检具检测项目记录表
检具日点检记录表

班次: 日期
检具名称
检具编号
产品规格
检具日点检记录表
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
校验规格
测量工 具 实测 实测 实测 实测 实测 实测
实测
实测
实测
实测
实测
实测
实测
实测
实测
实测
点检人:
确认人:
说明: 1.使用部门逐日投入使用时必须进行检具示值点检并记入在实测值上。点检发觉检具示值超差时停止使用此检具,并同时通知品质及仪校室进行处理。 2.使用部门逐日投入使用时除示值外还需进行其他项目点检。如发觉问题及时通知品质及仪校室进行处理。(内容包含:①校准标签在有效期内?②配件有无磨损、断裂、碰撞起毛刺?③ 孔销、孔针是否缺少? ④检 具是否有伤害?⑤是否有生锈?⑥其他不正常项?) 3.测量工具代码:OMM-影像仪、CMM-三次元、MIC-分厘卡、CA-卡尺、PR-轮廓仪、H-高度计。 4.现场使用检具没法检测出数据的,其他项目点检合格则实测结果为“OK”;现场使用检测工具卡尺检测出的数据记录精度值:0.01mm;现场使用检测工具分厘卡检测出的数据记录精度值:0.001mm 5.非设计、仪校和专业组装人员,严禁拆卸、安装检具。 6. 确认人须组级以上人员
工装(检具)验收标准191105

安徽省锦瑞汽车部件有限公司1.目的制定此标准是为了细化工装(检具)验收过程,为了进一步规范公司工装的开发及使用管理,确保工装在产品生产加工过程中保证产品质量的同时,能顺畅使用并满足使用寿命要求,特制订本标准。
2适用范围本标准适用于安徽锦瑞汽车部件有限公司所有产品在加工生产过程中,所使用的外购或外协来的工装,设备,检具等工艺装备验收阶段的参照标准及要求。
3.术语和定义3.1工装:企业制造产品时所用的模具、夹具、检具、辅具、量具、刀具等的总称,在本标准中特指工装、夹具、检具。
3.2外购工装:是指工装设计和制造均委外,我司只负责验收符合产品要求的合格工装。
3.3外协工装:是指自制工装的部分加工工序委外加工或由我司负责工装设计,委外单位根据图纸资料制造,我司根据设计资料验收的工装。
4、总体主要技术要求4.1公司所有的工装在设计、制作过程中必须遵守“保证产品质量,使用操作安全,维护检验方便”的原则,确保设计科学、使用方便、质量保证,从而提升品质和提高生产效率。
4.2为方便公司工装的使用及存放管理,要求所有新开发工装必须进行编号。
工装编号由专门负责编号人员,按要求制定编号;供应商应按相关技术要求在相应位置编号,要求美观大方、清晰易辨认。
编号规则参考公司物料编码规则程序文件;4.3工装设计3d数据及2D图纸经公司相关人员评审后,方能投入制造,供应商在制造过程中如有修改,必须及时通知我司相关人员。
4.4工装、夹具、检具制造完毕后,必须使用我司指定的产品进行试验调整、验证,保证调试产品符合技术要求,且要求工装结构性能可靠且质量稳定,操作安全、方便、经济、合理。
4.5外购的工装(设备)必须与图纸相符,验收完毕后,供应商应将完整、正确无误的图档传给我司存档,以便后续查询使用、更改。
供应商所提供的图档要求包含非标准件的零件详图。
5、夹具主要技术要求5.1振动焊接工装的使用寿命为10万台样件。
5.2夹具设计应充分考虑操作方便和安全可靠、维护修理方便,应保证焊接装卸方便,使焊接件处于最佳焊接位置,并应防止机构压手和松开打手。
机加工制程检验记录表
件名
左 / 右 钳体 工序号 第一序 生产批号
审核
(1 件号 ) (2)
序 检查 号 项目
FC-1-3501121
工序名称 铣圆弧面、导柱孔面 作业员
(3) 判定基准
(4) 责任人
时间
(5) 作业员
频次
表面光滑平整,无明显
1
毛坯及机加 刀痕、花纹、毛刺;无 工后外观 砂眼、缩松、夹渣、气
生产数
不良原因
当日生产状况 合格数
不良数
判定
填表说明
1.第(1)、(2)、(3)、(4)栏内容由品管人员填写 2.作业员、班长、检验员将检验结果记录与对应栏目内,作 业
员每小时记录一次,班长、检验员每2小时记录一次,
3.加工过程中出现异常状况,均记录于“异常记录”栏,对 出
现不良至上次检验合格的产品进行全检,结果记录于异常栏
孔等铸造缺陷
目视 全检
2 尺寸(1) 63.5±0.2 尺寸(2) R130.5 +1/0
卡尺 1件/10件
卡尺 1件/20件
曾志荣 制长
QP82-02-04 版本1.0
生产日期 班次
年月日 (白 / 中/
夜) (7)
检验员
简图: 投料数
异常记录: 不良现象
料废数
4.有数据要求,用量具检测的检查项目,需填写测量数据, 用检具、目视等手段检测的项目,合格的填写“√”,不合 格的填 写“х”
5.作业员须作好当日产品的可追溯性记录
报废数
返工数
不良数
轻工产品检测项目一览表

LD50-94
15
鞋钢头压缩变形试验
16
防滑试验
17
防霉变试验
18
防刺穿试验
19
Δ*金属物检测(验针)
验针机
20
布鞋鞋面的甲醛含量检测
21
皮革五氯苯酚含量检测
22
皮革重金属含量检测
钟表
1
Δ*使用可靠性
GB/T6044-92
2
Δ*平均瞬时日差(平均实走日差)
钟表综合测试仪
GB/T6044-92
Δ*过放电保护
11
Δ*短路保护
12
*防酸雾检测
盐雾试验箱
13
*过充电寿命试验
14
*耐过充电能力
15
Δ*防爆性能试验
防爆试验箱
自行车
1
Δ*制动性能
干湿态闸制动装置
GB3565-93
QB1880-93
2
Δ*车架/前叉组合件的冲击
车架/前叉组合件落重(冲击)试验机
3
Δ*把立管和前叉立管力矩
车把鞍座力矩实验台
高温老化试验仪
7
*金属饰件的耐腐蚀试验
盐雾试验箱验机
9
*不同光源下物料色差
光源箱
10
*刚勾心试验
刚勾心试验仪
QB/T1813-2000
11
*剥离试验
剥离试验机
GB/T3903.3-94
12
耐油试验
GB167561-1997
13
防静电、导电试验
GB4385-1995
14
QB/T1715-93
4
Δ*鞍座调节夹紧强度
QFG1.1-94
5
检具、夹辅具检测报告
修理记录(精度记录) 年月日 理由 检验员 合格与否 外观
①
②
③
辅具检测报告
编号: 月 使用规格: 交付: 年 维修部门: 日 编制 固定资产号: 月 日 审核 批准
修理部门: 年 年 月 月 日 日
使用部门管理负责人: 定期检查周期 定期检查周期 理由: 理由: 运用
④
⑤
⑥
运出日期
使用部门
检具、夹辅具检测报告
GLP1029 编制日期: 仪器号或制造编号: 负责人: 检查产品图号: 规范号码或图号: 规范(简略图) 制造厂家名称: 交付: 版本号:4 年 月
供方名称:丹阳市世信塑件有限公司 名称: 测定人:
日
年
定期检查周期: 修改定期检 查周期 年 年 月 月 日 日
检查部门: 定期检查周期 定期检查周期 理由: 理由:
材料配件检查记录汇总表

材料配件检查记录汇总表1. 前言本文档旨在记录对材料配件进行检查的结果,并对每项检查进行记录和总结,以便于后续的材料管理和质量控制。
每次材料配件的检查都需要填写本文档,并将其归档保存。
本文档的格式为表格,方便查阅和分析。
2. 检查记录汇总表下面是材料配件检查记录的汇总表格,包括对材料名称、材料类型、检查日期、检查结果等项目进行记录。
材料名称材料类型检查日期检查结果材料1 类型1 日期1 结果1材料2 类型2 日期2 结果2材料3 类型3 日期3 结果3…………3. 检查要点说明在进行材料配件的检查时,需要关注以下几个方面:3.1 材料名称填写材料的具体名称,确保与实际使用的材料一致。
3.2 材料类型填写材料属于的类型,如钢材、塑料、橡胶等。
3.3 检查日期记录进行材料检查的具体日期,确保检查的及时性和准确性。
3.4 检查结果填写材料的检查结果,包括合格、不合格、待定等。
如果不合格,需要进一步记录问题的具体描述和原因。
4. 填写示例下面是填写材料配件检查记录的示例:材料名称材料类型检查日期检查结果钢管钢材2022-01-01 合格塑料管塑料2022-01-02 不合格橡胶垫片橡胶2022-01-02 待定5. 结论通过记录和总结材料配件的检查结果,可以及时发现和解决材料质量问题,确保生产过程中的安全性和稳定性。
同时,本文档的使用可以提高材料管理的效率和准确性,为项目的顺利进行提供有力的支持。
(注:以上内容只是示例,请根据实际情况进行具体填写。
)6. 参考文献无。
检具点检基准书
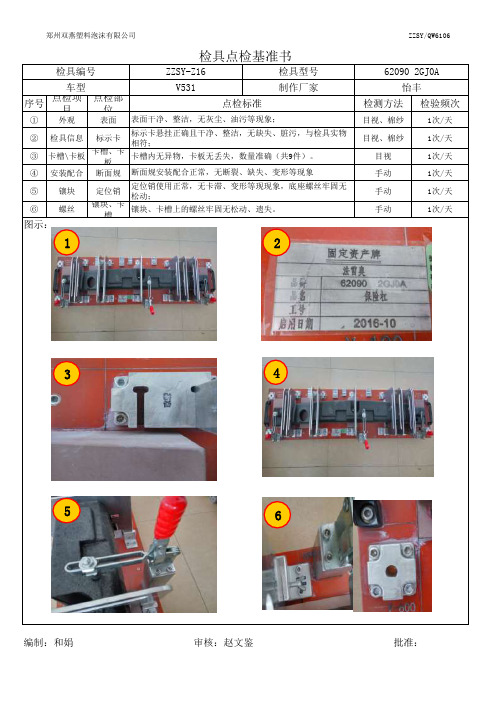
郑州双燕塑料泡沫有限公司ZZSY/QW6106
序号点检项目点检部位
检测方法
检验频次
①外观表面目视、棉纱1次/天②检具信息
标示卡
目视、棉纱1次/天③卡槽\卡板卡槽、卡板目视1次/天④安装配合断面规手动1次/天⑤镶块定位销
手动1次/天⑥
螺丝
镶块、卡槽手动
1次/天
点检标准
表面干净、整洁,无灰尘、油污等现象;
标示卡悬挂正确且干净、整洁,无缺失、脏污,与检具实物相符;
卡槽内无异物,卡板无丢失,数量准确(共9件)。
编制:和娟 审核:赵文鉴 批准:
断面规安装配合正常,无断裂、缺失、变形等现象定位销使用正常,无卡滞、变形等现现象,底座螺丝牢固无松动;
镶块、卡槽上的螺丝牢固无松动、遗失。
图示:
检具编号ZZSY-Z16检具型号62090 2GJ0A
车型
V531
制作厂家
怡丰
2
4
6
13
5。
冲压过程(首巡末)检验记录

目视检查
1序: 3序:
检查结果NG时(记录不合格内容明细 及纠正措施)
质检确认:
生产确认:
2序: 4序:
2序: 4序: 2序: 4序:
2序: 4序:
2序: 4序:
保存部门: 质量部
保存期限:十年
备注 双方确认 双方确认 质检员确认 双方确认
质检员确认
双方确认 双方确认 双方确认 双方确认
追溯标识 信息正确
临时增项: Biblioteka 0毛刺≤0.3mm、无缺料、
对照样件 1序:
无修边不齐
检具
3序:
无变形、缺料、开裂、缩颈、褶皱、垫
料、坑包、塌角、橘皮纹、压痕、划伤 、硌伤、色差、叠料、波浪纹、凸点及 瘪塘、拉毛划伤、滑移线、拉延棱、R角
对照样件检测 目视
1序: 3序:
不顺、油花纹等。
标识要求在产品上清晰可见、不出现标 记内容错误、标识不清晰等缺陷,生产 批次标识正确
编号:
零件号
序号
检查项目
1
材料确认
冲压过程(首巡末)检验记录
版本:试用版
零件名称
日期
特殊 特性
合格标准
检查 方法
检 首检
检查结果
查 频 次(巡检频次:1次/2小时)
巡检
判定
判定
判定
OK/NG OK/NG OK/NG
判定 OK/NG
末检 判定 OK/NG
关键 与工艺作业指导书、BOM要求一致
目视检查 材料牌号:
)个
2序: 4序:
5
关键尺寸
关键
主副定位孔、基准、间隙、修边 符合检具 依据全尺寸检查基准书。
对照样件 1序: 上检具检查 3序:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 2 页,共 2 录 表
工装名称: 项目 序号 23 量具 24 25 26 27 28 29 其它 30 31 32 33 34 验收会签: 工装号: 检查内容 专用或特殊量具按要求进行配备。 测量量具与检具检测中无干涉问题。 检测部位易于检测。 量具能够进入到测量位置。 所有定位基准点和检测点等标识都已存在,并按技术协议要求进 行标识。 检具附件齐全完好并带防丢失链。 按要求安装了储存划线销等零件的防丢盒。 检具标牌正确安装,标识正确,标牌清晰。 检具上具备适宜安全移动的装置,检具起吊与检具零部件无干涉 问题。 按要求提供检具运输注意事项。 检具外观颜色按技术要求喷涂。 外观无有磕碰、破损、锈蚀等问题。 生产厂家: 合格 不合格 不要求 验收人员: 应采取的措施 验收日期: 责任单位 备注
检 具 检 测 项 目 记 录 表
工装名称: 项目 序号 1 2 3 4 资料 5 6 7 8 9 10 11 12 13 14 15 检具实物 16 17 18 19 20 21 22 工装号: 检查内容 具有检测报告、操作指导书。 自检精度报告完整,有变更记录表。 检测报告图文并貌,检测数据表有理论值、实测值、偏差值。 外购件、检具制作材料、热处理工艺等有检测报告。 操作指导书内容与检具实物相符。 图纸、资料齐全,且符合技术要求。 图物相符(产品零件检测数据表与实物相符)。 有标准件清单。 有检具附件清单、备件清单、易损件提供了备件。 检具按最新数据模型更改级别和检具图纸制造。 检具底座和型面的网格线清晰划出。 所有部件都已安装在检具上,并标明检具编号和部件编号。 定位销、锁紧销及滑动部件有适当的滑动配合。 各种标识清楚明了(如间隙指示等)。 工件与检具无相互干涉问题。 工件易于安装。 基准销长度合适。 检测基准配有防护装置。 加工基准与产品要求一致。 夹紧臂与工件无干涉问题。 夹紧时,工件稳定牢固。 夹紧顺序号清晰标识在检具上。 生产厂家: 合格 不合格 不要求 验收人员: 应采取的措施 验收日期: 责任单位 备注