工业通信与网络技术1
工业控制网络与通信技术考核试卷
D. SCADA系统
二、多选题(本题共20小题,每小题1.5分,共30分,在每小题给出的四个选项中,至少有一项是符合题目要求的)
1.工业控制网络的通信协议主要包括以下哪些?()
A. Modbus
B. Profinet
C. HTTP
D. OPC
2.工业控制网络的物理层介质主要包括以下哪些?()
A.交换机
B.路由器
C.集线器
D.网桥
10.以下哪种技术可实现工业控制网络的远程监控?()
A. VPN
B. DNS
C. DHCP
D. FTP
11.在工业控制网络中,以下哪种通信方式适用于传输距离较近的场景?()
A.光纤通信
B.无线通信
C.有线通信
D.同轴电缆通信
12.关于工业控制网络的可靠性,以下哪项描述是正确的?()
8.工业控制网络的冗余设计是为了提高网络的传输速率。()
9.工业控制网络的远程监控可以通过公共互联网实现。()
10.在工业控制网络中,所有的智能设备都可以直接与上级系统进行通信。()
五、主观题(本题共4小题,每题5分,共20分)
1.请简述工业控制网络与普通数据网络的主要区别,并说明工业控制网络在实时性、可靠性和安全性方面的要求。
B. CAN
C. DeviceNet
D. TCP/IP
9.以下哪些技术可以用于工业控制网络的远程访问?()
A. VPN
B. SSH
C. Telnet
D. VNC
10.工业控制网络中的时间同步技术主要包括以下哪些?()
A. NTP
B. IEEE 1588
C. SNTP
D. GPS
工业数据通信和控制网络(现场总线)
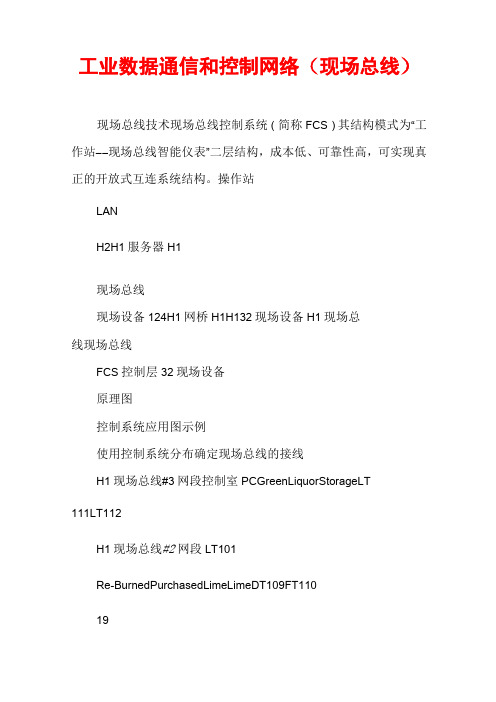
工业数据通信和控制网络(现场总线)现场总线技术现场总线控制系统(简称FCS)其结构模式为“工作站――现场总线智能仪表”二层结构,成本低、可靠性高,可实现真正的开放式互连系统结构。
操作站LANH2H1服务器H1现场总线现场设备124H1网桥H1H132现场设备H1现场总线现场总线FCS控制层32现场设备原理图控制系统应用图示例使用控制系统分布确定现场总线的接线H1现场总线#3网段控制室PCGreenLiquorStorageLT111LT112H1现场总线#2网段LT101Re-BurnedPurchasedLimeLimeDT109FT11019SC11124IP102IP104AIP104BCoolerSC11225SC1102320FT102AT10321TT104HeaterCV-101A/OAT106AT107AAT107BLT108SC10822H1现场总线#1网段TT105现场总线定义现场总线是连接智能现场设备和自动化系统的数字式、双向传输、多分支结构的通信网络。
它的关键标志是能支持双向、多节点、总线式的全数字通讯。
网络节点网络体系包括IPC、PLC以及各种智能化的现场控制设备基于统一、规范的通信协议通过同一总线实现相互间的数据传输与信息共享位于生产控制的底层网络结构通信总线在现场设备中的延伸现场总线的发展1996年到1998年,国际性组织FF(现场总线基金会)和PNO(Profibus国际组织)先后发布了适于过程自动化的现场总线标准H1、H2(HSE)和Profibus-PA,H1和PA都在实际工程中开始应用。
1999年底,包含8种现场总线标准在内的国际标准IEC-61158开始生效,除H1、HSE和PA外,还有WorldFIP、Interbus、ControlNet、P-NET、SwiftNet等五种。
Profibus较适合于工厂自动化,CAN适用于汽车工业,FF总线(FoundationFieldbus)主要适用于过程控制现场总线的网络结构现场总线的星形网络结构现场总线的网络结构特点Ethernet/HighwayFiledbusIPC、PLC。
工业通信网络的无线传输与覆盖方案
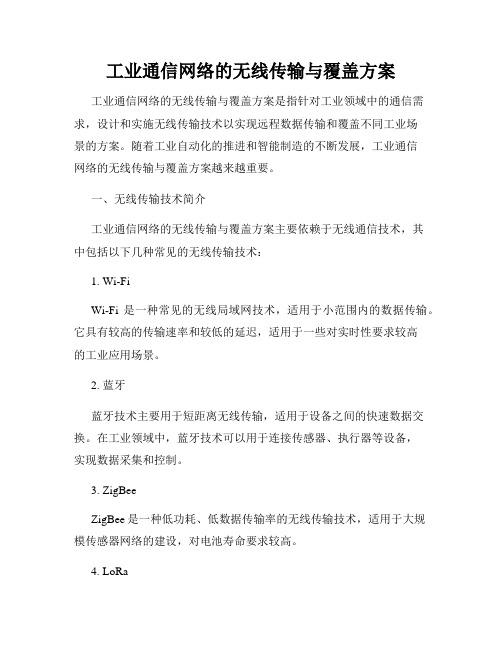
工业通信网络的无线传输与覆盖方案工业通信网络的无线传输与覆盖方案是指针对工业领域中的通信需求,设计和实施无线传输技术以实现远程数据传输和覆盖不同工业场景的方案。
随着工业自动化的推进和智能制造的不断发展,工业通信网络的无线传输与覆盖方案越来越重要。
一、无线传输技术简介工业通信网络的无线传输与覆盖方案主要依赖于无线通信技术,其中包括以下几种常见的无线传输技术:1. Wi-FiWi-Fi是一种常见的无线局域网技术,适用于小范围内的数据传输。
它具有较高的传输速率和较低的延迟,适用于一些对实时性要求较高的工业应用场景。
2. 蓝牙蓝牙技术主要用于短距离无线传输,适用于设备之间的快速数据交换。
在工业领域中,蓝牙技术可以用于连接传感器、执行器等设备,实现数据采集和控制。
3. ZigBeeZigBee是一种低功耗、低数据传输率的无线传输技术,适用于大规模传感器网络的建设,对电池寿命要求较高。
4. LoRaLoRa是一种长距离、低功耗的无线传输技术,适用于大范围的数据传输,具有广阔的应用前景。
在工业通信网络中,LoRa可以用于实现跨区域的数据传输和远程监控。
5. 5G随着5G技术的不断发展和商用化,5G无线通信将在工业通信网络中扮演越来越重要的角色。
5G技术提供了高速、低延迟和大容量的传输,能够满足工业场景中对高可靠性和低时延的要求。
二、工业通信网络的无线传输方案基于上述无线传输技术,可以针对不同的工业通信需求设计出相应的无线传输方案。
1. 小范围内的数据传输对于小范围内的数据传输,如车间内的数据采集与传输,可以采用Wi-Fi技术。
通过在车间内布设Wi-Fi热点,数据采集设备可以连接到热点实现数据上传。
同时,可使用分散的Wi-Fi信号覆盖整个车间,确保数据传输的可靠性和稳定性。
2. 设备之间的快速数据交换某些工业场景中,需要设备之间进行快速的数据交换,如机器人控制系统。
此时可以采用蓝牙技术,将机器人和控制系统通过蓝牙模块进行连接,实现实时的数据传输和控制指令的下发。
2016年工业网络与通信技术复习题11.25
网络控制系统复习题一,填空题1.现场总线PROFIBUS决定数据通信的是(主站)PROFIBUS-PA总线两端各有一个(无源的总线终端器)MBP数据传输技术可以用于(PROFIBUS-FMS、PROFIBUS-DP、PROFIBUS-PA)S7-300CPU最多可以扩展到(8)个模板。
2.主站发送同步命令后,将所编址的(从站的输出数据)锁定在当前状态下. 在一条总线上的设备比经过网桥或路由的设备具有( 更好的)实时性。
3.主站发送锁定命令后,将(从站的输入数据)锁定在当前状态下。
4 PROFIBUS协议主要由3部分组成 DP, PA, FMS。
5 MPI网络的通信速率为:19.2 kbit/s-12Mbit/s。
6.利用OLM模块(只支持总线型、冗余环型、星型)网络拓朴结构.发送同步命令后,将所编址的(从站的输出数据)锁定在当前在的状态下。
7.一个S7-300在最多可以有一个主机架和(3)扩展机架FC和FB的临时变量存储在系统的( 本地数据堆栈)中PROFIBUS总线每个段上最多可接多少个站( 32)。
8.PROFIBUS-DP用了OSI模型中的( 第一、二层和用户接口)。
9. FB有静态变量存储在(背景数据块)中。
一个多主系统中,下面哪个说法正确(主站之间采用令牌方式 )。
RS485 的数据传输采用(NRZ(不归零)编码。
10. PROFINET是基于(工业以太网技术)的自动化总线标准。
局部符号可以在(对其进行定义的块)使用。
PROFIBUS-DP总线两端有(有源的总线终端电阻)每个数字量模块的地址寄存器自动按(4)个字节分配。
背景数据块可以被(所有块)使用。
11. PROFIBUS-DP总线站地址最大可为(126)。
一类主站典型的是(中央控制器)。
主站和从站之间循环通信采用(点对点)通信。
12 点对点连接,严格地来说,点对点连接并不是网络技术。
13 10Base-5使用粗同轴电缆,最大网段长度为500 米,基带传输方法。
工业通信网络13篇
工业通信网络1
工业通信网络1
工业通信网络是在工业自动化中起着重要作用的,它通过网络将生产现场与数据中心连接起来,并将数据传送到生产管理系统,从而提高生产效率,降低生产成本。
本文将从工业通信网络的作用、分类和发展趋势三个方面进行论述。
作用
工业通信网络的主要作用是实现工业自动化的监控与控制。
它可以将各个生产环节的数据采集、处理和控制集成在一个系统中,实现对生产全过程的实时监控和控制。
工业通信网络可以实现的功能有很多,比如:实时数据采集、故障诊断、远程控制、生产过程监控等。
分类
工业通信网络可以按照通信技术分类,分为有线网络和无线网络两大类。
有线网络主要包括以太网、Profibus、Modbus、CAN总线等,无线网络主要包括Wi-Fi、Zigbee、蓝牙等。
此外,还可以按照网络拓扑结构和通信协议进行分类。
发展趋势
随着工业自动化程度的不断提高,工业通信网络也在不断发展和完善。
未来,工业通信网络将会在以下几个方面有更多的应用:
1、智能化和虚拟化:随着物联网技术的发展,工业通信网络将会越来越智能化,并且向虚拟化方向发展,实现更加智能化和便捷的生产管理。
2、云计算:由于工业通信网络的数据量巨大,传统的数据存储和处理方式已经无法满足需求,因此,云计算技术的应用将会越来越广泛,同时也会成为未来一个重要的发展趋势。
3、安全性:随着工业信息化程度的不断提高,工业通信网络的安全性问题也日益引起人们的关注。
未来,将会有更多的安全技术应用于工业通信网络中,保护工业信息的安全。
总之,工业通信网络作为工业自动化的重要组成部分,将在未来得到更广泛的应用和发展。
工业网络与通信
工业网络与通信在当今的信息时代,网络和通信已经成为了人类社会发展的基石。
在工业领域,网络和通信也扮演着至关重要的角色,因为它们为工业生产提供了基础设施,承载着工业信息的传递和交流。
在本文中,我们将探讨工业网络和通信在工业生产中的应用、优点和挑战。
一、工业网络的应用工业网络是指为工业现场提供数据通信、生产管理和生产监控功能的网络系统。
它主要用于通过互联网或数据中心提供现场设备和监测系统的远程控制和管理功能。
工业网络的应用包括以下几个方面:1、自动化生产工业网络可以为自动化生产提供基础设施和支持。
自动化生产是一种利用自动控制技术对生产过程进行全面控制的生产方式。
通过工业网络,自动化设备可以获取实时数据,实现自动调整生产参数,提高生产效率和质量。
2、智能制造智能制造是基于信息技术、人工智能和自动化技术的智能制造系统。
工业网络作为智能制造的核心技术之一,可以连接各种智能设备和系统,实现实时数据交流和全面控制。
智能制造可以为企业节约成本、提高效率、降低风险和提高能力。
3、远程监控工业网络可以提供远程监控功能,实现对生产设备和系统的远程监控和管理。
通过网络,监控系统可以获取生产设备的实时数据,对设备的状态进行远程监控和调整。
这可以使企业实现快速响应、减少损失和提高安全性。
4、工业互联网工业互联网是以互联网为基础,以工业数据为中心,以智能制造为目标,将人、设备、系统和数据互相连接的数字化工业。
通过工业网络,工业互联网可以实现智能化制造、生产定制化和生产网络化等特点。
二、工业通信的优点工业通信是指那些用于从端点到端点传输消息和控制数据的技术。
它用于在不同设备之间进行信息的传递和交换。
工业通信的优点包括以下几个方面:1、快速性工业通信可以实现快速传输和交换数据,可以让企业及时获取实时数据和有关情况的反馈,对生产过程进行即时响应。
2、可靠性工业通信非常可靠,可以保证信息的传递和交换的安全性和准确性。
这可以让企业的生产过程更加可控和稳定。
工业网络通信

未来趋势
5G技术的 应用
未来趋势
5G技术具有高速、低延迟的特点,可以为工业网络通 信提供更好的支持
x
未来,5G技术将在工业领域得到广泛应用,实现更高 效、更稳定的数据传输和处理
未来趋势
边缘计算的发展
边缘计算是指将计算任务从数据 中心转移到设备端进行处理。在 工业领域,边缘计算可以提高数 据处理速度和效率,减少数据传 输延迟。未来,边缘计算将在工 业网络通信中发挥重要作用
最早的工业网络通信采用
B 有线通信方式,如RS-485、
CAN等
工业网络通信的发展经历
A
了多个阶段
随着技术的发展,无线
通信逐渐成为了主流,
C
如WiFi、ZigBee等
近年来,随着物联网技术
D
的发展,工业网络通信已
经进入了物联网时代,实
现了设备之间的互联互通
工业网络通信的应用场景
生产过程控制
工业网络通信的应用场景
工业网络通信的应用场景
数据传输
工业网络通信可以实现大量数据的传输和处理。在工业生产过程中,会产生大量的数据, 如生产数据、质量数据等。通过工业网络通信,可以将这些数据传输到数据中心进行分析 和处理,为决策提供支持 智能制造
工业网络通信的应用场景
智能制造是未来制造 业的发展方向。通过 工业网络通信,可以 实现设备之间的互联 互通,实现生产过程 的智能化控制。同时 ,工业网络通信还可 以实现设备的自适应 调整和优化,提高生 产效率和质量
-
THANKS FOR WATCHING
谢谢观看
汇报人:xxxx 汇报时间:20XX年X月
2
工业网络通信在生产过程 控制中发挥着重要作用
工业通信网络PPT课件
(4)服务器和客户端:服务器提供智能设备的相关数据,客户端则作为 数据使用方从服务器请求服务。即服务器总是等待客户端发出数据访问。
(5)编程通信和数据通信
编程通信:使用编程软件,通过各种网络,最终多S7-200的CPU进行各 种编程操作。
数据通信:S7-200PLC之间或与其他通信对象之间,进行数据通信的,
.
13
8.3 S7-200PLC通信网络概述
8.3.1西门子公司网络结构
.
14
8.3.2S7-200PLC支持的通信协议 1.通信协议及几个基本概念
1)通讯协议
协议类型
端口位置 接口类型 传输介质 通信速率bit/s
PPI
MPI PROFIBUSDP
S7协议 AS-i USS
EM241
CPU口 0/1
(5)带编程口的连接器提供方便的诊断和编程工具连
接接口。
.
21
8.3 S7-200PLC通信网络概述
8.3.3S7-200PLC通信接口及网络部件
3. 通信距离和中继器
1)网端通信最大长度
波特率 9.6k~187.5k
非隔离的PLC通信接口 中继器或EM277模块
50m
1000m
500k
不支持
400m
.
20
8.3 S7-200PLC通信网络概述
8.3.3S7-200PLC通信接口及网络部件
2. 网络连接器
•网络连接器的类型:
•网络连接器的优点:
(1)连接器中集成有终端电阻,可以方便地接入或去 除;
(2)可以快速方便地连接数据线和屏蔽线;
(3)提供独立的输入和输出电缆接口;
(4)当接入终端电阻时,输出电缆端自动隔离;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
– 一句话:数字式、开放性、分散性、互操作性与互 换性、对现场环境的适应性
优点: – (1)导线和连接附件大量减少 – (2)仪表和输入/输出转换器(卡件)大量减少 – (3)设计、安装和调试费用大大降低
– – – – – – – –
(4)维护开销大幅度下降 (5)系统可靠性提高 (6)系统测量与控制精度提高 (7)系统具有优异的远程监控功能 (8)系统具有强大的(远程)故障诊断功能 (9)设备配置、网络组态和系统集成方便自由 (10)现场设备更换和系统扩展更为方便 (11)为企业信息系统的构建创造了重要条件
– 包括2种类型:
• SCADA(Supervisory Control and Data Acquisition)监视控制与数据采集系统 • DDC(Direct Digital Control)直接数字控制系统
– 年代:约1962年
4、PLC(Programmable Logic Controllers) 可编程逻辑控制器
三种主流现场总线协议簇 六、现场总线的国际标准 1、制定标准的国际组织有:
– IEC(国际电工委员会) – ISO(国际标准化组织) – ITU(国际电信联盟)
2、IEC国际标准的制定过程
– – – – – – – 预备阶段 提案阶段 准备阶段 委员会阶段 征询意见阶段 批准阶段 出版阶段(标志:PPUB,即:Publication Issued, 出版发行即认为国际标准形成)
– 楼宇自动化
• 如:LonWorks
– 道路交通工具中用的
• 如:CAN、VAN
– 飞机上用的
• 如:SwiftNet
– 农业、养殖业中用的
• 如:P-Net
– 低压开关设备中用的
• 如:DeviceNet、AS-i等
3、按功能分层
信息层 EtherNet/IP HSE/H2 PROFInet/PROFIBUS-FMS 控制层 ControlNet H1 设备层 DeviceNet RA FF PROFIBUS-PA PROFIBUS-DP PROFIBUS
五、现场总线的分类 1、按传送的数据宽度划分
– 传感器网络:数据宽度为位(bit)
• 如:AS-i、Seriplex
– 设备总线:数据宽度为字节(byte)
• 如:Interbus、DeviceNet
– 全功能型总线:数据宽度为数据流或数据
2、按应用行业划分
– 过程控制用现场总线
• 如:FF、PROFIBUS-PA
控制器: 主站、从站
人机界面 : 输入/输出设备 参数、命令、显示
离散量/ 模 拟 量 输入/输 出设备
指示灯: 状态指示
变送器 阀和交流驱动器: 操作员接口 : 光电传感器: (传感器) 执行器,输出设备 输入操作命令 检测开关 :输入设备
远程访问路由设备
显示工 作站
上位机:监控
三层网络
信 息 量 减 少
控制、网关
条形码识别器 :输入设备 智能速度控制器 :执行器
主机系统
以太网交换机
高速以太网 100Mbps
组态、监控 现场信息 控制信息
链接设备:核心 网桥、网关 时间发布 链路调度器
31.25kbps
FF HSE 网络架构(体系结构)
四、现场总线的特点及优点
特点: – (1)现场总线是现场通信网络 – (2)现场总线是数字通信网络 – (3)现场总线是开放互连网络 – (4)现场总线是现场设备互联网络 – (5)现场总线是结构与功能高度分散的系统 – (6)现场总线是互操作性与互换性网络
– 年代:约1972年
5、DCS(DБайду номын сангаасstributed Control System) 集散控制系统,又称分散控制系统
– 年代:约1976年
6、FCS(Fieldbus Control System) 现场总线控制系统
– 年代:约1994年
总结:
– 现场总线控制系统(FCS)产生的原因
• 生产力水平的发展所要求 • 由简到繁、再由繁到简的螺旋式上升发展过程
第一章 绪论
一、工业控制网络的发展过程 1、机械式(液动、气动)仪表
– 3-15psi信号传递(对应于0.2-1.0kgf/cm2) – psi意为磅/平方英寸,气压单位 – 缺点:体积较大,适合单机控制
2、电动仪表
– 使用4-20mA电流环模拟信号 – 缺点:线缆较多
3、CCS(Computer Control System) 中央控制计算机系统
二、现场总线的概念 安装在制造或过程区域的现场装置与 控制室内的自动控制装置之间的数字式、 串行、多点通信的数据总线。
– IEC 61158 ED1.0中的定义 – 广义理解:
• 可以把现场总线看成是一种网络、一种链路、一 个系统的集成,甚至是一个测控系统。
三、现场总线的软硬件构成
– 硬件构成
• 总线电缆:也叫通信介质、通信媒体 • 总线设备:包括变送器、执行器、控制器等
3、用于低压开关设备和控制设备的现场总线国 际标准(Low-Voltage Switchgear and Controlgear)IEC 62026
– 包括4个类型
• AS-i:Actuator Sensor interface,执行器传感器接 口,西门子支持 • DeviceNet:设备网,RA支持 • SDS:Smart Distributed System,智能分布系统, Honeywell支持 • Seriplex:Serial Multiplexed Control Bus,串行多 路控制总线
– 标准形成时间:2001年11月
4、用于道路交通工具进行数字信息交换的 现场总线国际标准
– ISO 11898:高速CAN,125k-1M(bps)
– ISO 11519:低速CAN和VAN,125kbps以下
5、楼宇自动化领域的现场总线国际标准
– 软件构成
• 系统平台软件:
– 网络配置软件:一个平台,实现设备配置、网络组态, 与组态通信软件进行通信 – 通信工具软件:与总线设备间的数据通信 – 监控组态软件:实现监控功能 – 设备编程软件:用户程序的开发平台
• 系统应用软件:
– 系统用户程序软件:实现工艺流程 – 设备接口通信软件:实现总线设备间的通信 – 设备功能软件:实现总线设备功能