技术通知单模板
《技术文件变更通知单》模板

□生产部
□质量及售后部
更改原因:
□技术改进 □客户需求 □产品定义更改
□降低成本 □材料替代 □缺料
□工艺
□BOM录入错误 □其它:
更改涉及的相关文件:
□结构图纸 □工艺文件
□检验文件
□电气图纸 □BOM
□生产订单
旧版和新版图纸处理要求:
□收回存档
□发布新版本
□原图签字修改
已生产加工物料和产品:
□报废
技术文件变更通知单
变更通知单归档编号:
图纸归档编号:
图纸名称
图号
原版本号
新版本号
总装图纸名称
总装图号
Hale Waihona Puke 项目名称及合同编号更改类别:
□BOM变更 □图纸变更 □生产变更
更改重要性:
□轻微更改 □重要更改 □致命更改
更改有效性:
□长期性
□临时性(有效日期/有效批次):
文件知会部门:
□经管部
□运营中心
□采购部
□维修代用 □代用/用完为止
备注:报废物料或产品若正在加工制作,需采购或计划及时联系将未加工停止生产,按新图纸制作。
序号
1 2 3 4 变更说明:
图号/名称
变更前内容
变更后内容
发单部门
编制
审核
批准
日期
技术更改通知单
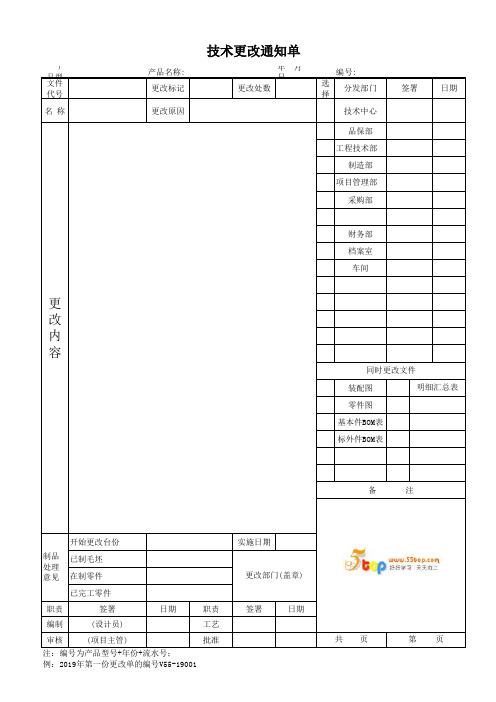
产品型号:
产品名称:年 月 日
编号:文件代号更改标记更改处数
选择
分发部门日期
名 称
更改原因
技术中心品保部工程技术部制造部项目管理部采购部
财务部档案室车间
装配图零件图基本件BOM表标外件BOM表
开始更改台份
实施日期
已制毛坯在制零件已完工零件职责签署日期
职责签署日期
编制(设计员)工艺审核
(项目主管)
批准
第 页
明细汇总表
技术更改通知单
例:2019年第一份更改单的编号V55-19001
共 页同时更改文件签署
制品处理意见
更改部门(盖章)
备 注
更改内容。
产品技术通知单【模板】
六、操作注意事项
系统工作温度为日常巡检重点关注项目,请注意在未上报风扇告警的情况下,结合单盘工作温度对风扇的工作状态进行判断。
七、历史通知单处理策略
1、适用网络:全球在网的POTN产品U系列设备
2、产品类型:FONST 5000 U10/U20/U30/U60、FONST 6000 U10/U20/U30/U60
3、网管版本信息:与网管版本无关
4、设备版本信息:与设备单盘软件版本无关
二、本通知单适用的场景下问题描述
POTN产品U系列风扇物料统一,内为10个小风扇,目前发现在个别风扇故障停转后,不上报风扇故障告警。
产 品 技 术 通 知 单
主题
关于POTN U系列风扇问题的技术通知
发布目的
POTNU系列风扇存在告警漏报风险,请注意日常巡检观察。
发布对象
所有使用POTN产品U系列设备的各省技术服务中心
方案状态
☑最终解决方案。
□临时解决方案。
计划最终方案:
方案提供时间:
执行期限
☑长期备注:
□限期要求完成时间:
一、适用范围
三、原因分析
风扇控制板MCU在软件在选择开关处有BUG没有形成循环开关,导致风扇单元只能检测到一个风扇的转速运行,从而导致风扇单元内的其他风扇的运行状态脱离监控从而导致问题出现。
四、解决方法
风扇控制板MCU软件已经修改并释放,在制造部新出厂的U系列设备上,已经解决该问题,但风扇控制板MCU软件不支持在线升级,因此对于在网的风扇单元需要通过日常巡检结合风扇工作模式、扇区单盘温度情况,等予以综合判断风扇运行情况。
技术更改通知单-模板
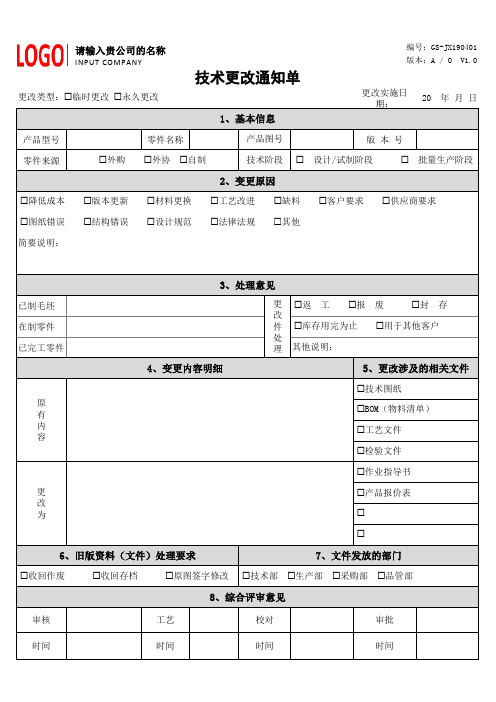
更改实施日
期:
20 年 月 日
产品型号零件名称
版 本 号
零件来源
已制毛坯在制零件已完工零件
审核工艺审批时间
时间
时间
8、综合评审意见
校对时间
☐☐
6、旧版资料(文件)处理要求
7、文件发放的部门
☐收回作废 ☐收回存档 ☐原图签字修改
☐技术部 ☐生产部 ☐采购部 ☐品管部
更改为
☐BOM(物料清单)☐工艺文件☐检验文件☐作业指导书
☐产品报价表其他说明:
4、变更内容明细
5、更改涉及的相关文件
☐技术图纸
原有内容
更改件处理
3、处理意见
☐返 工 ☐报 废 ☐封 存☐库存用完为止 ☐用于其他客户2、变更原因
☐降低成本 ☐版本更新 ☐材料更换 ☐工艺改进 ☐缺料 ☐客户要求 ☐供应商要求☐图纸错误 ☐结构错误 ☐设计规范 ☐法律法规 其他简要说明:
产品图号☐外购 ☐外协 ☐自制
技术阶段
☐ 设计/试制阶段 ☐ 批量生产阶段
编号:GS-JX190401版本:A / O V1.0
技术更改通知单
更改类型:☐临时更改 ☐永久更改
1、基本信息
请输入贵公司的名称
INPUT COMPANY。
技术交底通知单
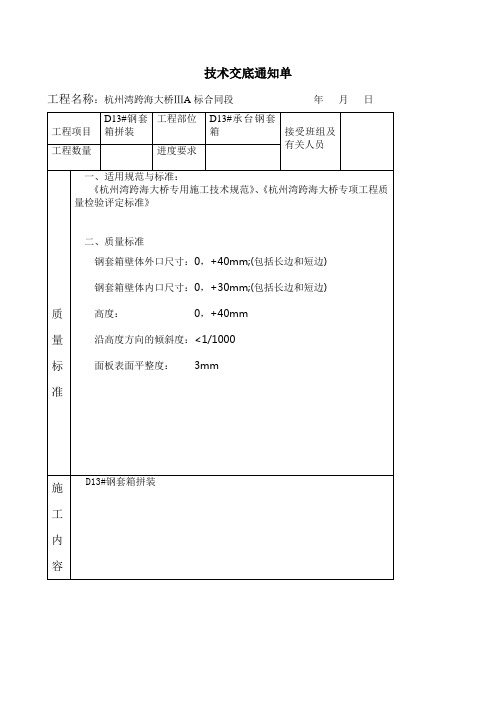
2、焊接底板控制支墩 底板控制支墩布置在底板 6 个拐角和模板拼缝处,用 C43#套箱跳梁材料制作,支墩 标高和平面位置利用测量仪器控制,且支墩顶面离码头面距离不小于 30cm。 3 底板与壁体拼装 底板布置方向与现场安装方向一致。 底板外边线与码头边缘线距离不大于 2.5m,如下 图示: 施 工 程 序 及 技 术 操 作 D13#下游钢套箱码头布置图 要 考虑到码头场地较小,吊车不便于施工,故对底板与壁体拼装顺序作严格安排。总体顺 序为: 点 底板 A、A1 壁体 3、4 底板 B 壁体 1 底板 B1 壁体 1 底板 C 壁体 2 底板 C1 壁体 2 底板 D 壁体 5 底板 E 壁体 7 底板 D1 壁体 5、7 底板开孔放样,根据现场测量数据开孔,开孔时气割不能损坏码头面层。 4、连接板焊接 拼缝连接板焊接必须在所有壁体竖向拼缝螺栓紧到位后,才能施焊。注意焊缝收缩 对壁体变形的影响。 5、钢管支撑施工 钢管支撑分节段安装。在拼装前加工好每节段钢管,每节段钢管下料按正误差控制, 以便安装时的调整。 6、涂防锈漆 焊接钢管同时,对壁体内表面进行打磨除锈及拼缝错牙处理。焊接工作结束后,对 打磨好的钢套箱内表面进行防锈漆涂装。考虑面板面积比较大,最好分块打磨、分块涂 装防锈漆。 7、安装起吊 码头钢套箱底板的摆放位置与现场一致。在钢套箱顶部焊好栏杆及人员上下的爬梯 (爬梯具体位置拼装现场确定) 。起吊中心线与码头边缘距离为 27.5m,安装采
焊接底板控制支墩 倒运底板和壁体 施工好保温层
#
及 技 术 操 作
焊接连接板 拼装壁体 组装分块底板
要 点
安装钢管支撑
涂防锈漆
竣工验收
安装起吊
、 三、主要工艺施工控制 1、底板和壁体倒运 底板尺寸为 7.5x12m 或 9x12m,单块重约 15 吨,壁体单块最大尺寸:14.5x8m,采 用长 14.5m 的加长平板车运输底板和壁体。由于码头场地较小,根据前方拼装情况分 批倒运底板和壁体。倒运前检查好路况,不能影响平板D13#钢套箱拼装
技术变更通知单(模版)(整理).pptx
上海智能科技股份有限公司
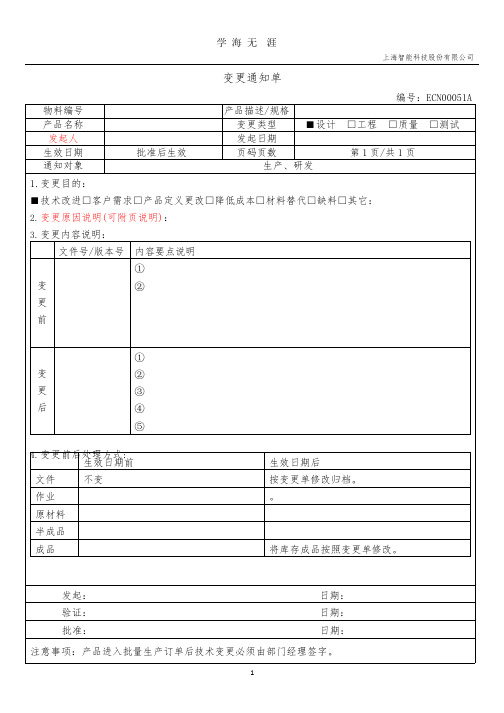
变更通知单
物料编号 产品名称
发起人 生效日期 通知对象
批准后生效
产品描述/规格
变更类型
■ 设计
发起日期
页码页数
生产、研发
编号:ECN00051A □工程 □质量 □测试 第 1 页/共 1 页
1.变更目的:
■ 技术改进□客户需求□产品定义更改□降低成本□材料替代□缺料□其它:
1
学海无 涯
2
2. 变更原因说明(可附页说明):
3. 变更内容说明:
文件号/版本号 内容要点说明
①
变
②
更
前
①
变
②
更③Βιβλιοθήκη 后④⑤4. 变更前后处理方式: 生效日期前
文件
不变
作业
原材料
半成品
成品
生效日期后 按变更单修改归档。 。
将库存成品按照变更单修改。
发起: 验证: 批准:
日期: 日期: 日期:
注意事项:产品进入批量生产订单后技术变更必须由部门经理签字。
技术联系通知单

技术联系(通知)单
可编辑范本
可编辑范本
技术联系(通知)单
工程名称达连河集中供热热源厂编号2014-01
施工单位黑龙江新天地建筑工程有限公司日期2014年8月2日
事项办公楼暖气沟及外墙防冻胀
提出内容:
办公楼暖气沟及外墙防冻胀做法
说明:1、暖气沟采用C15砼垫层100mm厚。
2、墙体采用Mu10红砖,M10水泥砂浆砌筑,墙厚240mm。
3、暖气沟上、下、内、外均抹防水砂浆(1:3水泥砂浆掺4%密实剂)。
4、暖气沟盖板均采用现浇钢筋砼,过车处为200mm厚,三级螺纹钢Φ12@150双向配筋,其余为80mm厚三级螺纹钢Φ12@200、Φ8@200配筋.
5、外墙防冻胀采用水撼砂。
可编辑范本
技术联系(通知)单
可编辑范本
可编辑范本
技术联系(通知)单可编辑范本
可编辑范本
技术联系(通知)单可编辑范本
可编辑范本
技术联系(通知)单
可编辑范本
可编辑范本
技术联系(通知)单可编辑范本
可编辑范本
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更可编辑范本
好]
可编辑范本。
模板施工技术交底通知单

序号
检查项目
允许偏差(mm)
检验方法
1
钢模全长
+5、-10
30米钢卷尺测量
2
钢底模每米高低差
≤2尺量
4
底板厚度
+5、0
经纬仪定中线量
5
模板内部尺寸
+5、0
钢尺量
6
轴线偏位
10
钢尺量
7
装配式构件支承面的标高
+2、-5
钢尺量
8
模板相邻两板表面高低差
2.施工现场保持整齐有序,所有人员不得穿拖鞋进入现场,以防摔倒受伤。
3.严禁转移模板时高抛模板,以免造成不必要的伤亡。
4.门吊吊运模板时,要提醒附近其它工种操作人员避让,其它工种使用门吊移运物体时,也要避让。
5.现场所有焊工,机械操作人员必须持证上岗,严格按操作规程作业,严禁违章作业和疲劳作业。
6.夜间施工必须有足够的照明。现场用电必须有专职电工负责,实行三相五线制,一机一闸一保护,严禁一闸多用,严禁私自乱拉乱接电线。
3.箱梁几何尺寸控制在误差范围内(箱梁中心线处梁高为160cm【+0,-5mm】,边梁顶宽273cm、中梁240cm【-30mm,+30mm】,顶板厚度18cm【+5mm,-0】,梁长(底)中跨为2939cm、(底)边跨为2961.4cm、(顶)中跨为2931.8cm、(顶)边跨为2957.8cm【+5mm,-10mm】)
1.钢筋绑扎前将台座表面铁锈及水泥浆用砂轮打磨干净,用新鲜的机油与柴油混合作为脱模剂,用抹布涂擦在台座表面,机油厚度以手掌接触台座表面无明显油迹为宜。
2.由于钢模板采用标准组合模板,模板拼装前将模板表面铁锈及水泥浆用布砂轮打磨干净,在接口位置粘贴双面胶带一层,接缝要严密、平整,不得漏浆,模板与台座接口使用“U”型橡胶条防止漏浆,胶带粘贴时不得超过模板边口,缩进1~2mm。