SPC-计数型数据
什么是SPC?怎么用SPC?

什么是SPC?怎么⽤SPC?1- What:什么是SPCSPC:统计过程控制SPC说到底,就是⼀个图表,把⽣产过程中的数据,收集起来⽤图表的形式展现出来。
它的作⽤可以⼤致总结为:⽅便⼤家从图表中,找出有异常的数据。
跟进数据趋势,预见异常发⽣的可能。
数据异常后,做出相应的改善对策SPC中有8种图表,根据不同的场景,使⽤不同的图表。
但是需要说明的是,这些图⽚都长的⼀样:是的,都长成上⾯这个样⼦。
当我花了两个星期,跟吃屎⼀样,把SPC⼿册啃完,画出那8个图之后,也发出了同样的感叹:卧草,都TM⼀样的,不就是个趋势图嘛!当然,趋势图也是数据统计,所以也可以看做是SPC的⼀种实现⽅法。
SPC本质上就是⼀种特殊的趋势图,不过SPC给他们起来⼀个更有⽓质的名字:控制图。
当然了,控制图还要和普通的趋势图有差异的,具体表现为以下⼏点:1. 控制图都有上下控制线和中⼼线,UCL和LCL(具体会在6-How⾥⾯说明)2. 控制图的数据收集规则、数据分析的规则,更加的繁琐,更加的严格3. 控制图⼀定要有相应的改善输出恩,SPC就是这么⼀个玩意⼉。
需要说明的是,SPC和标准值没有关系,没有标准值也是可以做SPC控制图的。
2- Why:为什么要⽤SPC说实话:都TM是客户要求的,是⽼板要求。
(当我们是⼯程师的时候,都是这么想的)说假话:为了及时发现⽣产过程中,由特殊原因导致的异常,及时改善。
为了深⼊分析系统中的普通原因,进⼀步提⾼产品品质,为客户提供更好的产品。
(当成为⼀个⼯⼚的品质副总时,如何将⼀线数据浮上来,你会⾃然⽽然的想到SPC)在思考为什么要⽤SPC时,我们的观点和认知,是随着职位不断成长的。
不要硬逼着⾃⼰去理解SPC⼿册⾥,那⼗⼏页鸡汤式的SPC概述。
格局到了,⾃然就理解了。
但是SPC的作⽤是不会发⽣变化的,做就对了。
3- When:在什么时候⽤SPCSPC⼿册⾥⾯说,SPC只有在过程受控状态下,才能使⽤。
但是实际上,SPC就是⼀个图表,任何情况,任何产品,只要有数据就可以⽤SPC控制图。
五大技术工具之SPC
(一)统计过程控制的基本概念1.什么是统计过程控制?使用诸如控制图等统计技术来分析过程或其输出,以便采取适当的措施来达到并保持统计控制状态从而提高过程能力,称之为统计过程控制。
2.什么是控制图:使用统计方法,将收集数据计算出一条中心线和两条控制界限,也就是我们所能做到制程能力水准。
随时将样本数据计算并点入控制图内,以提醒作业人员注意,如发现超出控制界限外或异常现象时,立即进行改善工作,以防止不合格发生。
3.什么是计量型数据?计量型数据就是定量的等级,可用测量值分析,如尺寸10.04,圆轴直径6.0mm。
4.什么是计数型数据?计数型数据就是可以用来记录和分析的定性数据,如一批产品不合格个数。
5.什么是变差过程的单个输出之间不可避免的差别,过程中由于受到人、机、物、法、环、测量等因素影响,输出的零件、半成品或成品个体之间必然会存在差异,这种差异就称之为变差,产生变差原因为普通原因和特殊原因。
6.什么是变差的普通原因和特殊原因?普通原因:(机遇原因)指的是造成随着时间的推移具有稳定的且可重复的分布过程中的许多变差原因。
普通原因的识别:①如用同一量具,由同一人测量某人身高数次,所得测量值有差异存在。
②在生产工作中,虽然定有操作标准,但在操作条件容许之范围内必有变化。
③原材料之品质在其规格范围内的变异,如材料重量、密度、厚薄等。
特殊原因:(非机遇原因)是指造成不是始终作用于过程的变差原因,即当它们出现时将造成整个过程的分布改变。
如果系统内存在变差的特殊原因,随着时间推移,过程的输出将不稳定。
特殊原因的识别:①如由于机器智步彤、材料之差异、人为之因素或操作原因,影响品质之变异,这些原因都是可以避免的;②未遵照操作标准而操作,所发生的变异;③机器设备之故障发生的变异;④操作人员之变动造成的变异。
普通原因与特殊原因的区别:普通原因的变异特殊原因的变异1.大量之微小原因引起。
2.不管发生何种之普通原因,其个别之变异极为微小。
SPC统计-计数型数据
SPC统计-计数型数据1. 简介SPC〔统计过程控制〕是一种统计方法,用于监测和控制过程的变异性。
计数型数据是SPC中常见的一种类型,它是指对一个过程中发生的事件进行计数或计量的数据。
在生产过程中,计数型数据常用于统计质量缺陷、产品故障等信息。
2. SPC统计-计数型数据的目的SPC统计-计数型数据的目的在于通过对计数型数据进行统计分析,了解和控制过程的变异性,从而实现生产过程的质量控制和改良。
3. SPC统计-计数型数据的方法SPC统计-计数型数据常用的方法有以下几种:3.1 控制图控制图是SPC统计-计数型数据中最常用的图表之一,通过绘制计数型数据的变化趋势以及控制限,可以及时发现过程的异常变异,并进行相应的调整和改良。
常见的控制图包括:•P图:用于统计不良事件的比例的控制图。
P图将观察时间分为假设干子组,然后统计每个子组内不良事件发生的比例,并计算上下控制限,以判断过程是否处于控制状态。
•C图:用于统计不良事件的数量的控制图。
C图将观察时间分为假设干子组,然后统计每个子组内不良事件的数量,并计算上下控制限,以判断过程是否处于控制状态。
•U图:用于统计不良事件的单位数的控制图。
U图将观察时间分为假设干子组,然后统计每个子组内不良事件的单位数〔如每个产品的不良事件数量〕,并计算上下控制限,以判断过程是否处于控制状态。
3.2 过程能力指数过程能力指数用于衡量过程的稳定性和一致性,是SPC统计-计数型数据评估过程能力的重要工具。
常见的过程能力指数有:•Cp指数:Cp指数用于评估过程的一致性,它比拟过程的控制限与规格限的距离。
Cp指数越大,说明过程越稳定,一致性越好。
•Cpk指数:Cpk指数用于评估过程的稳定性和一致性,考虑了过程的中心位置。
Cpk指数越大,说明过程的稳定性和一致性越好。
•Pp指数:Pp指数用于评估过程的一致性,考虑了样本大小的影响。
Pp指数越大,说明过程越稳定,一致性越好。
•Ppk指数:Ppk指数用于评估过程的稳定性和一致性,考虑了过程的中心位置和样本大小的影响。
SPC(精要版)
过程控制和QS
[质量体系]所有活动都是过程。 [质量策划]要求采用APQP的过程控制策划 [过程控制]要求质量策划的实施包括以下内容: —过程控制计划 —过程监控和操作者作业指导书 —预防性维护 —监视过程能力、效率、有效性。
统计过程控制
使用诸如控制图等统计技术来分析过程或 其输出,以便采取适当的措施来达到并保 持统计控制状态,并从而提高过程能力。 SPC:使过程持续、稳定地具备所需要的 能力!
பைடு நூலகம்
过程控制
过程控制:是为了确保满足顾客的要求, 而对过程所执行的一套程序,和经过计划 的措施。这些程序和措施包括: 经过计划的用以搜集有关输入和输出的信 息的信息性经验 基于已搜集的信息而对过程进行的调整。
过程控制
过程控制系统的目标:是对影响过程的措施作 出经济合理的决定。平衡不需控制时采取了措 施(过度控制或擅自改变)和需要控制时未采取措 施(控制不足)的后果。必须在变差的两种原因— —特殊原因和普通原因的关系下处理好这些风 险。 过程在统计控制下运行:指的是仅存在造成变 差的普通原因。这样,过程控制系统的一个作 用是当出现变差的特殊原因时提供统计信号, 并且当不存在特殊原因对避免提供错误信息。
区分计量型数据和计数型数据
计量型数据( Variables Data):定量的数据,可用测 量值来分析。例如:用毫米表示的轴承轴颈直径,用牛 顿表示关门的力,用百分数表示电解液的浓度,用牛 顿.米表示紧固件的力矩。 计数型数据 (Attributes Data ):为可数的定性数据。 例如所要求的标签是否存在,紧固件是否全部安装,一 个报告中的差错数,由通止规检验出的轴的直径的可接 受率等特性。 -计数型数据即可以是通止型的,也可以表示为计量型 数据的个数。
SPC计数型(P图)
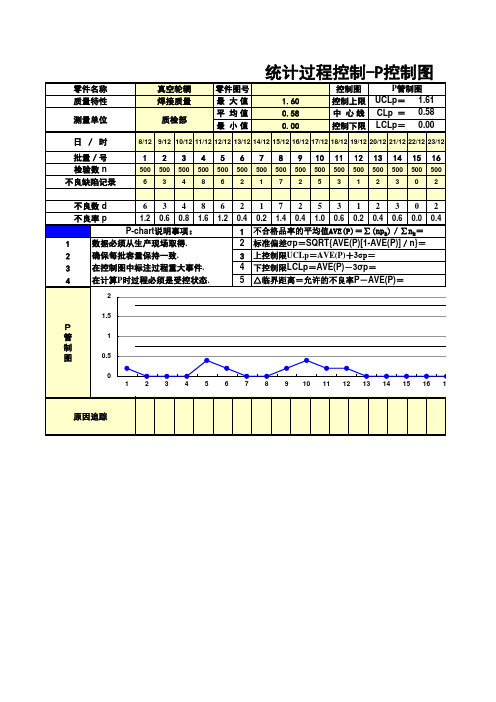
测量单位
日/时 批量/号 检验数 n 不良缺陷记录
真空轮辋 焊接质量
质检部
零件图号 最 大值 平 均值 最 小值
统计过程控制-P控制图
1.60 0.58 0.00
控制图 控制上限 中 心线 控制下限
P管制图 UCLp= 1.61 CLp = 0.58 LCLp= 0.00
8/12 9/12 10/12 11/12 12/12 13/12 14/12 15/12 16/12 17/12 18/12 19/12 20/12 21/12 22/12 23/12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 500 6348621725312302
不良数 d
6348621725312302
不良率 p
1.2 0.6 0.8 1.6 1.2 0.4 0.2 1.4 0.4 1.0 0.6 0.2 0.4 0.6 0.0 0.4
6241301
73
1.2 0.4 0.8 0.2 0.6 0.0 0.2 0.58%
过程能力CPK
请设定参数
=
△临界距离/3σp
允许的P= 样本量n=
2.00% 500
=
1.3851
子组数k= 25
结论
满足
过程能力 ≥1.33
UCLp 说明栏 A分检 M反馈 R维修 S调整
CL p W工装 X换人
17 18 19 20 21 22 23 24 25
制定者
张明君
24/12 25/12 26/12 27/12 28/12 29/12 30/12 31/12 1/01
SPC常用术语

SPC常用术语1、高级统计方法(AdvancedStatisticalMethods)-比基本的统计方法更复杂的统计过程分析及控制技术,包括更高级的控制图技术、回归分析、试验设计、先进的解决问题的技术等。
2、计数型数据(AttributesData)可以用来记录和分析的定性数据,例如:要求的标签出现,所有要求的紧固件安装,经费报告中不出现错误等特性量即为计数型数据的例子。
其他的例子如一些本来就可测量(即可以作为计量型数据处理)只是其结果用简单的“是/否”的形式来记录,例如:用通过/不通过量规来检验一根轴的直径的可接受性,或一张图样上任何设计更改的出现。
计数型数据通常以不合格品或不合格的形式收集,它们通过p、np、c和u控制图来分析(参见计量型数据)。
3、均值(Average)(参见平均值Mean)数值的总和被其个数(样本容量)除,在被平均的值的符号上加一横线表示。
例如,在一个子组内的x值的平均值记为X,X(X两横)为子组平均值的平均值,X(X上加一波浪线)为子组中位数的平均值。
R为子组极差的平均值。
4、认知(AwarenesS个人对质量和生产率相互关系的理解,把注意力引导到管理义务的要求和达到持续改进的统计思想上。
5、基本的统计方法(BasicStatisticalMethods)通过使用基本的解决问题的技术和统计过程控制来应用变差理论,包括控制图的绘制和解释(适用于计量型数据和计数型数据)和能力分析。
6、二项分布(BinomialDistribution)应用于合格和不合格的计数型数据的离散型概率分布。
是p和np控制图的基础。
7、因果图(Cause-EffectDiagram)一种用于解决单个或成组问题的简单工具,它对各种过程要素采用图形描述来分析过程可能的变差源。
也被称作鱼刺图(以其形状命名)或石川图(以其发明者命名)。
8、中心线(CentralLine)控制图上的一条线,代表所给数据平均值。
SPC - 计数型数据
np 图
❖ 计算np 图的方法
确定子组 的容量,通常为>50 个零件。 确定检验的频率。 收集数据。 确定该子组 中不合格品的数量。 在 np 图上记录有缺陷的零件数量。 在 np 图上描绘该数据。
np 图
❖ 计算 np 图控制线的示例
确定不合格品的平均数
。 在P图上描绘该值。
p图
❖ 计算P图控确定不制合格品线的平均的比 示例 率 - p
p = n1p1 + n2p2 + + nkpk n1+ n2 + nk
UCLp p 3 p (1 p ) n
LCLp p 3 p (1 p ) n
注:如果 LCL 的计算结果为负值,则 LCL 应为默认值 0 。
围的情况。
不合格数的
c图
❖ 何时使用 c 图
❖ 当数据为计数型数据时(一种可以计数的属性)。
❖ 当不合格是分布于整个产品时,如油漆部件上的缺 陷数,装配工序上的缺陷数等。
❖ 当不合格现 象可从多个来源发现,或由多种原因造 成时。
❖ 计算 c 图的方法 c 图
确保检验样本的容量都相等,如零件的数量,规定 的面积或体积。
况。
单位产品不合格数的 u图
❖ 何时使用 u 图
❖ 当数据为计数型数据时( 一种可以计数的属性 )。 ❖ 在样本容量不等的情况下,当不合格数的情况分布于整个
产品时(如油漆零件的缺陷数,装配工序的缺陷数)
❖ 当不合格现象可从多个来源发现,或由于多种原因造成时 。
单位产品不合格数的 u图
❖ 计算 图的方法
SPC - 计数型数据
课程目标
❖ 到本课程结束时,学员应能识别: 1. 计数型SPC数据控制图
SPC统计-计数型数据

– 用附录7中的数据计算np 图的 UCL 和 LCL。
– 把数据标在图上并确定是否有任何超为 出控制范围的情况。
不合格数的
c图
• 何时使用 c 图
• 当数据为计数型数据时(一种可以计数的属 性)。
• 当不合格是分布于整个产品时,如油漆部件 上的缺陷数,装配工序上的缺陷数等。
• 当不合格现 象可从多个来源发现,或由多 种原因造成时。
SPC统计-计数型数据
课程目标
• 到本课程结束时,学员应能识别: 1. 计数型SPC数据控制图
2. 何时使用这些图最合适
如何选择正确的SPC图
计数型 数据
P图
计算零件数 N = 固定值或变 值
Np 图
计算零件数 N = 固定值
U图
计算发生次数 N = 变值
C图
计算发生次数 N = 固定值
不合格品率 p图
• 更重要的是,当您必须了解正在检验的一组 产品中不合格品的数量时。
• 当各子组样本容量均相等时。
np 图
• 计算np 图的方法
– 确定子组 的容量,通常为>50 个零件。 – 确定检验的频率。 – 收集数据。 – 确定该子组 中不合格品的数量。 – 在 np 图上记录有缺陷的零件数量。 – 在 np 图上描绘该数据。
• 在样本容量不等的情况下,当不合格数的情况分 布于整个产品时(如油漆零件的缺陷数,装配工 序的缺陷数)
• 当不合格现象可从多个来源发现,或由于多种原 因造成时。
单位产品不合格数的 u图
• 计算 u 图的方法
– 定义检验内容。 – 确定检验频率。 – 确定在该样本上发现的不合格数。 – 以样本容量除以所发现的不合格数。 – 在 u 图上记录不合格的比率。 – 在 u 图上描绘此数据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模块 11 - SPC 计数型数据
第 13 片
c图
• 计算 c 图控制线的示例
确定不合格平均数 c
c = c1 + c2 ++ ck k UCLc c 3 c
LCLc c 3 c
其中 k 为子组 数。
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
•
精益求精,追求卓越,因为相信而伟 大。2020年11月16日 星期一 下午9时 23分6秒21:23:0620.11.16
•
让自己更加强大,更加专业,这才能 让自己 更好。2020年11月下 午9时23分20.11.1621:23November 16, 2020
•
这些年的努力就为了得到相应的回报 。2020年11月16日星 期一9时 23分6秒21:23:0616 November 2020
LCLnp np 3 np(1 ) n
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 10 片
np 图
• 课堂练习
– 用附录7中的数据计算np 图的 UCL 和 LCL。
– 把数据标在图上并确定是否有任何超为 出控制范围的情况。
World Class Quality Pty Ltd - 1999年9月
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 8片
np 图
• 计算np 图的方法
– 确定子组 的容量,通常为>50 个零件。 – 确定检验的频率。 – 收集数据。 – 确定该子组 中不合格品的数量。 – 在 np 图上记录有缺陷的零件数量。 – 在 np 图上描绘该数据。
• 当数据为计数型数据时( 一种可以计数的属性 )。
• 在样本容量不等的情况下,当不合格数的情况分 布于整个产品时(如油漆零件的缺陷数,装配工 序的缺陷数)
• 当不合格现象可从多个来源发现,或由于多种原 因造成时。
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 4片
p图
• 计算 p 图的方法
– 确定子组 的容量,一般大于50个零件。 – 确定检验的频率。 – 收集数据。 – 确定该子组 中不合格品的数量。 – 把有缺陷的产品的数量记录在P图上。 – 确定有缺陷零件的比率,即有缺陷零件的数量/子组 中
的零件数量。 – 在P图上描绘该值。
World Class Quality Pty Ltd - 1999年9月
n
注:如果 LCL 的计算结果为负值,则 LCL 应为默认值 0 。
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 6片
p图
• 课堂练习
– 用附录5中的数据计算P 图的 UCL 和 LCL 。
– 把数据标在图上并确定是否有任何超出 控制范围的情况。
•
日复一日的努力只为成就美好的明天 。21:23:0621:23:0621:23Monday, November 16, 2020
•
安全放在第一位,防微杜渐。20.11.1620.11.1621:23:0621:23:06November 16, 2020
•
加强自身建设,增强个人的休养。2020年11月16日 下午9时 23分20.11.1620.11.16
模块 11 - SPC 计数型数据
第 17 片
单位产品不合格数的 u图
• 计算 u 图控制线的示例
确定单位产品的平均不合格数 u
u u u u =
1+ 2 ++ k n1 + n2 + nk
UCLu u 3 u n
其中 c1, c2 等为 单位产品的不合 格数,n1, n2 等 为相应的样本容 量。
LCLu u 3 u n
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 18 片
单位产品不合格数的 u图
• 课堂练习
– 用附录8中的数据计算 u 图的 UCL 和 LCL。
– 在图上描绘数据并确定任何超出控 制范围的情况。
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 5片
p图
• 计算P图控制线的示例
确定不合格品的平均比率 - p
p
=
n1p1 + n2p2 + + nkpk n1 + n2 +nk
p(1 p) UCLp p 3
n
注: n1p1 等是所发现 的不合格产品的数量 ,n1, n2 等是相应的 样品容量。
p(1 p) LCLp p 3
模块 11 - SPC 计数型数据
第 19 片
•
生活中的辛苦阻挠不了我对生活的热 爱。20.11.1620.11.16Monday, November 16, 2020
•
人生得意须尽欢,莫使金樽空对月。21:23:0621:23:0621:2311/16/2020 9:23:06 PM
•
做一枚螺丝钉,那里需要那里上。20. 11.1621 :23:062 1:23No v-2016 -No v-2 0
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 9片
np 图
• 计算 np 图控制线的示例
确定不合格品的平均数量 - np
k np = np1 + np2 ++ npk
其中k为子组数 ,n为这些子组 的样本容量。
UCLnp np 3 np(1 np ) n np
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 7片
不合格品数的
np 图
• 何时使用 np 图
• 当数据为计数型数据时(一种可以计数的属 性)。
• 更重要的是,当您必须了解正在检验的一组 产品中不合格品的数量时。
• 当各子组样本容量均相等时。
模块 11 - SPC 计数型数据
第 11 片
不合格数的
c图
• 何时使用 c 图
• 当数据为计数型数据时(一种可以计数的属 性)。
• 当不合格是分布于整个产品时,如油漆部件 上的缺陷数,装配工序上的缺陷数等。
• 当不合格现 象可从多个来源发现,或由多 种原因造成时。
World Class Quality Pty Ltd - 1999年9月
第 14 片
c图
• 课堂练习
– 用附录7中的数据计算c 图的 UCL 和 LCL。
– 在图上描绘该数据并确定任何超出控制 范围的情况。
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 15 片
单位产品不合格数的 u图
• 何时使用 u 图
World Class Quality Pty Ltd - 1999年9月
模块 11 - SPC 计数型数据
第 2片
如何选择正确的SPC图
计数
C图
计算零件数
N = 固定值或变 值
计算零件数 N = 固定值
计算发生次数 N = 变值
计算发生次数 N = 固定值
World Class Quality Pty Ltd - 1999年9月
•
爱情,亲情,友情,让人无法割舍。20.11.162020年 11月16日星期 一9时23分6秒 20.11.16
谢谢大家!
模块 11 - SPC 计数型数据
第片
SPC - 计数型数据
模块 11
编制: World Class Quality Pty Ltd 授课人: John Adamek
World Class Quality Pty Ltd - 1999
1
年9月
课程目标
• 到本课程结束时,学员应能识别: 1. 计数型SPC数据控制图
2. 何时使用这些图最合适
第 16 片
单位产品不合格数的 u图
• 计算 u 图的方法
– 定义检验内容。 – 确定检验频率。 – 确定在该样本上发现的不合格数。 – 以样本容量除以所发现的不合格数。 – 在 u 图上记录不合格的比率。 – 在 u 图上描绘此数据。
World Class Quality Pty Ltd - 1999年9月
•
科学,你是国力的灵魂;同时又是社 会发展 的标志 。下午9时23分 6秒下 午9时23分21:23:0620.11.16
•
每天都是美好的一天,新的一天开启 。20.11.1620.11.1621:2321:23:0621:23:06Nov-20
•
相信命运,让自己成长,慢慢的长大 。2020年11月16日星 期一9时 23分6秒Monday, November 16, 2020
模块 11 - SPC 计数型数据
第 12 片
c图
• 计算 c 图的方法
– 确保检验样本的容量都相等,如零件的数量,规定 的面积或体积。
– 确定检验频率。 – 确定在该样本上发现的不合格数。 – 把该不合格数记录在 c 图上。 – 在 c 图上描绘该数据。
World Class Quality Pty Ltd - 1999年9月