用这种方法,不需
在分析过程中,如果粒子飞出了区域,它将不再参与计算,而变成一个自 由飞行的质量点。如果粒子在后面的过程中,重新飞进区域,它又将参与 计算。 1.7 相互作用
SPH 粒子能和Lagrange, Shell 和ALE parts 通过定义接触来实现相 互作用。 1.8 输出
PC3D单元的输出变量包括所用连续单元相关的力学输出变量:应力、 应变、能量、状态变量、场以及用户自定义的变量。节点变量的输出包括 所有在ABAQUS/Explicit分析中使用的变量。 1.9 限制 (1)如果分析过程中变形不剧烈,单元不扭曲,SPH方法不如Lagrange 有限元方法准确。 (2)面载荷不能定义在PC3D单元上。 (3)目前ABAQUS/CAE不支持。可以使用相关的程序,来将C3D8R等单 元转化为粒子单元。
Influence of the friction coefficient on cutting force
Force (N)
300 250 200 150 100
50 0 0
f=0 f=0.17 f=0.34
100
200
300
400
500
600
Time (us)
2016-02-28
Influence of the cutting velocity on strain rate
通常包含的模块
建立几何模型
建立要分析作业的2D或3D几何模型
定义材料属性
定义材料弹塑性属性、本构方程
划分网格
非常关键,影响结果精度和计算规模
定义分析步
选择求解器,定义时间,选择所需输出结果
2016-02-28
定义边界条件 定义接触
提交分析作业 后处理模块
定义初始几何条件、初始温度、切削速度 定义切削时会发生的接触属性 创建作业并提交分析 输出云图,分析结果
目录 切削过程有限元模拟的发展现状 切削模拟方法及软件介绍 无网格法(SPH)介绍
2016-02-28
切削过程有限元模拟的发展现状
切屑分离准则
分离线
简化模型
2016-02-28
切削模拟
对切削加工数值模拟的研究目前主要集中在以下几个方面: (1) 一般的材料去除与切削过程的研究; (2) 特殊加工过程的计算机模型的研究; (3) 切削过程的几何与过程参数的研究; (4) 加工过程中的热研究; (5) 加工过程中残余应力的研究; (6) 加工机床的动力学研究与控制; (7) 机床磨损与误差的研究; (8) 切屑形成机理的研究; (9) 最优化与其他主题的研究。
1、研究流动问题时,由于网格的存在,网格质量的好坏会直接影响到数 值求解的成败。 2、网格的生成成为数值模拟中一个重要环节,花费的时间在整个问题求 解过程中占很大比例。 3、超高速碰撞问题中,物质发生大变形使网格发生畸变,轻则严重影响 了单元的近似精度,重则使坐标变换中的Jocobian行列式的值等于零或者 负数,从而使计算中止或者引起严重的局部误差。