数控机床的变频器
微能WIN_V63矢量控制变频器在数控机床上的应用

频率给定通道
命令 给定通道
7(A n 给定)
( l 端子给定)
应用在数控机床驱动控制领域 , 其优越 的性能(低频转矩大 , 调速范围宽 , 稳
态 精 度 高 , 加减 速 快 , 操 作 灵活 方便 , 功 能保护全 )以及高可 靠性得 到 了充 分的 验 证 , 完 全满 足 数 控 机 床 主轴 控 制
给定通道浦波 曲线1最大给定对应频率皿
能耗 制动 电压
0 .15 (模拟纽滤波时间) 20 .0 (夕 10 对应20 . z) 0 0 陕 v ) ( 00H
68 0
加速时间
减速时间 过压失速功能允许
自 限流动作选择 动
1 (加速时间是指从零频到最大频率)
( l 减速时间是指从最大频率到零频) 0 ( 过压失速劝能关闭)
元 , 制 动 电阻 可 以 按照 表 l 选 取
4 .2 变频器配线
变 频器 配 线如 图 1 所示
表1
3 .7k w
500 W 20 0 0
制动电阻选择
7 .sk w 2 25 0W
6 5n
其中X I X Z 分别设定为端子急停
11kw 33 00 W
43 0
5 .sk w 16 50 w
890
控 制精 度高 , 超 静音 运行控 制 程Pl 简易 PL C 摆 频运 行 内置 过 16 段 多 时起动转 矩能够达 到 15 % 以上 ; 载波频 0 率范 围 1一 H z , 有 效 的减小 了主轴 系 16k 统的 啸叫 音 ; 提 供两路 标准 的 0 一 V 模 o r 拟量接 口( l 电压 0 一 V , A IZ 电压 / 电 l A 1O 流可选 压1OV 用月 Il I 二 能够与 大多 20 lA X ), 数数控 系 统接 口兼容 , 通 用性 强 ; 过 负 载能 力强 , 巧0 % 以上额 定输出 电流超 过 2 分钟 ; 提供 多功能的输 出端 子信号 , 例 如零速 信 号 , 运 转 中信号 , 速度 到达 信 号 , 故 障指 示 , 满足 系统 对于 主轴速 度 状 态 的监控 ; 自动转 矩补偿 , 满 足机 床 主轴 在 低 速 情 况 下 的 加 工 需 求 ; 标 配 R S 4 85 通讯 接 口 , M O D B U S 通讯协 议 , 附有专用 咒 机调试 软件 ; 静 止和旋转 两 种 电机 参 数 自动 整定 功能 , 在线 识别 电 机参 数 , 保 证 系统 的 稳 定性 和 精确 性
iNVOEE VC610系列变频器数控机床应用快速设定指南v1.04
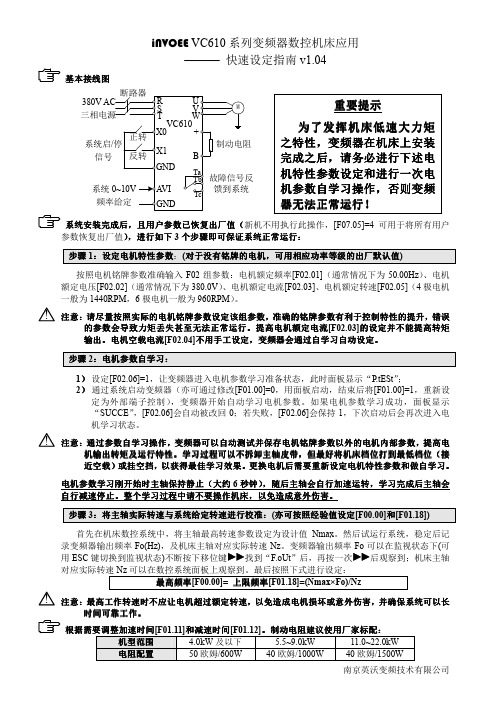
iNVOEE VC610系列变频器数控机床应用——— 快速设定指南v1.04基本接线图系统安系统安装装完成完成后后,且用户参数已恢复出厂值且用户参数已恢复出厂值((新机不用执行此操作,[F07.05]=4可用于将所有用户参数恢复出厂值,),进行如下进行如下3个步骤即可保证系统正常运行个步骤即可保证系统正常运行:: 步骤1:设定电机特性参数:(对于对于没有铭牌的电机没有铭牌的电机没有铭牌的电机,,可用相应功率等级的可用相应功率等级的出厂出厂出厂默认值默认值)按照电机铭牌参数准确输入F02组参数:电机额定频率[F02.01](通常情况下为50.00Hz )、电机额定电压[F02.02](通常情况下为380.0V )、电机额定电流[F02.03]、电机额定转速[F02.05](4极电机一般为1440RPM ,6极电机一般为960RPM )。
注意注意::请尽量按照实际的电机铭牌参数设定该组参数请尽量按照实际的电机铭牌参数设定该组参数,,准确的铭牌参数有利于控制特性的提升准确的铭牌参数有利于控制特性的提升,,错误的参数会导致力矩丢失甚至无法正常运行的参数会导致力矩丢失甚至无法正常运行。
提高提高电机额定电流电机额定电流[F02.03]的设定并不能提高转矩输出输出。
电机空载电流[F02.04]不用手工设定不用手工设定,,变频器变频器会通过自学习自动设定会通过自学习自动设定会通过自学习自动设定。
步骤2:电机参数自学习电机参数自学习::1) 设定[F02.06]=1,让变频器进入电机参数学习准备状态,此时面板显示“P.tESt ”;2) 通过系统启动变频器(亦可通过修改[F01.00]=0,用面板启动,结束后将[F01.00]=1,重新设定为外部端子控制),变频器开始自动学习电机参数。
如果电机参数学习成功,面板显示“SUCCE ”,[F02.06]会自动被改回0;若失败,[F02.06]会保持1,下次启动后会再次进入电机学习状态。
浅谈变频器在数控机床中的使用
浅谈变频器在数控机床中的使用摘要在数控机床上,变频器主要用于交流电动机的控制,它不但起了节能和调速的作用,而且它的软启动能够保护附属电气设备,避免直接启动给机械设备造成冲击,从而引起机械故障。
因此变频器是理想的调速和控制装置。
本文就变频器在数控机床上的应用及它在使用和维护中常见的问题进行阐述。
关键词变频器数控机床调速节能维护中图分类号:tg659 文献标识码:a1 关于变频器变频器是利用电力半导体器件的通断作用将把电压、频率固定不变的交流电变换成电压、频率可以改变的交流电的电能控制装置。
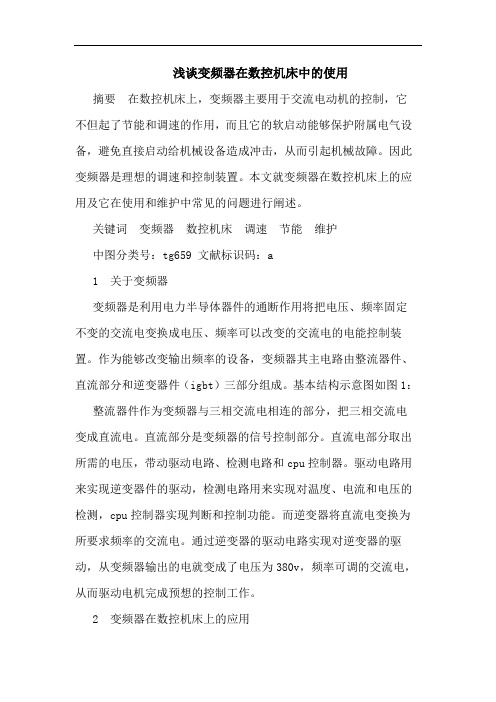
作为能够改变输出频率的设备,变频器其主电路由整流器件、直流部分和逆变器件(igbt)三部分组成。
基本结构示意图如图1:整流器件作为变频器与三相交流电相连的部分,把三相交流电变成直流电。
直流部分是变频器的信号控制部分。
直流电部分取出所需的电压,带动驱动电路、检测电路和cpu控制器。
驱动电路用来实现逆变器件的驱动,检测电路用来实现对温度、电流和电压的检测,cpu控制器实现判断和控制功能。
而逆变器将直流电变换为所要求频率的交流电。
通过逆变器的驱动电路实现对逆变器的驱动,从变频器输出的电就变成了电压为380v,频率可调的交流电,从而驱动电机完成预想的控制工作。
2 变频器在数控机床上的应用数控机床要求主轴调速范围宽,能实现无级调速,在主轴正、反向转动时可进行自动加、减速控制,并且加、减速时间要短,要求恒功率范围宽。
变频器可以通过改变输出交流电的频率,达到对交流电机进行速度调节的目的。
机床采用变频器控制,启动时随著电机的加速相应提高频率和电压,起动电流一般被限制在150%额定电流以下。
而采用工频电源直接起动时,起动电流为额定电流的6至7倍,将对电网及负载造成很大的冲击,影响了周边电器的工作,增加了机械传动部件的磨损,降低了设备的寿命。
另外电机的转矩会随速度降低而减小,使用变频器控制电机后,将改善电机低速时转矩不足的状况,在额定频率下变频器能进行恒转矩调速。
数控机床变频器故障的维修措施
数控机床变频器故障的维修措施变频器在目前数控机床上应用的较为广泛,在应用的过程中,控制较为简单,一般应用在经济型数控机床中。
在使用过程中出现故障问题是在所难免的,但是如果出现问题就进行外送维修,不但影响数控机床的工作效率,也会花费较高的维修费用,影响生产作业的顺利开展。
这就需要维修人员对变频器的工作特点和原理有一个全面的了解,掌握相关的技术知识,在出现故障时可以做出准确的判断,这样就可以对数控机床变频器进行维修处理。
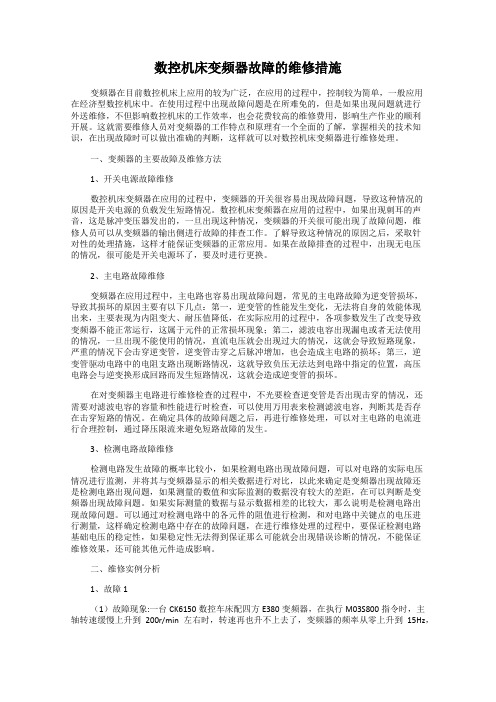
一、变频器的主要故障及维修方法1、开关电源故障维修数控机床变频器在应用的过程中,变频器的开关很容易出现故障问题,导致这种情况的原因是开关电源的负载发生短路情况。
数控机床变频器在应用的过程中,如果出现刺耳的声音,这是脉冲变压器发出的,一旦出现这种情况,变频器的开关很可能出现了故障问题,维修人员可以从变频器的输出侧进行故障的排查工作。
了解导致这种情况的原因之后,采取针对性的处理措施,这样才能保证变频器的正常应用。
如果在故障排查的过程中,出现无电压的情况,很可能是开关电源坏了,要及时进行更换。
2、主电路故障维修变频器在应用过程中,主电路也容易出现故障问题,常见的主电路故障为逆变管损坏,导致其损坏的原因主要有以下几点:第一,逆变管的性能发生变化,无法将自身的效能体现出来,主要表现为内阻变大、耐压值降低,在实际应用的过程中,各项参数发生了改变导致变频器不能正常运行,这属于元件的正常损坏现象;第二,滤波电容出现漏电或者无法使用的情况,一旦出现不能使用的情况,直流电压就会出现过大的情况,这就会导致短路现象,严重的情况下会击穿逆变管,逆变管击穿之后脉冲增加,也会造成主电路的损坏;第三,逆变管驱动电路中的电阻支路出现断路情况,这就导致负压无法达到电路中指定的位置,高压电路会与逆变换形成回路而发生短路情况,这就会造成逆变管的损坏。
在对变频器主电路进行维修检查的过程中,不光要检查逆变管是否出现击穿的情况,还需要对滤波电容的容量和性能进行时检查,可以使用万用表来检测滤波电容,判断其是否存在击穿短路的情况。
数控车床变频器故障维修实例

数控车床变频器故障维修实例高浩国【摘要】This paper introduces the symptom and fault inspection of contents for a catastrophic failure of converter on CNC lathe, spelles out two treatment schemes, one is component level and the other is PCB level. It introduces the symptom for two parametric failures, failure analysis, and presents specific troubleshooting method. Troubleshoot these problems in a timely manner not only reduces the CNC lathe downtime, but also saves maintenance costs.%针对数控车床变频器一例破坏性故障介绍了故障现象及故障检查内容,提出了元件级、印刷电路板级维修的两个处理方案;对两例变频器参数故障介绍了故障现象、进行故障分析、给出排除故障的具体方法.及时排除这些现场故障既减少了数控车床故障停机时间,又节省了维修费用.【期刊名称】《制造技术与机床》【年(卷),期】2012(000)011【总页数】3页(P124-126)【关键词】数控车床;变频器;故障【作者】高浩国【作者单位】胜利油田胜机石油装备有限公司,山东东营257067【正文语种】中文【中图分类】TG519.1目前,国产普及型数控车床的主轴一般配置变频器,采用变频方式实现主轴的变速。
在数控车床使用现场有时发生相关变频器故障,若不能及时排除这些故障其主轴就不能正常运转,从而使整台数控车床停机而影响生产。
三晶变频器s350数控车床主轴控制方案

三晶S350变频器在数控机床主轴控制方案一、数控车床作业现场相片二、数控车床系统加工作业基本要求1、高切削精度2、稳定度高,加工复杂、不规则形状零件时要求合格率高3、高柔性,要求控制系统反应速度快4、高生产率三、S350变频控制系统配置及原理图1、控制系统配置①S350变频器②主轴电机③传动部分④数控操作系统⑤编码器⑥驱动器(PG卡)(备注:本系统根据切削零件具体工况要求可加装编码器、PG卡进行闭环矢量控制。
)2、系统原理图:1、完全满足数控车床高生产率、高削切精度、高稳定性、高柔性要求。
2、S350采用矢量控制模式,动态响应效果非常好,使电机主轴能高速稳定运行。
3、满足复杂、不规则形状零件的高深度和高强度削切要求,在0.5HZ~1HZ 低频状况下,可以稳定保持150%的转矩输出。
4、加减速时间0.1秒,实现无衔接式正反转运行。
5、抗干扰性强,通过严格CNC 综合测试,不会对系统造成任何干扰。
6、稳速精度高,低速时速度变化率小,运行平滑。
S350变频器 操作系统主轴电机驱动器(PG 卡)传动部分机床主轴编码器S350变频闭环矢量控制系统(正常应用选择开环矢量控制即可)五、该数控车床系统特性及接线原理图1、该数控机床系统通过两路信号控制机床主轴转动:一路是模拟电压信号0~10V输入,另一路是模拟电流信号4~20mA输入。
2、该系统要求机床主轴能够快速正反转切换运行。
3、基本接线原理图:六、S350变频控制主要操作步骤及参数设置表1、电机与负载脱离,启动变频器,进行电机参数自学习(需正确输入电机铭牌参数)。
2、选择无感矢量控制模式(SVC),然后正确输入系统所需各项参数。
3、具体参数设置如下表:七、综合数控车床变频控制系统只是S350众多应用案例其中之一。
S350变频器“芯”能强劲,表现自然非凡!作为国内高端变频领先者,其卓越的品质与性能完全可满足实际应用需求。
附:S350变频器和某知名品牌变频器在数控车床应用上的性能对比1、数控机床配置电机额定功率电机额定电压电机额定电流电机额定转速模拟信号4KW 380V 8.8A 1480 0~5V2、性能参数对比品牌变频器额定功率电机运行频率加速时间减速时间直流制动制动频率制动电流制动时间停机电流制动效率S350 4KW 90HZ 2S 2S 开 1.5HZ 60% 2S 8.9A 准时制动某品牌 3.7KW 90HZ 2S 2S 开 1.5HZ 60% 2S 13.6A 准时制动3、停机电流与低频力矩对比对比项目品牌停机电流(加减速时间设置)低频力矩1秒0.3秒0.1秒S350 9.5A 10.6A(准时制动,平滑起停)11.6A(母线电压平稳,准时制动)0.5HZ时,150%额定转矩某品牌14.6A 显示模块故障显示模块故障0.5HZ时,150%额定转矩三晶变频器S350数控车床专用-高端品牌变频器三晶变频器应用于数控车床的主要特点:1、低频力矩大、输出平稳2、高性能矢量控制3、转矩动态响应快、稳速精度高4、减速停车速度快5、抗干扰能力强。
数控机床主轴驱动变频控制

数控机床主轴驱动变频控制一、前言数控机床是传统机床向智能化方向发展的结果,其操作简单、精度高、效率高等特点,使得其在现代制造业中大有用处。
数控机床中的主轴驱动控制是其中的一个重要环节,其精度和可靠性对整个机床的操作效果有着至关重要的作用。
本篇文档将主要介绍数控机床主轴驱动变频控制相关知识。
二、数控机床主轴驱动变频控制的原理数控机床的主轴驱动控制系统主要是由相关电气元件组成的变频器控制系统。
变频器就是将市电通过整流、滤波、逆变后输出一定的频率、电压并控制电机转速的电子装置。
在数控机床的主轴驱动系统中,变频器通过对电机控制进行电压和频率的调整,来实现主轴的旋转,进而控制其转速和输出功率。
变频器输出的频率、电压均可调整,因此可以通过控制变频器的输出,来实现对主轴的速度调节。
电气控制系统通过实时监测机床运行状态、主轴运行状态、机床速度、主轴转速等信息,根据预先设定的运转条件,通过控制变频器输出的电压、频率实现对机床的工作状态并实现对主轴的速度调节。
三、数控机床主轴驱动变频控制的优点与传统机床的主轴驱动方式相比,数控机床主轴驱动变频控制有诸多优点,主要体现在以下几个方面:1.可调性强:通过对变频器的控制,可以实现精确的主轴转速调节,可以满足不同需求的工件加工。
2.精度高:由于采用了电气控制系统,可以实现主轴转速的精确控制,进而实现加工精度的提高。
3.效率高:数控机床主轴驱动变频控制由于能够实现电气控制,减少了机械传动过程中的机械损耗,因此其效率远高于传统机床主轴驱动方式。
4.运转平稳:变频器可以调节输出电压和频率,可以进一步实现对主轴转速的控制,从而实现机床运转的平稳。
四、数控机床主轴驱动变频控制的应用数控机床主轴驱动变频控制技术的应用相当广泛,可以应用于各种数控机床类型,包括数控车床、数控加工中心、数控铣床等。
特别是在高速、高精度、高效率的加工应用中,其优势更加明显。
五、数控机床主轴驱动变频控制的维护和保养为了确保数控机床主轴驱动变频控制系统的长期稳定运行,必须进行日常的维护和保养。
SINE320中文说明书

目录1. 数控机床专用型变频器的特点 (2)2. 型号、外形和安装尺寸 (2)3. 接线 (4)4. 基本运行参数 (5)1. 数控机床专用型变频器的特点低频运行下150%额定力矩平稳输出,完全满足数控车床的的需求,确保机床在低速重切削时有强劲的切削力。
电机参数自动辨识功能,动态识别电机参数,保证系统的稳定性和精确性; 调速范围0~600.00Hz 完全满足数控车床的高频要求;自动跟踪负载的变化并自动限定输出电流,使其不超过允许的最大电流值。
即使负载突变、快速加减速,变频器也不发生过流、短路等故障,实现变频器配置的高性能、高可靠性; 高速停机时响应快速稳定;除特别定义的功能外,其余功能及操作参见《SINE303系列开环矢量控制变频器使用说明书》。
2. 型号、外形和安装尺寸SINE320系列数控机床专用型变频器的型号和额定输出电流如表1所示。
表1 SINE320系列数控机床专用型变频器型号型号 适用电机功率(kW)额定输入电压额定输出电流(A)SINE320-0R7 0.75 2.8 SINE320-1R1 1.1 3.7 SINE320-1R5 1.5 4.8 SINE320-2R2 2.2 6.2 SINE320-3R0 3.0 8.0 SINE320-4R0 4.0 10.0 SINE320-5R5 5.5 13 SINE320-7R5 7.5 17 SINE320-9R0 9.0 20 SINE320-011 11 26 SINE320-01515三相380V34图1. SINE320-0R7~SINE320-7R5规格尺寸 图2. SINE320-9R0~SINE320-015规格尺寸表2 SINE320系列数控机床专用型变频器安装尺寸规格W W1 H H1 H2 D D1 D2 d SINE320-0R7SINE320-1R1SINE320-1R5SINE320-2R2SINE320-3R0SINE320-4R0140 125 22020515296 118 6SINE320-5R5 SINE320-7R5 175 160 260245-18192 142 6.5SINE320-9R0SINE320-011 SINE320-015 215 150 352335317188142 - 73. 接线3.1 安装现场要求室内通风良好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
交-直-交型变频器结构框图
第四章 数控机床电气控制
正弦脉宽调制(SPWM)变频技术
在改变电压频率的同时,通过改变输出脉冲的宽度即 可改变输出电压的大小,从而满足变频调速对U/f协调控制 的要求。在整个半周内,脉冲宽度是按正弦规律变化的。 即脉冲宽度先逐渐增大,然后再逐渐减小;与此相应输出 电压也会按正弦规律变化。这就是目前工程实际中应用最 多的正弦脉宽调制(SPWM) 变频技术。
第四章 数控机床电气控制
第四章 数控机床电气控制
5. 日常维护方法
(1)日常检查
电动机运行是否异常。
安装环境是否合适。
冷却系统是否异常。 是否有异常振动声音。 是否出现过热和变色现象。 在运行中用万用表测量变频器的输入电压是否正常。
第四章 数控机床电气控制
(2)定期检查 冷却系统:清扫空气过滤器等。
通过U/f型变频调速,已能满
足铣床、钻床、磨床等对于主
机械调速手柄
轴驱动的要求。
第四章 数控机床电气控制
知识探究
一、变频器类型 二、变频器在数控机床中的应用
第四章 数控机床电气控制 一、变频器类型
通过改变定子供电电压频率而使转速平滑变化的方法称 为变频调速。对交流电动机实现变频调速的装置称为变频器。 变频器有交—交变频器和交—直—交变频器两大类,目 前几乎都是采用交—直—交型变频器。
第四章 数控机床电气控制
3.参数设置
操作面板各部分名称
第四章 数控机床电气控制
变频器设置基本操作
第四章 数控机床电气控制
变更参数设定值
第四章 数控机床电气控制
4.变频器故障显示
(1) 错误信息
错误信息显示
第四章 数控机床电气控制
(2)报警
报警显示
第四章 数控机床电气控制
(3)严重故障
严重故障显示
螺丝和螺栓:由于振动、温度变化等原因容易造成螺丝和
螺栓等固件的松动,需定期检查这些紧固件是否可靠拧紧。 导体和绝缘物质:检查是否被腐蚀和损坏。 测量绝缘电阻。 检查和更换冷却风扇、继电器等。
第四章 数控机床电气控制
§4—3 数控机床的变频器
学习目标 •掌握数控机床中的调速方法 •掌握变频器的参数设置及安装维护方法
第四章 数控机床电气控制
课题引入
在生产中,经常会遇到主
轴电动机具有不同的转速问题, 通常会利用机械调速。但是其
结构复杂,维修不方便,而数
控机床主轴电动机主要采用变 频调速,采用交流异步电动机,
下部变频器的热量会引起上 部变频器的温度上升导致变 频器故障,应采取安装导板 等对策。
多个变频器安装 a) 横向排列时 b) 纵向排列时
第四章 数控机床电气控制
(2)变频器下部 为布线空间, 上部 为散热空间 为了便于散 热及维护,变频 器周围要有足够 的空间,以保证 与其他装置及盘 的壁面分开。
换气风扇和变频器的安装位置 a) 合格 b) 不合格
第四章 数控机床电气控制
2.接线
不同厂家的变频器,其面板控制端子的名称及接线方式 会有所不同,使用时应注意阅读厂家提供的变频器用户手册。
变频器主电路端子接线图
第四章 数控机床电气控制
第四章 数控机床电气控制
变频器主电路端子说明
第四章 数控机床电气控制
第四章 数控机床电气控制 二、变频器在数控机床中的应用 变频器的安装方法 接线 参数设置 变频器故障显示 日常维护方法
三菱通用变频器
第四章 数控机床电气控制
1.变频器的安装方法
(1) 变频器在电器柜内的摆放
在同一电气柜内安装多 个变频器时,通常进行横向 摆放。电气柜内空间较小,
需要进行纵向摆放时,由于
变频器周围环境及空间
第四章 数控机床电气控制
变频器的安装方法
(3)变频器的上部有内置在单元中的小型风扇,以保证变 频器内部的热量从下往上上升,在上部如果配置有器件时, 应确保即使受到热的影响也不会发生故障。变频器内部产生 的热量通过冷却风扇成为暖风从单元的下部向上部流动。安 装风扇进行通风时,应考虑风的流向,决定换气风扇的安装 位置。