射线检测技术8-1射线CR技术
射线数字成像检测技术

射线数字成像检测技术韩焱(华北工学院现代元损检测技术工程中心,太原030051)摘要:介绍多种射线数字成像(DR)系统的组成及成像机理,分析其性能指标、优缺点及应用领域。
光子放大的DR系统(如图像增强器DR系统)实时性好,但适应的射线能量低,检测灵敏度相对较低;其它系统的检测灵敏度较高但成像时间较长。
DR系统成像方式的主要区别在于射线探测器,除射线转换方式外,影响系统检测灵敏度的主要因素是散射噪声和量子噪声;可采用加准直器和光量子积分降噪的方法提高检测灵敏度。
关键词:射线检验;数字成像系统;综述中图分类号:TGll5.28 文献标识码:A 文章编号:1000-6656(2003109-0468-04DIGITAL RADIOGRAPHIC TECHNOLOGYHAN Yan(Center of Modern NDT &E, North China Institute of Technology, Taiyuan 030051, China) Abstract: The structure and imaging principle of digital radiographic (DR) systems are introduced. And thecharacteristics, performances, advantages, disadvantages and applications of the systems are analyzed. The DR sys-tern with photon amplification such as the DR system with intensifier can get real-time imaging, but it fits for lowerenergy and its inspection sensitivity is lower. The systems working with high energy can obtain higher sensitivity,while is time-eonsurning. The imaging way of a DR system depends on the detector used, and the factors influencinginspection sensitivity are the quantum noise from ray source and scatter noise besides the transform way of rays.Quantum integration noise reducer and collimator can be used to improve the inspection sensitivity of the system.Keywords:Radiography; Digital imaging system; Survey射线检测技术作为产品质量检测的重要手段,经过百年的历史,已由简单的胶片和荧屏射线照相发展到了数字成像检测。
CR及DR射线检测技术在长输管道中的应用实效对比_张宏亮
上必要的搭接 , 0 1 6 mm 焊 缝 约 需 要 曝 光 1 7次 1 以上 , 每次曝光后 , 都要通过机械运动将 D R 平板接 收器移动到下一个位置 , 造成现场总体曝光时间长 。 对于 1 扫查一道焊口约需 0 1 6mm×2 1mm 管道 , 在十几次 要1 0m i n左 右。 ② 射 线 装 置 效 能 方 面, 曝光的过程中 , 射 线 机 不 能 停 止, 必 须 连 续 工 作, 造 成爬行器电池的负荷增大 , 原来胶片法能透照 5 0道 焊口的 , 一套爬行器电池最多能扫查 如果采用 D R, 0~3 0道 焊 口。 造 成 现 场 大 量 时 间 被 浪 费 在 为 爬 2 行器更换电池上 , 从而降低工效 , 射线机寿命也大大 降低 。 ③ 在评定记录时间 方 面 , 采用 D R 技术的评 定记录时间比胶片 记 录 方 式 增 加 很 多 , 由评定一张 或两张 底 片 变 成 了 评 定 2 也会降低 0 多 张 底 片, 工效 。
图 2 D R 技术检测现场
小及几何变形限制 , 一次曝光只能有十几厘米长 , 加
2 C R和 D R 技术与胶片法的工效对比
( ) 但工效稍有提 1 C R 技 术 操 作 与 胶 片 类 似, 高 。 从工作方式看 , 可以如常规胶片 R 是 柔 性 的, C 一样弯曲地围绕在 管 道 焊 缝 上 , 可检测几乎各种直 几乎没有额外 径的管子焊缝 。 因为 I P 板紧贴管壁 , 增加的几何不清 晰 度 。 长 输 管 道 检 测 中 , 管道爬行 器上的 X 射 线 机 位 于 管 道 中 心 , 采 用 中 心 曝 光 法, 焊缝一次曝光完成 。 此技术的感光板被取下后可现 场进行扫描 , 而胶片 需 要 花 很 长 时 间 送 到 驻 地 进 行 冲洗才能 观 测 。 由 此 看 出 , R 与常规胶片的现场 C 操作方法相同 , 人员培训很少 。 以 1 用胶片的曝 2 1 9mm×2 1mm 管道为例 , , 用C 光时间 为 2. 5m i n R 技术曝光只需要6 0s 左 右 。 因为透照用的 X 射线 机 是 由 电 池 驱 动 , 透照时 间缩短意味着可以在一天内拍摄更多的片子 。 ( ) 主 R 技术的工效比胶片照相大幅度降低 , 2 D 因 受 技 术 水 平 限 制, 要体现在 : ① 曝 光 时 间 方 面, 受平板大 R 硬平板只 能 采 用 分 段 静 态 曝 光 方 式 , D
CR技术介绍
第1章 新技术及其发展-CR 技术介绍1.1 概述CR 技术(Computed Radiography ;Computed Radiology ),是一种数字化的新的非胶片射线照相检验技术。
目前,它采用贮存荧光成像板(Storage Phosphor Imaging Plate )完成射线照相检验。
在过去的30多年里,研究了多种非胶片射线照相检验技术,大多数使用在医疗方面。
最早的是静电干版射线照相检验技术(Xeroradiography )。
它是在支持物上涂覆非晶硅层,在大约1000V 的电压下,硅层中可形成均匀的静电图像。
在对射线曝光时,由于照射量不同产生的放电不同,从而形成射线照相图像。
施加带有相反电荷的粉末,显示所形成的射线照相图像。
以后,对静电干版射线照相检验技术的改进是,采用较厚的非晶硅层(300~600μm ),在对射线曝光后,采用测微电计、用130μm 宽的孔径、以扫描的方式读出所形成射线照相图像。
一些研究者还提出了,采用绝缘塑料箔代替非晶硅层作为静电干版。
约在20世纪七十年代中期,发明了可贮存射线图像的荧光成像板。
贮存荧光成像板,是在支持物上涂覆光激发射荧光物质(Photostimulable Luminescence ),构成的光激发射荧光成像板,简称为IP 成像板(IP 板)。
一种IP 成像板是在支持板上涂一层铕激活的氟卤化钡,它可以在准稳态下贮存吸收的X射线能量,也即潜在的射线照相图像。
该图像采用激光激发时,可产生与吸收的X射线剂量成比例的荧光发射。
使用后可用光去除图像,这样一来成像板可重新使用。
采用IP 成像板完成射线照相检验的技术,即是“CR 技术”。
关于CR 技术,目前已制定的主要标准有6项[5]~[10]。
本文依据这些标准的内容、相关文献的内容和近年我们关于CR 技术进行的一些试验结果,对CR 技术作系统性的介绍。
1.2 CR 技术原理采用贮存荧光成像板的CR 技术,是基于某些荧光发射物质,具有保留潜在图像信息的能力。
CR和DR成像技术
CR和DR成像技术前言在射线无损检测中,数字化X射线照相检测(Digital Radiography,简称DR)已经越来越多地获得应用。
数字化X射线照相检测技术基本上有三种分类方式:1.按读出方式分类读出方式是指从X射线曝光到图像的显示过程,可以分为直接读出(Direct Readout)方式和非直接读出(Nondirect Readout)方式。
直接读出方式是指从X射线曝光到图像显示的全过程自动完成,经过X射线曝光后,即可在显示器上观察到图像。
这一技术称为DDR,其中D的含义即为直接读出(Direct Readout)。
非直接读出方式需要首先使用成像板(Imaging Plate,简称IP板)进行X射线曝光,然后将IP 板插入读出器(Reader)扫描,再在显示器上显示,这一技术称为CR(Computed Radiography)。
2.按转换方式分类可以分为直接转换方式(Direct Convert)和间接转换方式(Indirect Covert)。
直接转换方式采用的器件在经过X射线曝光后,X射线光子直接转换为电信号。
间接转换方式的器件则先要将X射线光子转变为可见光,然后再由可见光转换为电信号。
这两种转换方式的技术所采用的器件有平板检测器(Flat Pannel Detector,简称FPD),也有采用其他器件和结构的。
当然两种方式所采用的FPD结构是不同的。
3.按工作方式分类数字化射线检测技术分为数字化透视(Digital Fluorography,简称DF或DSI,DSF,工业上又称实时成像Real-time Image)和数字化照相(Digital Radiography,简称DR)两类。
数字化透视有用影像增强器(I.I.)加摄像机采集信号和用平板检测器(FPD)采集信号两类。
数字化照相则分为直接转换方式(DDR,Direct Digital Radiography)和间接转换方式(IDR,Indirect Digital Radiography)。
《CR技术的应用》课件
CR技术的原理
成像原理
CR技术利用X射线穿透人体组织,不同组织对X射线的吸收程度不同,通过计算机对接收到的信号进行处理和重 建,生成二维或三维的医学影像。
技术流程
CR技术包括X射线曝光、信号采集、信号转换、图像处理和显示等步骤,其中图像处理是关键环节,直接影响最 终影像的质量。
02 CR技术的应用场景
特点
CR技术具有高分辨率、高对比度、高 敏感度等优点,能够提供更清晰、更 准确的医学影像信息。
CR技术的发展历程
起源
CR技术起源于20世纪70年代,最初主要用于工业 检测和无损检测领域。
发展
随着计算机技术的不断发展,CR技术在80年代开 始应用于医学领域。
现状
目前,CR技术已经成为医学影像诊断的重要手段 之一,广泛应用于各类医学影像设备中。
04 CR技术的应用案例
医学影像诊断案例
总结词
提高诊断准确率
详细描述
CR技术应用于医学影像诊断,能够提高诊断的准确率。通过CR技术,医生可以 获取更加清晰、准确的影像,从而更好地判断病情,为患者提供更好的治疗方 案。
古画修复案例
总结词
保护文化遗产
详细描述
在古画修复领域,CR技术也发挥了重要作用。通过CR技术,可以更加准确地复 制和修复古画,保护这些珍贵的文化遗产,让后人能够更好地了解和欣赏它们。
印刷品质量检测案例
总结词
提高生产效率
详细描述
在印刷品质量检测方面,CR技术同样具有优势。通过CR技术,可以快速、准确地检测印刷品的品质 ,及时发现并解决生产中的问题,提高生产效率,降低成本。
遥感影像解译案例
总结词
促进地理信息产业发展
详细描述
cr成像原理
cr成像原理
CR(Computed Radiography,计算机辐射成像)是一种数字化的X射线成像技术,其成像原理基于X射线穿透物体,与物体内部不同组织对X射线的吸收能力不同的基本原理。
在CR成像过程中,首先将待成像的物体放置在X射线扫描平台上。
X射线发射器会产生一束高能X射线射向物体,并穿透物体后到达CR感光板。
在CR感光板中,存在一种由钇和锶组成的荧光层,其主要作用是将X射线转化为荧光,并在感光板上形成一个潜像。
接下来,将感光板放入CR扫描仪中,扫描仪中的激光器会通过激光束照射到感光板上,使得潜像中的荧光层激发并释放出能量。
这些能量将通过一种称为光学回复的过程,被感光板上的电荷耦合器件(CCD)捕获并转换为数字信号。
最后,数字信号传输到计算机中,通过图像处理算法对信号进行解析和重建,形成一幅具有高分辨率和对比度的X射线影像。
这些影像可以通过计算机显示器进行观察、分析和诊断。
总体而言,CR成像原理的基本思想是将物体的X射线吸收和转化为数字信号的过程,通过数字化技术实现图像的存储、传输和后续处理,大大提高了成像的质量和便利性。
小径管对接焊缝的射线检测技术
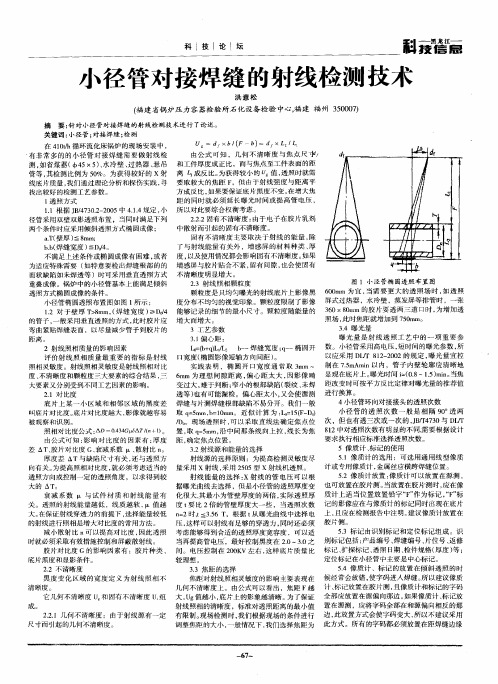
最少 5 ml以外的部位。 i l 6散射线的屏 蔽 61散射主要是 由康普顿效应造成的。散 . 射线按 散射的方 向分为 : 前散射 ;. b 背散射 . c . 边蚀散射 , 小径管以边蚀散射为主。
科技 论坛 III
内凹、 未熔合 、 裂纹等。 71气孔是焊接时熔池中的气体在金属凝 . 固 以前未来得及逸 出,而在焊缝金属中残 留下 来所形成的空穴。也是焊接缺陷 中最常见 的一 种缺陷。在氩气不纯或者下雨焊接 的时候会 出 次于裂纹 , 应特别注意。 75裂纹 是指材料局部 断裂形成 的缺陷。 . 此种缺陷 的危害性最大 , 出现也 非常的少 , 应特 别注 意 C 、 o 质中收 弧位 置 出现 的弧坑 裂 rM 材 纹。这种裂纹非常的小 , 不小心很容易漏评 。 现密集型的气孔。 气孔是一种体积型缺陷 。 它对 小径 管的倾斜 透照椭 圆成像是 射线检测 焊缝强度的影响主要是减少受力 面,深空 ( 针 中比较难 的一种检测方法。 各种因数 、 各个环节 孔) 有时会破坏焊缝的致密性 。 都会影响照相的质量 , 所以检测 时应 比较细心 、 7 . 2夹渣是指在焊接金属 中残 留有外来 固 认 真地控制好各个参数 ,可以获得 比较好 的底 体物质所形成的缺陷 , 氩弧焊 中主要出现的是 片 质量 。 夹钨。在底片上是一块小白点 。 7j内凹 主要出现的是根部内凹。 . 特别是 在焊接水平放置 的排管时,焊工不是 很非常熟 练地时候 , 经常会在下半圈焊缝 中出现内凹。 根 据凹的深度对其进行判断级别。 7 未熔合是指在焊接金属 与母 材金属 , A 或者焊接金属之 问未熔化结合在 一起 的缺 陷。 这种缺陷常出现在管的两侧的根部。危 害性尽
I 上接 7 2页 ) 中性氧 化铝 为 固 定相 ,H 1 C C3 为洗脱液淋洗, 收集主要色带减 压回收溶剂, 干 燥得到纯品 7 g 5r , ห้องสมุดไป่ตู้ 产率为 8 %. 8 N P P Mn I E T P C 合成过程与之类似,产率为
工业X射线数字影像CR系统检测方法应用简介
工业X射线数字影像CR系统检测方法应用简介贾鹏军;王联国;魏永忠【摘要】本文简述了工业X射线数字照相(CR)技术的一般知识,包括CR成像板的结构、成像原理,以及CR探伤技术的物理基础、CR检测基本原理,并以美国VMI 高性能5100MS CR检测系统为例,对20钢焊接试板人工缺陷进行了检测试验.试验结果表明该CR检测图像质量满足GB/T 3323-1987中AB级的要求,CR可以作为取代胶片射线照相的技术之一.【期刊名称】《内蒙古石油化工》【年(卷),期】2013(000)018【总页数】3页(P12-14)【关键词】计算机射线照相;无损检测;应用;简介【作者】贾鹏军;王联国;魏永忠【作者单位】中国石油集团石油管工程技术研究院;中国石油集团石油管工程技术研究院;中石化胜利石油工程有限公司井下作业公司,山东东营257001【正文语种】中文【中图分类】TG115.22+1工业X射线数字影像(CR)系统是数字化X射线探伤机。
与传统X射线探伤机相比,它的影像质量得到极大提高,且以成像速度快、图像清晰、对微小缺陷检出率高、无需使用胶片、曝光剂量小等优点,目前已经得到无损检测行业的广泛欢迎和认可。
常规射线拍片检测周期长、费用高、胶片保管困难。
随着科技的不断发展,射线检测对检测质量和检测速度的要求就越来越高。
因此,迫切需要一种检测速度快且图像质量好、影像保管方便的射线检测技术。
数字射线照相技术具有检测速度快,图像保存方便,易于复制,容易实现远程分析和诊断,是未来射线检测发展的方向。
常用的数字射线照相技术包括:工业CT、射线DR和射线CR。
工业CT是国际上公认的最佳无损检测手段,但CT设备复杂,检测效率低、成本高,不适于大批量检测。
射线DR采用成像板或成像线阵列成像,成像快,但探测器和工件不能紧密贴合,带来图像的几何放大,散射线使得图像整体不清晰度增大,降低了检测的灵敏度。
CR技术是近年正在迅速发展的数字射线照相技术中一种新的非胶片射线照相技术,采用存储荧光成像板代替胶片完成射线照相检测。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.1.2 CR的发展历程
CR技术方法最早由Kodak(Luckey,1975)提出 。 1980年日本富士公司注册了影像板技术专利。 1981年,CR概念首次在RSNA(北美放射学年会) 上亮相,富士公司向业界宣告:CR技术对曝光条件 要求宽松,不用担心曝光剂量不足或者过度曝光, 它的应用将大大提高图像质量,减少因曝光剂量不 当导致的重复拍片。
第8章 射线CR与工业CT技术
8.1 射线CR技术 8.2 工业CT技术
8.1 射线CR技术
CR技术是近年正在迅速发展的数字射线照 相技术中一种新的非胶片射线照相技术, 用储存荧光成像板代替胶片完成射线照相 检测。
与其它数字射线照相技术相比,CR技术是 最有希望的胶片替代技术。
8.1.1 CR的概念
丝号
13D 12D 11D 10D 9D 8D 7D 6D 5D 4D 3D 2D 1D
不清晰度 丝的直径 U(mm) d(mm)
0.10
0.050
0.13
0.063
0.16
0.080
0.20
0.100
0.26
0.130
0.32
0.160
0.40
0.200
0.50
0.250
0.64
0.320
0.80
8.1.3 射线CR检测原理-IP板
磷光物质层是成像板的主要部分,含有钡氟卤化物和铕 触媒剂。铕原子吸收射线被电离释放具有一定能量的电 子,电子在磷光晶体结构附近移动,直到被以氟离子组 成的感光中心捕获。被捕获的电子数量正比于吸收的射 线剂量,形成半稳定状态的潜影。
CR扫描仪
•I能量。
射线CR检测原理
射线束经过工件衰减后,以不同的强度照射在IP板上,IP 板中荧光物质内部晶体的电子被激励并被俘获到一个较高 能带(半稳态或更高能量的状态),形成潜在影像(光激发荧 光中心)
将IP板置入CR扫描仪内用激光束对IP板进行扫描,在激 光激发下(激光能量释放被俘获的电子),光激发射荧光中 心的电子将返回它们的初始能级,并以发射可见光的形式 输出不同的能量。
•双丝像质计 P 1
2d
•影像分辨率测试卡 直接读出线对值 •
双丝像质计
•根据EN462-5标准规定双 丝像质计是由放置于刚性 半透明塑料盒中的13个线 对组成,塑料厚度约为 1mm。双丝像质计丝的直 径与丝与丝之间的距离相 等(即栅条和间距形成占空 比为1:1的线对图样),每 个线对包含两条圆形截面 的线。1D至3D线对是金属 钨,其它线对是金属铂。
(1) 空间分辨率
空间分辨率是指从CR图像中能够分辨物体最小细 节的能力,单位是Lp/mm(线对/毫米)
对CR技术来说,分辨率不仅仅取决于IP板(传统 胶片的替代品)本身,还包括扫描仪。
一般而言,IP板中荧光颗粒晶体尺寸越大,IP板 的基本空间分辨力越低,但光激发光现象越强。
•
空间分辨率测量方法
射线CR核心技术
核心: IP板+CR扫描仪 射线照射发出荧光,发光原理复杂
8.1.4 射线CR系统
射线CR系统由射线机、IP板、CR扫描仪、 计算机和相关处理软件组成。
便携式扫描仪
IP板
射线CR系统
操作过程 刚性暗盒
柔性暗袋
CR系统分类
• 按照CR系统的主要性能,即信噪比SNR和基本空
0.400
1.00
0.500
1.26
0.630
1.60
0.800
双丝像质计
测量不清晰度和空间分辨率
双丝识别准则:最大线对,其影像正好是两双线 间距可以识别极限下的两独立线过渡到单线的影 像,此时被认为是可辨别的极限值。
射线CR系统核心指标
激光焦点尺寸12.5μm 丝型像质计灵敏度要求 图像的最大不清晰度,即空间分辨率,可达10 Lp/mm(50μm) 图像像素尺寸≤25μm(与IP板有关) 16 bit原始数据,65536灰阶 最小信噪比SNR(反映对比灵敏度) 最小读出强度IIPX(其中X代表IP等级)
A X-Ray
步骤2
扫描。将IP板装入专用扫描器,用激光扫描被射 线照射过的荧光物质,处于激发态的电子获得激 光能量后发生跃迁,产生蓝色光辐射。
He-Ne 激光器
旋转反光镜
光电接收 器
光电倍增 器
IP板
B Blue emitted light
Red laser beam
步骤3
成像。蓝色光辐射被光电接收器捕获转换为 数字信号,通过电脑合成图像。
可见光打到CR扫描仪内部抛物面反射镜或反射层上,发 生全反射,被反射的可见光最终打到光电倍增管上被接收 ,同时转换为数字信号,送入计算机进行处理,得到数字 化射线照相灰度图像。
曝光过程-步骤1
曝光形成潜影。透照方式与常规照相相同。射线 照射到IP板,与IP板上的荧光物质相互作用击出 荧光物质原子的轨道电子,使原子产生电子跃迁 而处于激发态。
间分辨率SRb,可将CR系统分类。
CR系统的分类
EN 14784-1:2005
IP1/Y IP2/Y IP3/Y IP4/Y IP5/Y IP6/Y
ASTM E2446-05 IP-特级/Y
IP-Ⅰ/Y IP-Ⅱ/Y IP-Ⅲ/Y
最低信噪比值 SNR
130 117 78 65 52 43
IP板类型的表示方式是:IPX/Y。其中,X为类别代号:Ⅰ、Ⅱ、Ⅲ、 …(或1、2、3、…);Y为系统最大的基本空间分辨率,以微米(μm )为单位表示。例如,IPⅡ/100,表示的是:为Ⅱ类系统,系统最低的 规格化信噪比不小于52,系统最大的基本空间分辨力为100μm。
1983年,富士公司向美国市场推出了CR及配套的激光成 像仪,成为世界上第一个实现CR技术商品化的公司。 1989年开始,富士胶片将FCR技术应用于工业探伤领域, 开发出IP成像板用于取代X射线胶片。
美国1992年接受富士FCR-7000型和AC-1型CR系统。 柯达公司的第一个CR系统也于1992年安装 爱克发公司1994年推出ADC70型CR系统。 •CR设备的研制典型代表有日本富士胶片、爱克发、美国柯 达、美国GE、德国德尔公司等。