Proface应用案例一
Proface GP在印刷行业的应用(一)
书山有路勤为径;学海无涯苦作舟
Proface GP 在印刷行业的应用(一)
现在GP在各个行业的运用越来越广泛,以下就是一个GP在印刷行
业中的一个运用。
这是一台烫金设备。
设计要求:为配合走纸机烫金,共有5轴精确定位系统,其中3轴纵
轴,2轴横轴,要求精确定位,每走950mm要求误差不超过5mm;4轴要求恒转矩运行;12路温度控制,要求温度精确控制在1℃以内。
我们在设计本系统中力求做到最先进,最快速,力求做到最好。
在经
过研究,考虑过各种方案,我们决定采取以下方案:
1.GP
采用Pro-face触摸屏,GP2500-TC42-24V,主要性能:
10.4英寸TFT彩色显示,640*480,256色,4MB FEPROM,
256KB SRAM,以太网,扩张SIO,CF卡。
2.PLC
横河:
CPU:F3SP28-3S
编程方法:采用IEC1131-3语言中4种方式(梯形图、指令清单、功能
模块图、顺序功能流程图)
专注下一代成长,为了孩子。
基于Pro-face触摸屏脚本的应用
件数的增加,触摸屏程序 的存储也会随之增加。甚至会 出现超 出触摸屏实际的存储空间。因为触摸屏设计的最
基 本 要求 就 是满 足设 备 的需 要 ,不 允许 牺牲 应有 的功 能 而 压缩 存 储 空间 , 因而不 能 强制删 除画 面和 部件 。同 时 画 面和 部件 太 多 不仅 会给 在 触摸 屏程 序 编写 过程 中带来 大 量 的工作 而 且带 来 出错 的隐 患 。
题 :一是更换 具有更大存储 空 间的触摸 屏 ;二是 通过现有 触摸屏存 在的功能合 理的删除不必要 的画面和部件 。
虽然第一种办法更换具有更大存储空间的触摸屏可
以从 根 本上 解 决存 储 空 间不足 的问题 ,但 是 首先 增加 了 设备 的成本 ,其 次会 由于 运气 不好 碰 上产 品的更 新换 代 而造 成 的原 程序 无 法直 接应 用 的 问题 。如 从P r o — f a c e 触 摸屏 的G P 2 5 0 0 升级 ̄ U G P 3 5 0 0 ,原来 G P 2 5 0 0 的程 序 就无 法 在G P 3 5 0 0 上 直接 使 用 ,需要 经 过转 换之 后 才能 应用 。关 于第 二种 方 法就 可 以应 用触 摸 屏存 在 的脚 本功 能压 缩程 序 的 存储 空 间 , 由于 脚本 的存储 空 间要 比部 件 和 画面 的 存 储 空 间 小 , 因 此 用 这 种 方 法 可 以压 缩 需 要 的存 储 空 间, 但是 这种 方 法只 是更 加 合理 的应 用 现有 的 资源 ,只
应用 触 摸屏 脚 本可 以实现 一些 特殊 功 能 , ̄G P 3 5 0 0 提 供 了将 采 样 数据 保 存 在u 盘 中 的功 能 ,但 是 如 果想 在 保存 数据 时修 改文 件 的名称 就 必须应 用脚 本功 能 。
Pro-face人机界面在切片机中的应用
Pro-face人机界面在切片机中的应用导语:本文介绍了Pro-face人机界面在LTCC生瓷带切片机中的具体应用摘要:本文介绍了Pro-face人机界面在LTCC生瓷带切片机中的具体应用。
关键词:人机界面切片机1 引言在切片机PLC主控系统中,使用Pro-face人机界面代替传统中的按钮,开关和指示灯;而且还可以与PLC进行双向数据交换,接受用户的工作参数设置,同时监视系统的运行并显示设备操作状态的实时信息。
选用Pro-face系列AST-3401触摸屏,7.5英寸,256色真彩显示,可以与三菱Q02PLC 通过RS232通讯,其画面编辑软件GP-Pro EX功能全面,大大加快了设备的研发周期。
2 工艺流程切片在整个LTCC(低温共烧陶瓷Low temperature co-fired ceramic)多层基板制造流程中属于首道工序,是继流延之后,将生瓷带卷切成所需尺寸大小的生瓷片的过程。
切片具体工艺流程见图1。
[align=center]图1 切片工艺流程图[/align]3 界面设计通过界面设计,使切片设备实现了人机交互功能,主要完成参数设置、切片的手动/自动运行、状态监控、设备维护和报警信息显示等功能。
3.1操作主屏设备上电,各运动轴初始化,同时触摸屏欢迎页面显示,2秒后进入主界面即操作主屏(见图2),这时用户就可以进行设备操作。
在操作主屏,可以通过功能键切换其它画面屏,也可以进行自动切片操作。
按“开始”,设备就按设定的切片数量进行自动切片,并显示当前切片数量。
状态信息是提示用户当前设备状态,包括初始化,待机,手动操作,自动操作,料盘用完提示和切片数量完成等等,用户可以根据提示信息进行相应的操作。
[align=center]图2 操作主屏[/align]3.2 参数设置在操作主屏按参数设定键,进入参数设定屏,选择切片尺寸,送料方向(逆时针或顺时针),旋转功能等参数,如图3所示。
[align=center]图3 参数设定屏[/align]3.3 手动操作屏送带,切带,压带,放生瓷片,放料盘,料盘旋转,手动按一个键执行一个操作,见图3,还可以触发小窗口画面弹出和消隐,实现“料盘用完”提示后用户下一步操作信息,更加人性化。
PROFACE触摸屏-数据记录方法步骤

PROFACE 触摸屏触摸屏——数据记录方法步骤数据记录方法步骤有时需要在触摸屏上批量显示PLC 中的数据,如下图,可以显示生产线A~D 的实时产量,此时,就可以使用触摸屏的数据记录方法来实现。
下面介绍一下PROFACE 触摸屏数据记录方法的设置步骤操作功能说明操作功能说明::触发按钮触发按钮::按下时,触摸屏记录并显示PLC 中指定的数据 响应指示灯响应指示灯::当触摸屏接收PLC 数据时点亮数据满指示据满指示::当记录表格中数据满时常亮报警,点击指示灯或清除数据后灭清除按钮清除按钮::全部清除记录表格中的数据数据模拟数据模拟::模拟生产线A~D 的实时数据★ 在工程管理器中点击“画面/设置”→“数据记录设置”:★ 在弹出的“数据记录窗口”中,点击标签“触发设置”,设置记录触发的相关内容。
注:①记录(开/关)-必须选中此项才能使用数据记录功能②特殊/经济-数据记录两种模式,特殊模式时最多可以记录32个字(见④项中的“字数”),经济模式最多可以记录255个字(此时必须勾选“循环”项,注:自动选中)。
③位/时间方式:记录触发的两种方式。
位方式是以开关量触发数据记录(触摸屏开始记录数据),而时间方式是以指定的时间间隔记录数据。
④数据记录所用的字寄存器相关设置数据记录的起始地址-开始运行数据记录的PLC起始地址。
对于本例来说,即记录生产线A产量的数据寄存器的地址(本例中为D300); 字数-从起始地址开始的待记录数据的寄存器个数,对于全例来说,需要记录生产线A~D连续4个生产线的产量,需要4个寄存器,因此设置为4。
如果设置的字数小于实际要记录的个数,则字数以后项目不会显示(如本例中设置为2,则生产线C和D的产量数据则不会记录)。
读取次数-每一块中所记录数据的次数,此数据不能小于记录表中的数据的行数。
如本例中数据记录表中的数据行数设置为8,表明触摸屏记录数据8次后,记录表格就会满(数据满指示灯亮)。
因此,对于本例来说,读取次数不能小于8(可以大于8,但会浪费触摸屏的响应时间)。
PROFACE

Proface人机教程一、人机界面产品的定义连接可编程序控制器(PLC)、变频器、直流调速器、仪表等工业控制设备,利用显示屏显示,通过输入单元(如触摸屏、键盘、鼠标等)写入工作参数或输入操作命令,实现人与机器信息交互的数字设备,由硬件和软件两部分组成。
二、人机界面(Proface)产品的组成及工作原理人机界面产品由硬件和软件两部分组成.硬件部分包括处理器、显示单元、输入单元、通讯接口、数据存贮单元等,其中处理器的性能决定了Proface产品的性能高低,是核心单元。
根据产品等级不同,处理器可分别选用8位、16位、32位的处理器。
Proface软件一般分为两部分,即运行于硬件中的系统软件和运行于PC机Windows操作系统下的画面组态软件.使用者都必须先使用Proface的画面组态软件制作“工程文件”,再通过PC机和人机产品的串行通讯口,把编制好的“工程文件”下载到人机的处理器中运行。
三、人机界面的基本问题:1、人机界面与人们常说的“触摸屏”有什么区别?从严格意义上来说,两者是有本质上的区别的。
因为“触摸屏”仅是人机界面产品中可能用到的硬件部分,是一种替代鼠标及键盘部分功能,安装在显示屏前端的输入设备;而人机界面产品则是一种包含硬件和软件的人机交互设备。
在工业中,人们常把具有触摸输入功能的人机界面产品称为“触摸屏”,但这是不科学的。
2、人机界面和组态软件有什么区别?人机界面产品,常被大家称为“触摸屏”,包含HMI硬件和相应的专用画面组态软件,一般情况下,不同厂家的HMI硬件使用不同的画面组态软件,连接的主要设备种类是PLC。
而组态软件是运行于PC硬件平台、windows操作系统下的一个通用工具软件产品,和PC机或工控机一起也可以组成HMI产品;通用的组态软件支持的设备种类非常多,如各种PLC、PC板卡、仪表、变频器、模块等设备,而且由于PC的硬件平台性能强大(主要反应在在速度和存储容量上),通用组态软件的功能也强很多,适用于大型的监控系统中。
PR OFAC E 触摸屏--配方功能PROFACE
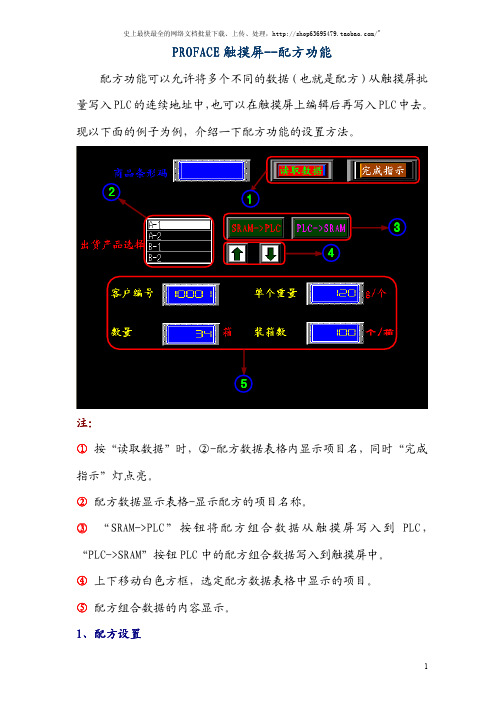
PROFACE 触摸屏触摸屏------配方功能配方功能配方功能配方功能可以允许将多个不同的数据(也就是配方)从触摸屏批量写入PLC 的连续地址中,也可以在触摸屏上编辑后再写入PLC 中去。
现以下面的例子为例,介绍一下配方功能的设置方法。
注:① 按“读取数据”时,②-配方数据表格内显示项目名,同时“完成指示”灯点亮。
② 配方数据显示表格-显示配方的项目名称。
③ “SRAM->PLC ”按钮将配方组合数据从触摸屏写入到PLC ,“PLC->SRAM”按钮PLC 中的配方组合数据写入到触摸屏中。
④ 上下移动白色方框,选定配方数据表格中显示的项目。
⑤ 配方组合数据的内容显示。
1、配方设置配方设置史上最快最全的网络文档批量下载、上传、处理,/"★ 在工程管理器中选择“画面/设置”→“配方数据”→“配方设置”。
★ 设定配方设置中的内容注:① 选择使用配方功能(使用配方功能时,此项必选)② 写入设置:将配方数据从触摸屏的内存或CF 卡写入SRAM(将配方数据写入到PLC 前必须先写入SRAM)控制字地址控制字地址::该字地址的0位为1时,执行传输动作写结束位地址写结束位地址::写入完成后该位为1③ PLC 和SRAM 直接传输设置该功能是由PLC 控制的配方数据自动传输方式,此时必须选中“PLC 控制传输”项。
控制字地址控制字地址::当PLC 中该字地址的0位为1时,配方数据从SRAM 传到PLC。
传输结束位地址:配方数据传输完成后,此位置1。
2、配方列表设置配方列表设置★ 在工程管理器中选择“画面/设置”→“配方数据”→“配方列表”。
★ 在弹出的“配方数据列表”中,选择配方数据是存于内存还上CF卡,再点击“添加”。
★设置配方数据的内容和数据格式。
注:① 配方数据的格式文件号文件号::可以为每一份配方数据起一个文件号(0~2047) 数据块数数据块数::配方中的项目数(即所含配方的个数,具体见下表) 配方数据的存储位置描述描述::可以为此配方加一个说明,说明该配方的功能等数据项目数数据项目数::配方中每一个配方项目的配方所含的数据个数(见下表)② 配方数据地址及格式包括数据的起始地址及数据格式和显示格式及有无符号等。
proface触摸屏使用手册

proface触摸屏使用手册【原创版】目录一、proface 触摸屏概述二、proface 触摸屏的连接方式三、proface 触摸屏软件的安装与使用四、proface 触摸屏的配方功能五、proface 触摸屏的操作日志正文一、proface 触摸屏概述proface 触摸屏是一种用于控制和管理触摸屏设备的软件,可以实现多种功能,如触摸屏显示、触摸屏控制、触摸屏操作、触摸屏监控等。
proface 触摸屏软件可以帮助用户实现各种自定义的触摸屏功能,可以让用户简单、快速地控制和管理触摸屏设备。
二、proface 触摸屏的连接方式变频器的类型可以选择,例如 varispeed、g7/f7 系列、vs 系列、mini 系列、v7/j7 系列等。
在此以 vs606v7 系列为例,采用 rs-422,4 线制方式连接。
三、proface 触摸屏软件的安装与使用首先从 proface 官网上下载最新的触摸屏软件安装程序,双击安装文件,然后依次完成安装步骤,最后点击完成。
安装完成后,用户可以通过触摸屏软件实现各种自定义的触摸屏功能。
四、proface 触摸屏的配方功能配方功能允许将多个不同的数据(也就是配方)从触摸屏批量写入PLC 的连续地址中,也可以在触摸屏上编辑后再写入 PLC 中去。
例如,按读取数据时,配方数据表格内显示项目名,同时完成指示灯点亮。
配方数据显示表格 - 显示配方的项目名称。
sram->plc 写入。
五、proface 触摸屏的操作日志触摸屏(touch screen)又称为触控屏、触控面板,是一种可接收触头等输入讯号的感应式液晶显示屏。
在 proface 触摸屏中,用户可以通过操作日志记录触摸屏的使用情况,方便进行管理和维护。
总之,proface 触摸屏是一款功能强大、易于使用的触摸屏设备,用户可以通过触摸屏软件实现各种自定义功能,以满足不同的使用需求。
proface手册
proface手册Proface是一款广泛应用于工业自动化领域的人机界面(HMI)软件。
本手册旨在为用户提供关于Proface软件的详细介绍和使用指南,帮助用户快速上手并充分发挥软件的功能。
一、Proface软件介绍Proface是一款功能强大、易于使用的人机界面软件。
它具有直观友好的图形界面,提供丰富的可视化控件和操作面板,能够帮助用户轻松创建自定义的用户界面。
同时,Proface还支持多种数据通信协议,实现与各种硬件设备的连接和数据交互。
二、Proface软件的安装与配置1. 安装步骤:首先,将Proface软件安装文件下载到计算机中,然后运行安装程序,按照提示完成安装过程。
注意选择合适的安装目录,并确保计算机满足软件的系统要求。
2. 软件配置:在安装完成后,需要进行一些配置工作,以确保Proface软件能够正常运行。
这包括设置通信端口、网络参数、数据库连接等。
根据实际需求,选择合适的配置选项,并进行相应的设置。
三、Proface软件的界面和基本操作1. 界面布局:Proface软件的界面通常由工作区、控制面板和属性区组成。
工作区用于设计和编辑用户界面,控制面板提供各种控件和功能按钮,属性区显示被选中控件的属性和设置项。
2. 基本操作:在Proface软件中,用户可以使用拖拽、复制粘贴等方式创建和编辑控件,设置其属性和行为。
同时,还可以进行页面导航、数据输入输出等操作。
通过熟悉基本操作,用户能够快速高效地使用Proface软件。
四、Proface软件的高级功能1. 数据通信:Proface软件支持多种数据通信方式,包括串口通信、以太网通信、无线通信等。
用户可以根据实际需求选择适合的通信方式,并进行相应的配置和设置。
2. 数据处理:Proface软件提供强大的数据处理功能,可以对输入的数据进行计算、转换和逻辑判断等操作,并将结果实时显示在界面上。
这使得用户可以方便地对数据进行处理和分析。
3. 报警和事件:Proface软件支持报警和事件功能,可以在特定条件下触发相应的警报和操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电气画面部分说明
门壳线包括上料机、冲切、折弯、传输四个远程站,每个远程站含有一个按钮站,分别控制各工位进行手动/自动操作。
各工位手动/自动按钮为设备进行手动自动之间转换使用,旋至手动状态,可以通过触摸屏进行工位单独手动操作。
旋至自动状态,设备如果满足设备运行条件,则进行全自动运行。
遇到设备故障,拍下急停按钮,旋至手动状态,排除故障后手动复位,然后再旋至自动状态重新自动运行。
此外,门壳线包含一个主柜和一个触摸屏操作柜,设备参数设定,手动以及配方调型均在触摸屏上操作。
主柜上还含有系统操作按钮,系统总启动、总停止、复位、手动/自动、急停。
在主柜面板上控制液压站启停,包括:冲切液压站启动、冲切液压站停止、折弯液压站1号泵启动、折弯液压站1号泵停止、折弯液压站2号泵启动、折弯液压站2号泵停止、折弯液压站3号泵启动、折弯液压站3号泵停止、折弯液压站4号泵启动、折弯液压站4号泵停止。
型号转换可以通过配方功能实现,根据产品型号修改配方各部分参数,通过触摸屏内存记忆保存。
更换型号时,可以调用保存配方数据一次调整到位。
设备有生产计数功能,当生产数量等于生产设定值的时候,设备自动停止运行。
触摸屏包括报警画面,设备自动运行中如果出现故障,故障指示红灯会亮,触摸屏上显示报警信息。
故障消除后,信息消失。
画面说明如下:
1.开机画面
设备开机后,触摸屏显示开机画面。
须输入主机手设定密码进入系统。
2.选择画面
进入系统后,进入此画面,画面包括各工位手动操作、伺服手动画面及配方画面。
当生产计数等于生产设定时,上料停止上料。
清零按钮用于清除生产计数。
3.报警画面
设备报警时显示报警信息。
按下报警清除,则之前的报警信息被清除,显示当前的报警信息
4.配方画面
配方画面用于保存、调用各种型号的板材配方。
调用配方
手动状态下,输入配方号,点击调用配方调用参数,配方被调用,相应的产品型号会自动出现,然后定位启动。
定位完成后打开“压头”画面,查看各个伺服电机是否到位,到位后即可自动生产。
保存配方
输入产品型号、配方代号,分别在传输D、F、传输E、中输入机械手每行走一步的位置,
和选择冲切、折弯压头是否使用。
在压头画面中输入各个压头的位置参数。
在“折弯“画面中输入折弯压头向中间收的位置,在“速度画面”中输入自动状态下机械手的速度,和防止撞板的保护数据。
数据输入完成后,将“禁止保存”打开先双击“保存参数”、后双击“保存配方”,配方被保存,五秒钟后“禁止保存”自动关闭,参数禁止写入。
如下图,
在此画面中输入D机械手每走一步的数据,在压头选择中选择当前位置
下要使用的压头
初始位置为等待放料的位置,对中夹料为对中的位置,D7位置是将板材交给E
机械手的位置,D9位置是划膜的位置,D1是中位压紧,D6 D8 是冲切的位置,
D2为等待放料的位置,D3为对中的位置,D4、D5为冲切的位置
输入E机械手每行走一步的位置数据,以及是否使用此位置,在压头
画面中选择当前位置下要使用的压头,
初始位置为等待接料的位置
E8位置为E机械手将板材交给F机械手的位置,
输入F机械手个位置的数据,选择压机使用或不适用,选择F4压紧是否使用(如果不使用D1\D2压机,则不适用F4压紧), F出料是将料推出的位置,可选择使用与不使用
传输手动画面用于手动调整D 、E、 F机械手和对中伺服调整就绪指示灯亮时表示伺服电机没有报警,反之报警则灯灭。
用于手动调整冲切压头伺服
就绪指示灯亮时表示伺服电机没有报警,反之报警则灯灭。
用于手动调整折弯伺服电机
就绪指示灯亮时表示伺服电机没有报警,反之报警则灯灭。
点击
进入下一折弯画面
用于手动调整折弯伺服电机
就绪指示灯亮时表示伺服电机没有报警,反之报警则灯灭。
用于手动操作各个机械手的夹紧与松开,前定位上升下降,后定位上升下降,后定位前进后退,侧推前进后退,F4上升下降。
设备开机后回一下原点,以防止断电状态下伺服电机位置的变动,保证数据的
准确性。
就绪指示灯亮时表示伺服电机没有报警,反之报警则灯灭
设备开机后回一下原点,以防止断电状态下伺服电机位置的变动,保证数据的
准确性。
就绪指示灯亮时表示伺服电机没有报警,反之报警则灯灭
在此画面中选择压头是否使用,划膜是否使用。
用于输入各伺服电机的配方参数,查看各伺服电机是否在设定的位置用于修改密码,输入密码后,点击保存则开机密码被修改
将“折弯进使用“打开,自动状态下在F机械手运动时
折弯伺服会向中间靠拢,其中的数据为压头向中间靠拢后的位置,
可以单个选择压头进得使用或不使用
弯时再返回到折弯位置。
不打开则不动
在手动状态下修改机械手自动状态下得速度
防止撞板的数据适当增大,撞板发生的可能性越低(依据板材的长短不同来调整)。