公差对照表
合集下载
新旧公差代号对照表

je
r6,s6
②
db
g6
ga
n6
p6①
jf
r6
dc
f7
gb
m6 n6①
jb3
u8
dd
e8
gc
k6
jc3
s7
de
d8
gd
js6
ja4
④
df
c8
ga3
n7
p7①
jb4
④
d3
h7
gb3
m7
jc4
④
dc3
f8
gc3
k7
je6
④
d4
h8,h9
③
gd3 j7,js7 ②
dc4
f9
de4
d9,d10
注: ① 仅1~3mm尺寸分段使用。
d5
h10
d6
h11
② 不同尺寸分段分别与不同的新的代号相近似。
dc6
d11
dd6 b11,c10,c11 ②
③ 介于两者之间。
de6
a11,b11
②
d7
h12,h13
③
④ 没有适当的相似代号。
dc7 b12,C12,C13 ②
2、 基轴制配合的孔(尺寸至500mm)
间隙配合
过渡配合
过盈配合
旧国标 新国标
新旧公差代号对照表
1、基孔制配合的轴(尺寸至500mm)
间隙配合
过渡配合
过盈配合
旧国标 新国标
备注 旧国标 新国标 备注 旧国标 新国标 备注
d1
h5
ga1
n5
p5①
jb1
s5
s6①
db1
公差对照表

对未来公差领域发展的展望
智能化公差设计
随着人工智能和大数据技术的发展,未来有望实现智能化公差设计 ,通过算法自动优化公差分配,提高设计效率和准确性。
高精度测量技术
随着测量技术的不断进步,未来有望实现更高精度的测量和检测, 为公差控制提供更可靠的数据支持。
绿色环保理念
未来公差领域的发展将更加注重绿色环保理念,通过优化设计和生 产工艺,减少资源消耗和环境污染。
典型零件公差配合实例分析
轴与孔的配合:轴与孔是机械中最常 见的配合之一。在选择公差配合时, 需要考虑轴与孔的使用要求、加工成 本以及装配工艺等因素。例如,对于 需要承受较大载荷或要求较高定位精 度的轴与孔配合,可以选择较紧的公 差配合,如H7/h6;而对于一般传动 或定位要求不高的场合,可以选择较 松的公差配合,如H8/f7。
07
总结与展望
本次课程重点内容回顾
公差定义及分类
详细解释了公差的含义,包括尺 寸公差、形位公差等,并介绍了 不同类型的公差及其应用场景。
公差与配合
阐述了公差与配合的关系,包括 基孔制、基轴制等配合制度,以 及公差带的概念和应用。
公差对照表的使用
介绍了如何查阅和使用公差对照 表,包括理解表中的符号、数值 及其含义,以及如何根据实际需 求选择合适的公差等级。
不同等级对应不同的公差数值,高级别公差等级对加工精度 和成本要求更高。
角度尺寸公差带形状和大小
形状
角度尺寸公差带通常为扇形,其形状由基本尺寸和公差值共同确定。
大小
公差带的大小取决于公差值,公差值越大,公差带越宽;公差值越小,公差带越窄。
角度尺寸公差标注方法
01
标注格式
一般采用“±公差数值”或“基 本尺寸±公差数值”的形式进行 标注。
常用公差标准

对称度一般公差 (ISO2768 )
0.2 0.4 0.6
0.3 0300-1000 >10003000 0.4 0.5
0.8 1.5
1 2
角度或垂直公差(ISO13920)或(GB/T 19804-2005) 1000以上 ±3 ±6 ±9 ±18
1200mm 那么这个部位的垂直度就要这样计算:以较短的边300mm 换算成0.3m×6(左侧的公差表)=1.8mm。 那么它的垂直度公差为1.8mm(其它尺寸以此类推)
0.02 0.05 0.1
表2-垂直度一般公差 较短一边名义长度的垂直度公差(ISO2768 )
0-100
圆周跳动一般公差
公差等 名义长度的对称度公差单位:mm 级 0-100 >100-300 >300-1000 >10003000 H 0.5 K 0.6 0.8 1 L 0.6 1 1.5 2
公差等 级 A B C D 计算及四舍五入的公差,t,mm/m 400以内 ±6 ±13 ±18 ±26 400~1000 ±4.5 ±9 ±13 ±22
±1 ±2 ±3
±1 ±2 ±4
±4 ±7 ±9 ±12 ±16 直度、平面度、平行度公差(ISO13920)或(GB/T 19804-2005) 公称尺寸L(对应表面的较长边)的范围mm
/ ±0.5 ±1 ±1.5 >1000~2000 F±0.5/ M±1.2 / C±3
公差等级
>4000~ 8000 ±4 ±8 ±16 ±26
公差等 级 E F G H
>30~120 >120~400
>400~ 1000 ±1.5 ±3 ±5.5 ±9
>1000~ 2000 公差 ±2 ±4.5 ±9 ±14
新旧国标公差对照表
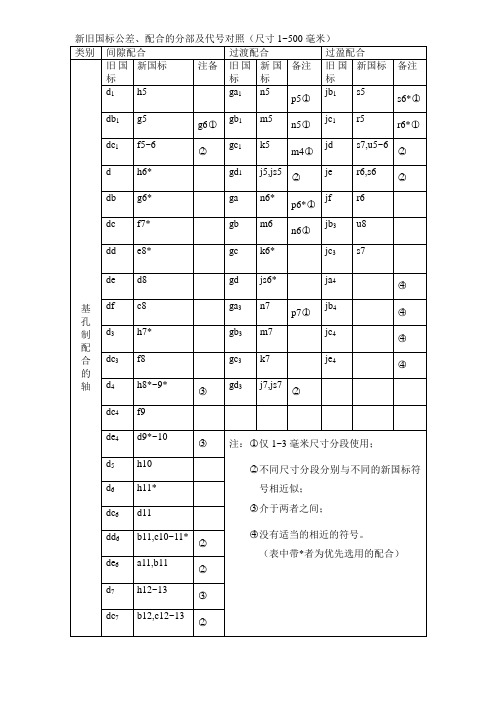
新旧国标公差、配合的分部及代号对照(尺寸1~500毫米)
类别
间隙配合
过渡配合
过盈配合
基
孔
制
配
合
的
轴
旧国标
新国标
注备
旧国标
新国标
备注
旧国标
新国标
备注
d1
h5
ga1
n5
p5
jb1
s5
s6*
db1
g5
g6
gb1
m5
n5
jc1
r5
r6*
dc1
f5~6
gc1
k5
m4
jd
s7,u5~6
d
h6*
gd1
j5,js5
注备
旧国标
新国标
注备
D1
H6
Ga1
N6
Jd
U7,S7
Db1
G6
Gb1
M6
Je
B7~8
Dc1
F7
Gc1
K6
Jb3
U8
D
H7*
Gd1
J6,Js6
Db
G7*
Ga
N7*
Dc
F8*
Gb
M7
K7*
Dd
E8~9*
Gc
K7*
Js7*
De
D8~9
Gd
J7
D3
H8*
Ga3
N8
D4
H8~9*
Gb3
M8
Dc4
F9
Gc3
K8
不同尺寸分段分别与不同的新国标符号相近似;
介于两者之间;
没有适当的相近的符号。
(表中带*者为优先选用的配合)
类别
间隙配合
过渡配合
过盈配合
基
孔
制
配
合
的
轴
旧国标
新国标
注备
旧国标
新国标
备注
旧国标
新国标
备注
d1
h5
ga1
n5
p5
jb1
s5
s6*
db1
g5
g6
gb1
m5
n5
jc1
r5
r6*
dc1
f5~6
gc1
k5
m4
jd
s7,u5~6
d
h6*
gd1
j5,js5
注备
旧国标
新国标
注备
D1
H6
Ga1
N6
Jd
U7,S7
Db1
G6
Gb1
M6
Je
B7~8
Dc1
F7
Gc1
K6
Jb3
U8
D
H7*
Gd1
J6,Js6
Db
G7*
Ga
N7*
Dc
F8*
Gb
M7
K7*
Dd
E8~9*
Gc
K7*
Js7*
De
D8~9
Gd
J7
D3
H8*
Ga3
N8
D4
H8~9*
Gb3
M8
Dc4
F9
Gc3
K8
不同尺寸分段分别与不同的新国标符号相近似;
介于两者之间;
没有适当的相近的符号。
(表中带*者为优先选用的配合)
我国新旧公差对照表

旧国标
D1 Db 1 Dc
1
D
Db
Dc
Dd
De
D3
D4 Dc 4 De
4
D5
D6 Dc 6 Dd 6 De
6
D7 De
7
基轴制配合的轴(尺寸 1~500 毫米)
间隙配合
过渡配合
新国标 H6 G6 F7 H7 G7 F8 E8-9 D8-9 H8 H8-9 F9
D9-10 H10
备注
旧国标 Ga
1 Gb 1 Gc 1 Gd
4
d9-10
○3
h10
h11
d11
b11,c10-1 1 a11,b11
h12-13
b12,c12-1 3
过盈配合
新国标
s5
r5 s7,u56 r6,s6
备注 s6
○1 r6
○1 ○2
r6
u8
s7
○4
○4
○4
○4
注:○1 仅 1~3 毫米尺寸分段使用; ○2 不同尺寸分段分别与不同的新国标符号相近似; ○3 介于两者之间; ○4 没有适当的似符号。
1 gb 1 gc 1 gd
1
ga
gb
gc
gd ga 3 gb 3 gc 3 gd
3
过渡配合
新国标 备注
n5
m5
k5 j5,js 5 n6
m6
p5○1 n5○1 m4 ○1 ○2 p6○1 n6○1
k6
js6
n7Leabharlann p7○1m7k7
j7,js
○2
7
旧国 标
jb 1 jc
1
jd
je
jf jb 3 jc 3 ja 4 jb 4 jc 4 je
公差对照表

约6.2
0.7 NO.3
14(+0/-0.8) 5.2(+/-0.2) 3.73-4.36
约7.7
0.9 NO.3
二.頭型: BINDING HEAD (JMB)
头下R角 P-插规/深
頭徑
頭高 十字穴深度 M十字宽 MAX 度规
6.3(+0/-0.5) 1.9(+/-0.15) 1.01~1.53
约3.6
日制头型深度标准公差
一.頭型: PIN HEAD (JMP)
头下R角 P-插规/深
頭徑
頭高
十字穴深度 十字宽 MAX 度规
5.5(+0/-0.5) 2.0(+/-0.15) 0.86~1.43
约3.5
0.4 NO.2
6.0(+0/-0.5) 2.3(+/-0.15) 1.15~1.73
约3.8
0.4 NO.2
規格 M 3.0 M 3.5 M 4.0 M 4.5 M 5.0 M 6.0 M 8.0
規格 M 3.0 M 3.5 M 4.0 M 4.5 M 5.0 M 6.0 M 8.0
規格 M 3.0 M 3.5 M 4.0 M 4.5 M 5.0 M 6.0 M8.0
規格 M 3.0 M 3.5 M 4.0 M 4.5 M 5.0 M 6.0 M8.0
0.4 NO.2
7.3(+0/-0.5) 2.2(+/-0.2) 1.30~1.83
约3.9
0.4 NO.2
8.3(+0/-0.5) 2.5(+/-0.2) 1.60~+0/-0.6) 2.8(+/-0.2) 1.99~2.53
新旧国标公差对照表

注备
旧国标
新国标
注备
D1
H6
Ga1
N6
Jd
U7,S7
Db1
G6
Gb1
M6
Je
B7~8
Dc1
F7
Gc1
K6
Jb3
U8
D
H7*
Gd1
J6,Js6
Db
G7*
Ga
N7*
Dc
F8*
Gb
M7
K7*
Dd
E8~9*
Gc
K7*
Js7*
De
D8~9
Gd
J7
D3
H8*
Ga3
N8
D4
H8~9*
Gb3
M8
Dc4
F9
Gc3
K8
不同尺寸分段分别与不同的新国标符号相近似;
介于两者之间;
没有适当的相近的符号。
(表中带*者为优先选用的配合)
d5
h10
d6
h11*
dc6
d11
dd6
b11,c10~11*
de6
a11,b11
d7
h12~13
dc7
b12,c12~13
类别
间隙配合
过盈配合
过渡配合
基
轴
制
配
合
的
孔
ቤተ መጻሕፍቲ ባይዱ旧国标
新国标
注备
旧国标
新国标
je
r6,s6
db
g6*
ga
n6*
p6*
jf
r6
dc
f7*
gb
m6
n6
jb3
u8
dd
e8*
旧国标
新国标
注备
D1
H6
Ga1
N6
Jd
U7,S7
Db1
G6
Gb1
M6
Je
B7~8
Dc1
F7
Gc1
K6
Jb3
U8
D
H7*
Gd1
J6,Js6
Db
G7*
Ga
N7*
Dc
F8*
Gb
M7
K7*
Dd
E8~9*
Gc
K7*
Js7*
De
D8~9
Gd
J7
D3
H8*
Ga3
N8
D4
H8~9*
Gb3
M8
Dc4
F9
Gc3
K8
不同尺寸分段分别与不同的新国标符号相近似;
介于两者之间;
没有适当的相近的符号。
(表中带*者为优先选用的配合)
d5
h10
d6
h11*
dc6
d11
dd6
b11,c10~11*
de6
a11,b11
d7
h12~13
dc7
b12,c12~13
类别
间隙配合
过盈配合
过渡配合
基
轴
制
配
合
的
孔
ቤተ መጻሕፍቲ ባይዱ旧国标
新国标
注备
旧国标
新国标
je
r6,s6
db
g6*
ga
n6*
p6*
jf
r6
dc
f7*
gb
m6
n6
jb3
u8
dd
e8*
铸件尺寸公差对照表

铸件尺寸公差对照表铸件尺寸公差对照表如下:1. 铸件线性尺寸公差:- 长度公差:±0.1mm、±0.2mm、±0.5mm、±1.0mm等;- 宽度公差:±0.1mm、±0.2mm、±0.5mm、±1.0mm等;- 高度公差:±0.1mm、±0.2mm、±0.5mm、±1.0mm等。
2. 铸件角度公差:- 直角度公差:±0.5°、±1.0°、±2.0°等;- 锐角度公差:±1.0°、±2.0°、±5.0°等;- 钝角度公差:±1.0°、±2.0°、±5.0°等。
3. 铸件曲面公差:- 曲面度公差:±0.05mm、±0.1mm、±0.2mm等;- 圆度公差:±0.05mm、±0.1mm、±0.2mm等;- 平面度公差:±0.05mm、±0.1mm、±0.2mm等。
4. 铸件位置公差:- 平行度公差:±0.05mm、±0.1mm、±0.2mm等;- 垂直度公差:±0.05mm、±0.1mm、±0.2mm等;- 同轴度公差:±0.1mm、±0.2mm、±0.5m m等。
注意:以上仅为示例,实际铸件尺寸公差对照表可能根据具体情况有所不同。
在制定具体的铸件尺寸公差对照表时,需要考虑材料特性、工艺要求、功能需求等因素,并根据相关的国家或行业标准进行规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
§ 9--1 表面粗糙度
零件图中除了视图和尺寸之外,还应具备加工和检验零 件的技术要求。技术要求主要有: 零件的表面粗糙度。 尺寸公差、形状公差和位置公差。 对零件的材料、热处理和表面修饰的说明。 对于特殊加工和检验的说明。
一、表面粗糙度的基本概念
表示零件表面具有较小间距和峰谷所组成的微观几何形 状特性,称为表面粗糙度。
最小极限尺寸: 49.992
上偏差 = 最大极限尺寸 – 基本尺寸 代号:孔为 ES ,轴为 es 。 下偏差 = 最不极限尺寸 – 基本尺寸 代号:孔为EI,轴为ei 。
尺寸公差(简称公差):允许尺寸的变动量。 公差 = 最大极限尺寸 – 最小极限尺寸 = 上偏差 – 下偏差
例:一根轴的直径为 500.008
φ
RY2.5 RY2.5
0.8 6.3
§9—2 公差与配合简介
一、公差与配合的基本概念 1、零件的互换性
● 互换性: 同一批零件,不经挑选和辅助加工,任取一个就可
顺利地装到机器上去,并满足机器的性能要求。 ● 保证零件具有互换性的措施:
由设计者确定合理的配合要求和尺寸公差大小。 ● 公差:在满足设计要求的条件下,规定零件实际 尺寸允许的变动量。
Ry
中线
l
轮廓谷底线
三、表面粗糙度的代号(符)号及其标注
1、表面粗糙度的符号
a1、a2——粗糙度高度参数代号及其 数
值( μm );
a1 a2
b
b——加工要求、镀覆、表面处理或其它
c(f)
说明等;
ed
c——样长度(mm)或波纹度( μm );
d——加工纹理方向符号;
e——加工余量(mm)
f——粗糙度间距参数值(mm)或轮廓支
在上述三个符号的长边上均可加一横线;用于标注有关参 数和说明。
在上述三个符号上均可加一小圆,表示所有表面具有相 同的表面粗糙度要求。
2、表面粗糙度参数:
表面粗糙度参数的单位是m。
注写Ra时,只写数值; 注写Rz、Ry时,应同时注出Rz、 Ry和数值。
只注一个值时,表示为上限值;注两个值时,表示为 上限值和下限值。
★ 零件上连续要素 及重复要素(孔、槽、 齿等)的表面,其表 面粗糙度代号只注一 次。
6.2
抛光 12.5 1.6
★ 齿轮、渐开线花键的 工作表面,在图中没有表 示出齿形时,其粗糙度代 号可注在分度线上。螺纹 表面需要标注表面粗糙度 时,标注在螺纹尺寸线上。
★ 同一表面上有不同表 面粗糙度要求时,应用细 实线分界,并注出尺寸与 表面粗糙度代号。
承长度率。
符号
意 义及说 明
基本符号,表示表面可用任何方法获得。当不加注粗糙度 参数值或有关说明时,仅适用于简化代号标注。
基本符号加一短划,表示表面是用去除材料的方法获得。 如车、铣、磨、剪切、抛光、腐蚀、电火花加工、气割等。
基本符号加一小圆,表示表面是用不去除材料方法获得。 如铸、锻、冲压变形、热轧、冷轧、粉未冶金等,或者是用 于保持原供应状况的表面(包括保持上道工序的状况)。
上偏差 = 50.008 - 50 = 0.008 下偏差 = 49.992 – 50 = -0.008 公差 = 50.008-49.992 = 0.016 或 = 0.008-(-0.008) =0.016
零线:在公差带图(公差与配合图解)中确定偏差的 一条基准直线,即零偏差线。通常以零线表示 基本尺寸。
尺寸公差带(简称公差带): 在公差带图中,由代表 上、下偏差的两条直线所限定的区域。
3)、 当不允许任何实测值超差时,应在参数值的右侧加 注max或同时标注max和min。
3.2max 1.6min
用去除材料的方法获得的表面, Ra的最大值 为3.2m,最小值为1.6m。
铣 3.2
用去除材料的方法获得的表面, Ra的上限值为 3.2m,加工方法为铣制。
四、表面粗糙度代号在图样上的标注
例如:
3.2
用任何方法获得的表面, Ra的上限值为3.2m。
3.2 1.6
用去除材料的方法获得的表面, Ra的上限值为3.2m,
下限值为1.6m。
Ry3.2 用任何方法获得的表面, Ry的上限值为3.2m。
说明:
1)、标注轮廓算术平均偏差Ra时,可省略符号Ra。
2)、 当标注上限值或上限值与下限值时,允许实测值中 有 16%的测值超差。
★ 在同一图样上每一表面只注一次粗糙度代号,且应注 在可见轮廓线、尺寸界线、引出线或它们的延长线上,并 尽可能靠近有关尺寸线。
★ 当零件的大部分表面具有相同的粗糙度要求时,对其
中使用最多的一种,代(符)号,可统一注在图纸的右上
角。加注 “其余”二字。 例如:
C×45ο
其余 25
φ φ M φ
★ 在不同方向的
2、基本术语 基本尺寸: 它是设计给定的尺寸; 极限尺寸 :允许尺寸变化的两个极限值,它是
以基本尺寸为基数来确定的。 尺寸偏差(简称偏差):某一尺寸减其基本尺寸
所得的代数差,分别称为上偏差和下 偏差。 例:一根轴的直径为 500.008 基本尺寸: 50
最大极限尺寸: 50.008
表面粗糙度对零件的配合性质、耐磨性、强度、抗腐性 密封性、外观要求等影响很大,因此,零件表面的粗糙度的 要求也有不同。一般说来,凡零件上有配合要求或有相对运 动的表面,表面粗糙度参数值要小。
二、评定表面粗糙度的参数
★ 轮廓算术平均偏差——Ra ★ 微观不平度十点高度——Rz ★ 轮廓最大高度——Ry
优先选用轮廓算术平均偏差Ra
在零件表面一段取样长度L(用于判断表面是轮廓线上的点到中线
的距离中线以上,y为正值;反之y为负值。Ra是轮廓偏差
绝对值,用公式表示为:
或:
n Ra=1/n ∑i=1|yi |
R
a
1 l
l
0
y(
x)dx
轮廓峰顶线
Ra y
y Yv
表面上标注时,代
3.2
号中的数字及符号
的方向必须按图中
的规定标注。
★ 代号中的数字
方向应与 尺寸数 字的方向 一致。
3.2
★ 符号的尖端必 须从材料 外指向 表面。
30° 3.2
3.2 3.2
30° 3.2
★ 当零件所有表面都有 相同表面粗糙度要求时, 可在图样右上角统一标注 代号。
★ 对不连续的同一表面, 可用细实线相连,其表 面粗糙度代号可注一次。
零件图中除了视图和尺寸之外,还应具备加工和检验零 件的技术要求。技术要求主要有: 零件的表面粗糙度。 尺寸公差、形状公差和位置公差。 对零件的材料、热处理和表面修饰的说明。 对于特殊加工和检验的说明。
一、表面粗糙度的基本概念
表示零件表面具有较小间距和峰谷所组成的微观几何形 状特性,称为表面粗糙度。
最小极限尺寸: 49.992
上偏差 = 最大极限尺寸 – 基本尺寸 代号:孔为 ES ,轴为 es 。 下偏差 = 最不极限尺寸 – 基本尺寸 代号:孔为EI,轴为ei 。
尺寸公差(简称公差):允许尺寸的变动量。 公差 = 最大极限尺寸 – 最小极限尺寸 = 上偏差 – 下偏差
例:一根轴的直径为 500.008
φ
RY2.5 RY2.5
0.8 6.3
§9—2 公差与配合简介
一、公差与配合的基本概念 1、零件的互换性
● 互换性: 同一批零件,不经挑选和辅助加工,任取一个就可
顺利地装到机器上去,并满足机器的性能要求。 ● 保证零件具有互换性的措施:
由设计者确定合理的配合要求和尺寸公差大小。 ● 公差:在满足设计要求的条件下,规定零件实际 尺寸允许的变动量。
Ry
中线
l
轮廓谷底线
三、表面粗糙度的代号(符)号及其标注
1、表面粗糙度的符号
a1、a2——粗糙度高度参数代号及其 数
值( μm );
a1 a2
b
b——加工要求、镀覆、表面处理或其它
c(f)
说明等;
ed
c——样长度(mm)或波纹度( μm );
d——加工纹理方向符号;
e——加工余量(mm)
f——粗糙度间距参数值(mm)或轮廓支
在上述三个符号的长边上均可加一横线;用于标注有关参 数和说明。
在上述三个符号上均可加一小圆,表示所有表面具有相 同的表面粗糙度要求。
2、表面粗糙度参数:
表面粗糙度参数的单位是m。
注写Ra时,只写数值; 注写Rz、Ry时,应同时注出Rz、 Ry和数值。
只注一个值时,表示为上限值;注两个值时,表示为 上限值和下限值。
★ 零件上连续要素 及重复要素(孔、槽、 齿等)的表面,其表 面粗糙度代号只注一 次。
6.2
抛光 12.5 1.6
★ 齿轮、渐开线花键的 工作表面,在图中没有表 示出齿形时,其粗糙度代 号可注在分度线上。螺纹 表面需要标注表面粗糙度 时,标注在螺纹尺寸线上。
★ 同一表面上有不同表 面粗糙度要求时,应用细 实线分界,并注出尺寸与 表面粗糙度代号。
承长度率。
符号
意 义及说 明
基本符号,表示表面可用任何方法获得。当不加注粗糙度 参数值或有关说明时,仅适用于简化代号标注。
基本符号加一短划,表示表面是用去除材料的方法获得。 如车、铣、磨、剪切、抛光、腐蚀、电火花加工、气割等。
基本符号加一小圆,表示表面是用不去除材料方法获得。 如铸、锻、冲压变形、热轧、冷轧、粉未冶金等,或者是用 于保持原供应状况的表面(包括保持上道工序的状况)。
上偏差 = 50.008 - 50 = 0.008 下偏差 = 49.992 – 50 = -0.008 公差 = 50.008-49.992 = 0.016 或 = 0.008-(-0.008) =0.016
零线:在公差带图(公差与配合图解)中确定偏差的 一条基准直线,即零偏差线。通常以零线表示 基本尺寸。
尺寸公差带(简称公差带): 在公差带图中,由代表 上、下偏差的两条直线所限定的区域。
3)、 当不允许任何实测值超差时,应在参数值的右侧加 注max或同时标注max和min。
3.2max 1.6min
用去除材料的方法获得的表面, Ra的最大值 为3.2m,最小值为1.6m。
铣 3.2
用去除材料的方法获得的表面, Ra的上限值为 3.2m,加工方法为铣制。
四、表面粗糙度代号在图样上的标注
例如:
3.2
用任何方法获得的表面, Ra的上限值为3.2m。
3.2 1.6
用去除材料的方法获得的表面, Ra的上限值为3.2m,
下限值为1.6m。
Ry3.2 用任何方法获得的表面, Ry的上限值为3.2m。
说明:
1)、标注轮廓算术平均偏差Ra时,可省略符号Ra。
2)、 当标注上限值或上限值与下限值时,允许实测值中 有 16%的测值超差。
★ 在同一图样上每一表面只注一次粗糙度代号,且应注 在可见轮廓线、尺寸界线、引出线或它们的延长线上,并 尽可能靠近有关尺寸线。
★ 当零件的大部分表面具有相同的粗糙度要求时,对其
中使用最多的一种,代(符)号,可统一注在图纸的右上
角。加注 “其余”二字。 例如:
C×45ο
其余 25
φ φ M φ
★ 在不同方向的
2、基本术语 基本尺寸: 它是设计给定的尺寸; 极限尺寸 :允许尺寸变化的两个极限值,它是
以基本尺寸为基数来确定的。 尺寸偏差(简称偏差):某一尺寸减其基本尺寸
所得的代数差,分别称为上偏差和下 偏差。 例:一根轴的直径为 500.008 基本尺寸: 50
最大极限尺寸: 50.008
表面粗糙度对零件的配合性质、耐磨性、强度、抗腐性 密封性、外观要求等影响很大,因此,零件表面的粗糙度的 要求也有不同。一般说来,凡零件上有配合要求或有相对运 动的表面,表面粗糙度参数值要小。
二、评定表面粗糙度的参数
★ 轮廓算术平均偏差——Ra ★ 微观不平度十点高度——Rz ★ 轮廓最大高度——Ry
优先选用轮廓算术平均偏差Ra
在零件表面一段取样长度L(用于判断表面是轮廓线上的点到中线
的距离中线以上,y为正值;反之y为负值。Ra是轮廓偏差
绝对值,用公式表示为:
或:
n Ra=1/n ∑i=1|yi |
R
a
1 l
l
0
y(
x)dx
轮廓峰顶线
Ra y
y Yv
表面上标注时,代
3.2
号中的数字及符号
的方向必须按图中
的规定标注。
★ 代号中的数字
方向应与 尺寸数 字的方向 一致。
3.2
★ 符号的尖端必 须从材料 外指向 表面。
30° 3.2
3.2 3.2
30° 3.2
★ 当零件所有表面都有 相同表面粗糙度要求时, 可在图样右上角统一标注 代号。
★ 对不连续的同一表面, 可用细实线相连,其表 面粗糙度代号可注一次。