偏差处理申请单(模板)
偏差处理单

偏差处理单
记录编号:C-JL-ZL0975 编号:
A:由偏差发现部门填写(不得留有空格,若不涉及,请填写“无”)
偏差名称
发现人发现地点发现日期
年月日受影响的部分规格品名批号数量
偏差内容:
检验结果超标(原辅料□ /中间体□ /半成品□ /成品□ /包材□ /环境□)
工艺参数□设备/设施□校验□文件/记录□人员/实施□其它□
偏差描述:(可附页)
应急处理措施:
QA签名:日期:
分析可能的原因:
建议采取的措施:
GMP办主任签字:日期:
B:偏差的定性
□严重偏差□重要偏差□一般偏差
指定偏差调查人:
质量管理部负责人:
日期:
C:相关部门组成偏差小组,对偏差进行调查,确认根本原因以及预防措施。
相关部门:
□质量管理部□生产部□工程设备部□仓储部□供应部□GMP办□销售部□其它
调查过程:(可附页)
调查人:
日期:
产生原因分析及采取的措施:
质量管理部负责人签字:日期:。
尺寸偏差申请报告
一、报告概述尊敬的领导:根据《尺寸偏差处理流程》的相关规定,现将我司在近期生产过程中发现的尺寸偏差问题进行详细报告,并请求相关部门予以核实和处理。
以下是具体报告内容:二、事件背景1. 项目名称:XX产品生产线2. 生产时间:2023年X月X日至2023年X月X日3. 生产批号:XX4. 生产负责人:XXX5. 发现时间:2023年X月X日三、尺寸偏差情况1. 产品名称:XX零部件2. 尺寸偏差范围:±0.5mm3. 受影响产品数量:共计1000件4. 影响程度:轻微5. 原因分析:初步判断为生产设备调整不当导致。
四、具体问题描述1. 零部件尺寸超出公差范围,具体表现为长度、宽度、高度三个方向均存在偏差。
2. 尺寸偏差主要集中在生产线的后道工序,即组装环节。
3. 经检查,部分产品在装配过程中出现装配困难,影响产品质量和性能。
五、原因分析1. 生产设备调整不当:在生产过程中,操作人员对设备进行了调整,但调整参数未达到预期效果,导致产品尺寸出现偏差。
2. 操作人员操作失误:在调整设备时,操作人员未严格按照操作规程进行,导致设备参数设置错误。
3. 生产工艺不合理:部分生产工艺流程设计存在缺陷,导致产品在加工过程中容易出现尺寸偏差。
六、处理措施1. 立即停止受影响产品的生产,对已生产的1000件产品进行核查,确保所有产品符合尺寸要求。
2. 对生产设备进行调整,确保设备参数达到预期效果,防止类似问题再次发生。
3. 对操作人员进行培训,提高其操作技能和责任心,确保操作规范。
4. 完善生产工艺流程,优化加工工艺,减少尺寸偏差的发生。
5. 建立尺寸偏差预警机制,对生产过程中的尺寸偏差进行实时监控,及时发现并处理问题。
七、预防措施1. 加强生产设备的维护保养,确保设备处于良好状态。
2. 严格执行操作规程,加强操作人员培训,提高其操作技能和责任心。
3. 定期对生产工艺流程进行审查,发现问题及时整改。
4. 加强对生产过程的监控,确保产品质量符合要求。
供应商偏差许可申请 - 样式

XXX-XXX-XXX-XX A/00 供应商名称
申请日期
No:
零件名称
生产批号
零件号 偏差描述 (可附相关资 料) 偏差申请 期限 申请偏差许 可数量 □短期(不超过3个月)
生产数量
□长期(不超过1年)
申请偏差许可 期限
承诺整改完成期限
偏差申请信息
偏差原因:
偏差件切换日期
整改措施
申请人签字:
质量负责人:
(申请单位公章) 以下由产品使用单位填写 □同意 原因说明: 顾客确认结 (可附相关分析 和试验数据) 工程、制造评审 会签 质量工程师签字 审核 批 准
日
期
日期
日 期
偏差许可关闭确 认 关闭验证人 关闭确认人
关闭日期
偏差申请表

2
DAA316DKF
支架
3
DAA316APM3/ 支架/角 CN566977/CN 图纸要求表面喷涂 DAA283ACD/D 钢/角钢 566977/CN736 AA283ACE 902 DAA308EG 柜体 CN187263 组成件表中DAA316APM3数量是1 件
取消喷涂
此件是焊接子件,如果焊接后喷涂 DBA313CC 表面不易被破坏。 亢凯-2017-9-28 图形中数量是2件 亢凯-2017-9-28 DBA313CC DBA313CC 亢凯-2017-10/10
1
PPAP控制柜偏 DAA283ACE/D 角钢 AA283ACD
当前图纸要求或工艺 CN736902/CN 柜体底部拉铆钉孔高度方向的尺 566977 寸,是从上折弯边到孔的中心距单 独标注的,且公差都是±0.2。 CN913229 上级DAA316DKF组成列表中序号 2,件号为DAA316EDD1
DBA313CC 增加DAA129AH5护边条长度为 DBA313CC中的缺口底边是两个板 150,用于2.4mm厚的板。同 材重叠的位置,相当于两个板厚, 亢凯-2017-10/10 时KBA135AAR长度改为230. KAA135AAR1安装不上。 1.GB/T17880.1-1999 M8X16 1.GB/T17880.1-1999 M8X16 是符 DAA313DD 2.4*Φ11.2 合零件要求的拉铆母。 GB/T1788.1-1999 M8X16是螺栓 亢凯-2017-9-28 。2.Φ10.1不能放入拉铆螺母
9号件DAA316APS6支架BOM中为1 改为2件 件
13
DBA386ALE
安装板
CN735640
图纸要求701号件使用19个 1.图纸要求为折弯一体件 2.图纸上10*19.4的盖板只有一端有 。 3.上视图中2XΦ5.1孔到边的距离是 60,与DBA386ALE对应的孔到边距 离是78.8不同心。
产品偏差申请表

偏差事项偏差
描述
偏差相关
信息
以前是否
有进行过
变更?如
有,请描
述变更内
容、时间
客户对评审的答复
质保
部:设计
部:销售
部:□ 同意 □ 不同意
不同意变更时,请说明理由:
会签:
附件编号:联系电话:
工程更改:□新供应商;□材料偏差;□加工条件/方法的偏差;□设备偏差;□工序系列偏差;□夹具/工具偏差;□模具偏差;□检查方法偏差;□运输/便装偏差;□产地偏差;█图纸偏差。
产品更改:
□产品更改
尺寸25.6±1.5mm,申请修订成22.1±1.5mm;(如下图)
因为:
该产品按照22.1±1.5mm生产已经送货近2年,而且产品硬度比较软,完全满足装配效果;XXXX有限公司
产品偏差申请表
客户名称:
供应商名称:产品名称:泡棉条
项目负责人:。
偏差及让步申请单

Request No.申请单编号:Position 职务:Part No. / Rev.零件号 / 版本PO./ WO.订单 / 工单Productiondate:生产日期:Lot Qty. (pcs)批数量 (件)NC rate 不良率Sub-assemblyrelated 相关分总成:Resp.负责人:Resp.负责人:Resp.负责人:Resp.负责人:product functionality 产品性能CMS production 希迈斯制造过程customer interface 客户安装接口visual 外观Date 日期C-RQ0013Rev.版本: 03Page 第/页: 1/1Dep.部门:Quality 质量Form Code 表格代码CMS-R00001,Rev 版本01CMS Precision Mechanical Manufacturing(Wujiang) Co., Ltd Deviation and Concession ApplicationForm偏差及让步申请单Doc.code 编号 : 希迈斯精密机械制造 (吴江)有限公司Cause of non-conformity 不合格原因Planned implementation date 计划完成时间Planned implementation date 计划完成时间Planned implementation date 计划完成时间Planned implementation date 计划完成时间Corrective action and improvement to be taken and planning 纠正和改善措施和实施计划Problem description 问题描述Reason for deviation or concession application 申请偏差及让步的原因Drawing requirement 图纸要求:Actual deviation 实际偏差:Process Engineer 工艺工程师Reserved to CMS review board 以下由希迈斯评审团队填写Signature 签名Remarks /备注:Final Decision 最终决定 (Reserved to CMS Quality Manager 由希迈斯质量经理填写)The non conformity will not give any negative impact on the functionality of the product, nor to CMS manufacture or customer interface 该不合格将不会给产品性能带来任何负面影响, 也不影响希迈斯制造过程及客户装配界面。
偏差处理申请单(模板)
备注:
偏差调查报告
文件编码:
偏差主题
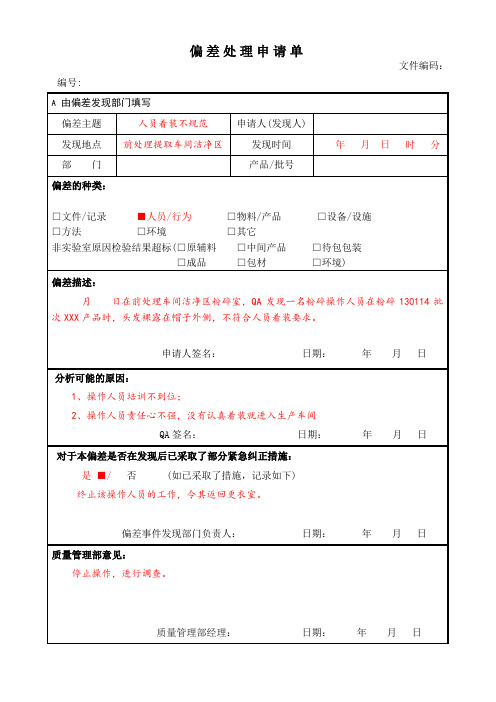
人员着装不规范
偏差编号
偏差类别
■次要偏差□主要偏差 □严重偏差
偏差状况描述:
月 日在前处理车间洁净区粉碎室,QA发现一名粉碎操作人员在粉碎130114批次XXX产品时,头发裸露在帽子外侧,不符合人员着装要求。
风险评估结论:
严重性(S)
对于本偏差是否在发现后已采取了部分紧急纠正措施:
是 ■/否 (如已采取了措施,记录如下)
终止该操作人员的工作,令其返回更衣室。
偏差事件发现部门负责人: 日期: 年 月 日
质量管理部意见:
停止操作,进行调查。
质量管理部经理: 日期: 年 月 日
偏差处理调查记录
文件编码:
偏差主题
人员着装不规范
偏差编号
调查过程:
可能性(P)
可检测性(D)
RPN值
2
2
1
4
风险等级:■低风险(1-6)□中风险(8-9) □高风险(12-27)
可接受程度:■可接受□不可接受
发现偏差后采取的紧急纠正措施:
终止该操作人员的工作,令其返回更衣室。
偏差纠正措施:
操作人员返回更衣室,待着装整齐后返回岗位继续工作。
偏差预防措施:
操作人员的自检是减少差错的一项重要措施,特别是对一些关键岗位的人员进行GMP系统知识的培训,引导操作人员自觉进行自检,同时健全相关的制度,贯彻始终。
偏差处理申请单
文件编码:
编号:
A由偏差发现部门填写
偏差主题
人员着装不规范
申请人(发现人)
发现地点
前处理提取车间洁净区
偏差处理单

质量受权人(QP)终审并决定最终产品处理意见:
质量受权人(QP)/日期:
E.整改情况(由负责整改部门填写)
பைடு நூலகம்整改项目
负责人
完成时间
F.QA 追踪
现场QA签字/日期:
偏差处理单
R-QA-008-00
偏差处理单
偏差内容
偏差等级
□重大偏差 □次要偏差
偏差编号
A.由偏差发生单位填写
偏差事件描述:
可能原因分析:
建议采取的措施:
报告人/日期:
B.现场QA填写
(事件是否属实,对偏差发生部门意见的评价,决定是否相关部门参与调查)
是否为关键性偏差:□关键性偏差□非关键性偏差
QA签名/日期:
C.相关部门组成偏差小组,对偏差进行调查,确认根本原因以及预防措施
(若为重大偏差,调查相关前后批次产品/物料的分析以及对产品有效期的影响,必要时,应当对涉及重大偏差的产品进行稳定性考察。)
□质量部□生产部□生产车间□仓储科□工程部□供应部
D.部门负责人意见
偏差发生部门意见:
部门负责人/日期:
质量部门意见:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
偏差编号
偏差类别
■次要偏差□主要偏差 □严重偏差
偏差状况描述:
月 日在前处理车间洁净区粉碎室,QA发现一名粉碎操作人员在粉碎130114批次XXX产品时,头发裸露在帽子外侧,不符合人员着装要求。
风险评估结论:
严重性(S)
□成品 □包材 □环境)
偏差描述:
月 日在前处理车间洁净区粉碎室,QA发现一名粉碎操作人员在粉碎130114批次XXX产品时,头发裸露在帽子外侧,不符合人员着装要求。
申请人签名: 日期:年 月 日
分析可能的原因:
1、操作人员培训不到位;
2、操作人员责任心不强,没有认真着装就进入生产车间
QA签名: 日期:年 月 日
对于本偏差是否在发现后已采取了部分紧急纠正措施:
是 ■/否 (如已采取了措施,记录如下)
终止该操作人员的工作,令其返回更衣室。
偏差事件发现部门负责人: 日期: 年 月 日
质量管理部意见:
停止操作,进行调查。
质量管理部经理: 日期: 年 月 日
偏差处理调查记录
文件编码:
偏差主题
人员着装不规范
偏差编号
调查过程:
备注:
报告人/日期:批准人/日期
偏差处理申请单
文件编码:
编号:
A由偏差发现部门填写
偏差主题
人员着装不规范
申请人(发现人)
发现地点
前处理提取车间洁净区
发现时间
年 月 日 时 分
部 门
产品/批号
偏差的种类:
□文件/记录■人员/行为□物料/产品 □设备/设施
□方法 □环境 □其它
非实验室原因检验结果超标(□原辅料 □中间产品 □待包包装
■次要偏差□主要偏差 □严重偏差
质量管理部经理签名: 日期: 年 月 日
采取的纠正措施:
操作人员返回更衣室,待着装整齐后返回岗位继续工作。
采取的预防措施:
操作人员的自检是减少差错的一项重要措施,特别是对一些关键岗位的人员进行GMP系统知识的培训,引导操作人员自觉进行自检,同时健全相关的制度,贯彻始终。
经过QA和车间主任调查: 月 日在前处理车间洁净区粉碎室,QA发现一名粉碎操作人员在粉碎130114批次XXX产品时,头发裸露在帽子外侧,不符合人员着装要求。
结论:
经过上述分析结果判断,粉碎操作工由于工作责任收不强,导致着装不符合要求,但不足以影响产品质量。
QA签名: 日期:年 月 日
偏差原因的最终判定和定性分类:
可能性(P)
可检测性(D)
RPN值
2
2
1
4
风险等级:■低风险(1-6)□中风险(8-9) □高风险(12-27)
可接受程度:■可接受□不可接受
发现偏差后采取的紧急纠正措施:
终止该操作人员的工作,令其返回更衣室。
偏差纠正措施:
操作人员返回更衣室,待着装整齐后返回岗位继续工作。
偏差预防措施:
操作人员的自检是减少差错的一项重要措施,特别是对一些关键岗位的人员进行GMP系统知识的培训,引导操作人员自觉进行自检,同时健全相关的制度,贯彻始终。