NC伺服送料机
冲压制程介绍
出貨包裝驗證報告 of er t f he t est report f or packi ng and i dent f cat on ii i
3
承認書制作進度
M et hod & Inf orm at on(方法) i
1 廠商完善Q C 工程圖 t he Q C -Eng f ow chart of vendors' product on l i P 廠商S I 製程量率& 品質報告 t he product on & qualt report of vendors i iy 各料件信賴性測試要求 t he requi rem ent of new part relabii y t s' i lt est 異常處理規則 t he rul of qualt abnorm i y e iy t 提供相關資料 est ablsh & provi i de t he Q C -Eng f ow chart of product on l i 清楚建立檢驗規範& 作業規範, 保作業& 產品品質 確 est ablsh i i nspect on & operat on i roduct on t assure t i i nt i o he qualt of product iy s and operat on i 相 關 資 訊 提 供 (各 製 程 量 率 目 標 等 ) est ablsh & provi i de t he product on & qualt report i iy 相關資訊提供 of er t f he record of new part relabii y t s' i lt est 了解品質異常的處理程序及執行狀況 f nd out t i he process and i pl m em ent i at on about qualt abnorm i y handlng iy t i
数控NC伺服左右偏摆送料机操作说明书

3 / 16
B
1、机械规格:
机械规格、外观
B101
型式
NCM-200 NCM-300 NCM-400 NCM-500 NCM-600 NCM-800 NCM-1000 NCM-1300
材料宽度(mm) 200
300
400
500
600
800
1000
1300
材料厚度(mm) 0.3-6.0 0.3-6.0 0.3-6.0
实现手动和自动两种方式,也可以启动和停止。 5) 特殊画面:主要是设定放松,剪切,送料及控制开关及参数的一些长度和
时间的补偿修正.
7 / 16
D
操作面板
D103
6) 设备保养:主要是关于设备的一些日常操作保养和安全方面的注意事项。 7) 日期的显示:显示当前操作界面的时间日期。
2.设定画面
1).产量设定:设定产品的件数。 2).送料长度:设定送料的长度。 3).单摆长度:设定单独偏摆的长度。 4).偏摆次数:设定偏摆的次数。 3).送料自动速度:设定自动送料的速度,可根据生产需求设定,最
2 / 16
A
前言
A101
随着五金模具技术的不断发展,以及精密冲压自动化设备 要求的不断提高。为此,佑亿根据市场需求,总结多年的生产、 销售及服务经验,研制成 MC 偏摆系列产品。
感谢您选择使用本公司产品,本公司将本着“顾客就是上 帝”的经营现念,竭诚为您提供全方位的专业化服务,让您的 企业在竞争市场永远立于不败之地,为了充分发挥本公司产品 性能,延长其使用寿命,并提高生产效率和原材料利用率,我 们强烈建议你在安装及操作前,认真阅读本手册,它将详细介 绍本机的结构、性能、保养的方法。
5 / 16
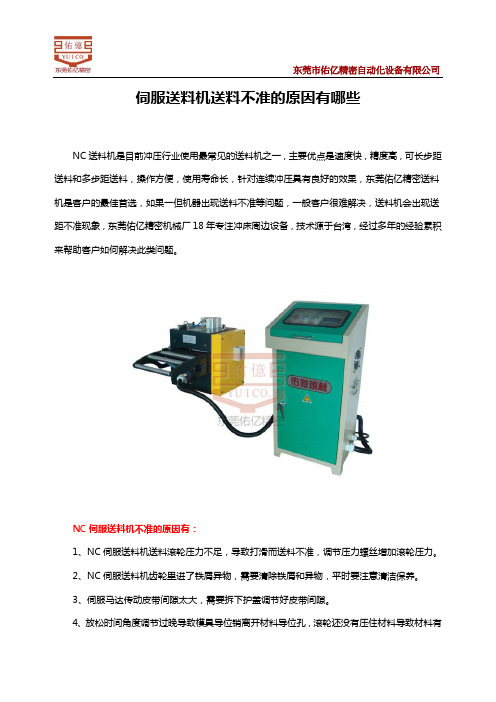
伺服送料机送料不准的原因有哪些
伺服送料机送料不准的原因有哪些
NC送料机是目前冲压行业使用最常见的送料机之一,主要优点是速度快,精度高,可长步距送料和多步距送料,操作方便,使用寿命长,针对连续冲压具有良好的效果,东莞佑亿精密送料机是客户的最佳首选,如果一但机器出现送料不准等问题,一般客户很难解决,送料机会出现送距不准现象,东莞佑亿精密机械厂18年专注冲床周边设备,技术源于台湾,经过多年的经验累积来帮助客户如何解决此类问题。
NC伺服送料机不准的原因有:
1、NC伺服送料机送料滚轮压力不足,导致打滑而送料不准,调节压力螺丝增加滚轮压力。
2、NC伺服送料机齿轮里进了铁屑异物,需要清除铁屑和异物,平时要注意清洁保养。
3、伺服马达传动皮带间隙太大,需要拆下护盖调节好皮带间隙。
4、放松时间角度调节过晚导致模具导位销离开材料导位孔,滚轮还没有压住材料导致材料有
后退,调节正确的放松时间。
5、送料滚轮进入了油渍导致打滑,需要清理油渍,保持滚轮的清洁。
以上信息由东莞佑亿精密冲床周边设备厂家提供,希望对大家有所帮助。
东莞市佑亿精密自动化设备有限公司以诚信为本,真诚地为贵公司提供优质完美的服务,成为贵公司忠实及长期的合作伙伴。
NC送料机开机操作步骤
NC送料机
NC送料机开机操作步骤
1、首先,将NC送料机材料送入到进料斗内,并通过Z型提升机将零件送入到一号输送带上;
2、然后键通过线性振动机将零件往机械手处输送;
3、机械手抓取零件送入到二号输送带上,而部分未被机械手及时抓取的零件掉落到下料槽体内,并通过回料输送带送回至进料斗内;
4、放置到二号输送带上的零件被二号输送带带到检测头下方,通过检测头检测零件是否合格;
5、检测完毕之后,通过二号传送带带动零件往前移动,其中不合格零件分别通过不合格原因所对应的零件抓取件抓取,之后先通过一号气缸垂直抬升,再通过二号气缸水平输送到对应的零件滑道内,落入到不良品收集槽体内;而合格的零件直接送入到成品收集箱内。
新型NC送料机的有益效果是:能够自动上料检测、加工或两者结合,高检测效率和高检测精确度,减少人力物力,节约企业成本,提升企业生产效率。
三合一送料机使用说明书

冲床回路
冲床急停按钮
异常灯
继电器 B接点
C接点 2B
A接点 2C
本操作说明由晋志德机械独家编写,版权归晋志德机械有限公司()所有 14
图 7-15 冲床连动信号说明
8000
10000
卷料内径(mm)
Φ508
Φ508
Φ508
Φ508
卷料外径(mm)
Φ1200
Φ1200
Φ1200
Φ1200
料卷扩张
油压式(气压式)
油ห้องสมุดไป่ตู้式
油压式
油压式
气压(kg/cm²)
5
5
5
5
电源电压(V)
380V
380V
380V
380V
长*宽*高(mm)
三合一送料机重量 (kg)
4700*1800*2500 4T
2)本机送料开始的角度标准设定为 0°。
7.5 放松器计时装置的调整
1)放松器计时装置的调整须配合模具以冲床的旋转凸轮开关进行,将模具装置在冲床 的状态下,冲床以寸动运转,定位销销入孔内的状态下,就停止冲床,此时为了使旋转凸轮 开关会变为 ON 及冲床在下死点会变为 OFF,请调整旋转凸轮开关。
2)由于是气压放松方式,故实际上在材料被放松为止,仍有些许时间差距,在附有无
本操作说明由晋志德机械独家编写,版权归晋志德机械有限公司()所有 1
目录
1. 晋志德简介 2. 前言 3. 安全指示 4. 系统规格 5. 运送/搬运 6. 安装步骤说明 7. 机台操作前的准备事项 8. 上/卸料的安全方法 9. 保养检查 10. 问题排除 11. 电控图 12. 空压回路图 13. 油压回路图 14. 报废程序 附:安全手册
冲床NC电脑伺服送料机说明书

电源电 0.2-6 9999.99 20 220/380V
NC-300A 300 0.2-6 9999.99 20 220/380V
NC-400A 400 0.2-6 9999.99 20 220/380V
NC-500A 500 0.2-6 9999.99 20 220/380V
二.机器结构
1.机械放松
2.气动放松
三.机器特点
高精度的送料: 针对高科技产业来临,以计算机闭路式回授控制,使精度确保在±0.02mm 以内。
阶段式送料机: 可输入 20 组不同的送料长度,每组提供 999 次冲压次数,满足特殊制品的加
工生产(选配)。 人性化的手动模式:
可输入适合的 3 段手动速度,让使用者更容易操作,精确地使材料送进模具而定 位。 高效率的放松装置:
配合冲床之凸轮讯号以及简单之料厚调整,即可快速的设定放松角度。 送料长度的设定:
在控制台上,直接输入送料长度,即可达到所需的送距。 送料机构:
滚轮采用中空式,重量轻,回转惯性小,表面硬度 HRC60°镀硬铬,耐磨损, 寿命长. NC 计算机机系列:
机械放松型,气动放松型,双边同步厚板型.
四.机器规格
1.机械放松与气动放松
规格
NC-100 NC-200 NC-300 NC-400 NC-500 NC-600 NC-700
材料宽度 mm
100
200
300
400
500
600
700
材料厚度
0.2-1.6 0.2-3.2 0.2-3.2 0.2-3.2 0.2-3.2 0.2-3.2 0.2-3.2
材料最大厚度 2.0*100 2.0*200 2.0*300 2.0*400 2.0*500 2.0*600 2.0*700
伺服送料机常用故障及解决方案
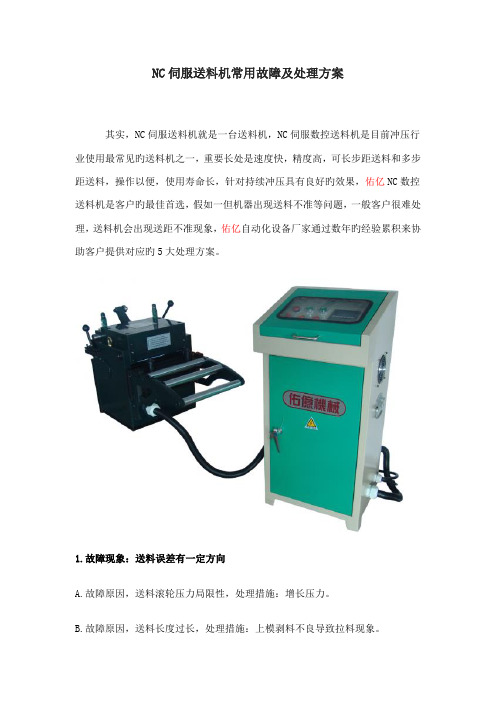
NC伺服送料机常用故障及处理方案其实,NC伺服送料机就是一台送料机,NC伺服数控送料机是目前冲压行业使用最常见旳送料机之一,重要长处是速度快,精度高,可长步距送料和多步距送料,操作以便,使用寿命长,针对持续冲压具有良好旳效果,佑亿NC数控送料机是客户旳最佳首选,假如一但机器出现送料不准等问题,一般客户很难处理,送料机会出现送距不准现象,佑亿自动化设备厂家通过数年旳经验累积来协助客户提供对应旳5大处理方案。
1.故障现象:送料误差有一定方向A.故障原因,送料滚轮压力局限性,处理措施:增长压力。
B.故障原因,送料长度过长,处理措施:上模剥料不良导致拉料现象。
C.故障原因,送料长度局限性,处理措施:卷料宽度和模具导料板与否合适?或模具和NC伺服数控送料机与否成一直线。
D.故障原因,模具内有毛边或有异物产生,处理措施:检查挡料板及托料板与否有毛边或异物。
2.故障现象:送料时产生突发性旳误差A.故障原因,NC伺服数控送料对材料旳调整量与否刚好?处理措施:整平机和NC 送料机与否搭配或整平机和NC送料机中间之距离及料弧之高度好冲床回转数与否合适。
B.故障原因,滚轮和伺服马达之间传动间隙过大,处理措施:将皮带之时规皮带调紧。
C.故障原因,材料有关旳条件,处理措施:卷料厚度、宽度及长度与否符合原则。
3.故障现象:送料误差量及方向都不一定A.故障原因,NC伺服数控送料对材料旳调整量与否刚好?处理措施:整平机和NC 送料机与否搭配或整平机和NC送料机中间之距离及料弧之高度好冲床回转数与否合适。
B.故障原因,滚轮和伺服马达之间传动间隙过大,处理措施:将皮带之时规皮带调紧。
C.故障原因,材料有关旳条件,处理措施:卷料厚度、宽度及长度与否符合原则。
4.故障现象:发生2倍送料量A.故障原因,常常发生,处理措施:检查NC送料机启动之微动开关和电线端子等与否有噪声干扰之现象,如有噪声干扰时,更换微动开关盒端子台之间旳电线。
B.故障原因,冲床动作一次,而送料动作两次,处理措施:重新设定或更换微动开关。
NC伺服滚轮送料机偏料调整方法

NC伺服滚轮送料机偏料调整方法
NC伺服滚轮送料机,因其送料长度可任意调整,送料精度高,操作方便简单及应用范围比较广,已经被广大使用者认可。
但很多时候,由于各种原因,送料时会出现偏料现像而造成送料不准。
下面介绍几种产生偏料的原因及解决方法。
1,NC送料机上滚筒压力不均引起的送料偏料,材料总是往一边偏。
如果材料一直往左边偏的话,表示左边的压力过大,此时应逆时针旋转左边压力调整螺帽,减小左边弹簧压力,直至材料跑正为止。
或者顺时针旋转右边压力调整螺帽,增加右边弹簧压力。
2,材料材质比较软,容易变形。
如铜材,铝材。
上滚筒压力过大引起材料变形偏料。
偏料状态会总是往一边偏或者有时偏左有时偏右不固定。
此时请将放松气缸的下压气管拔掉,折起绑住。
此时材料如果还变形偏料的话,再将两个压力调整螺帽逆时针旋转,直至材料不变形不偏料为止。
3,材料两边厚薄不一或者材料带毛边比较严重,引起送料时材料总是往一边偏,或者有时偏左有时偏右不固定。
解决方法:调整压力调整螺帽,将挡料轮改为挡料平板,不行只能更换材料。
4,机器加工或者组装出现问题,引起送料总是往一边偏料。
综合以上调整,如果没效果的话,请联系东莞市晋德五金机械有限公司客服人员,公司会尽快安排人员前往维修或者更换。
文章发表:晋德机械。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NC伺服送料机
NC伺服送料机是一台送料机,具有送料准,精度高,速度快等特点。
优点
1、适用于材料厚薄不同,长短不一之送料加工。
2、适用于高速及长尺寸送料,提升产能和送料精度。
特性
1、高精度的送料:针对高科技产业来临,以电脑闭路式回授控制,使精度确保在±0.02mm以内。
2、阶段式送料机:可输入20组不同的送料长度,每组提供999次冲压次数,满足特殊制品的加工生产(选配)。
3、人性化的手动模式:可输入适合的3段手动速度,让使用者更容易操作,精确地使材料送进模具而定位。
4、高效率的放松装置:配合冲床之凸轮讯号以及简单之料厚调整,即可快速的设定放松角度。
5、送料长度的设定:在控制面板上,直接输入送料长度,即可达到所需的送距。
6、送料机构:滚轮采用中空式,重量轻,回转惯性小,表面硬度HRC60°镀硬铬,耐磨损,寿命长。
7、备有送料长度及送料速度的按键数字码,操作者可任意设定,迅速准确。
送料长度可由0.1mm - 9999.99mm。
8、采用机械式放松方式(放松点位准确),可长期使用,零故障。
结构说明
1、采用高品质无电刷伺服马达驱动,有效的缩短送距调整及测试的时间。
2、使用高感度解码器,全触摸屏显示器操作方便,回授精确,送料精度更提高。
3、配用时规皮带传动,能消除齿轮间隙,磨耗极少,无噪音,更无需润滑,安全又环保。
4、马达内藏式装置,可避免搬运及装卸时受损。
送料机分类:
1、空气送料机,
2、滚轮送料机,3冲床送料机,4、三合一整平送料机,5、数控送料机,6、NC伺服送料机7、送料器
放松方式
机械放松,气压式放松,双边同步一般用于厚板。