工业工程IE防错
IE七大手法与口诀

IE七大手法与口诀精益与IEIE是工业工程的英文首字母缩写。
精益与IE相比,两者有共通点,也有不同点。
共通点:①都以效率提升为目标;②有共通的方法论,如防呆法、5个为什么分析;③IE早于精益诞生,精益在IE基础上发展起来。
不同点:①IE注重方法;精益则方法与文化并重。
②精益注重在改善的过程中培养人。
③方法的通用性上,IE稍胜一筹。
---张坚么是IE?IE是工业工程(Industrial Engineering)的英文简称,起源于科学管理之父泰勒的“方法研究”与“作业测定”,同时期,吉尔布雷斯夫妇对“作业动作”的细致研究,从而融合形成了工业工程这门学科。
美国工业工程师学会对IE的定义:工业工程是对人员、物料、设备、能源和信息组成的集成系统进行设计、改善和设置的一门学科。
泰勒著名的搬生铁试验、IE七大手法IE手法以人的活动为研究对象,强调尊重事实,运用科学的工具和方法对整个生产系统进行观察、记录、分析,寻找问题、发现问题并进行合理化改善,最后实现作业标准化。
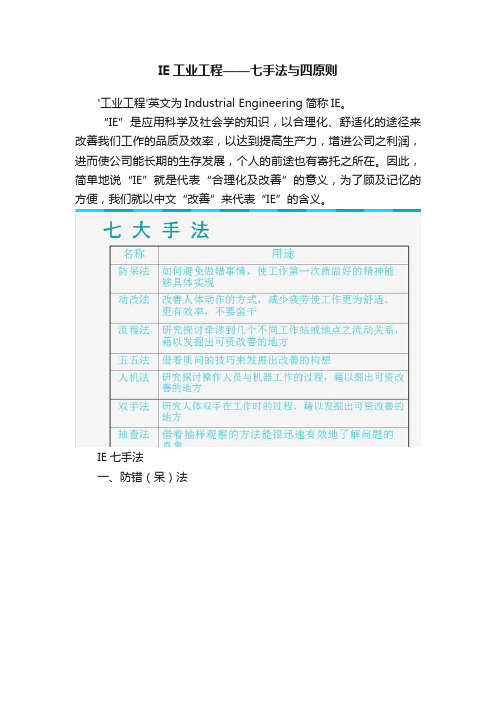
IE七大手法的归纳用很多版本,其中最常用的IE七大手法为:防错法、动改法、流程法、五五法、人机法、双手法和抽查(样)法。
1.防错法也叫防呆法, 是一种有效防止人为错误的方法。
工作中的不良主要有两类,一类受限于当前科学技术的水准,如工艺、设备能力等造成的不良,还有一类不良是人为失误造成的不良,如人训练不足、紧张、疲劳等造成的不良。
据统计,人为失误造成的不良约占到80%。
前两天,我去一地方录制课程,结果忘记将翻页笔的USB接收器带回来。
这是一个人为失误吧。
于是,前台女孩用快递帮我寄了回来,我一看,怪了,只是一个空快递封,原来,女孩忘记将“USB接收器”放进快递封了。
白忙乎了一阵。
由此可见,工作生活中,人为失误是经常出现的一件事。
(张坚)2.动改法动改法的鼻祖是吉尔布雷斯夫妇,所谓动改法,即通过动作改善,减少疲劳,使人更高效地作业。
动作改善不仅可以提升效率,同时让员工有很好的获得感!3.流程法对检验、搬运、加工、仓储、滞留以符号方式,制作出流程图,从中发现浪费即不合理之处,从而进行相应的优化。
IE工业工程七大手法的改善方案

IE七大手法之四 — 五五法
1.手法名称: 5 * 5W 1H法;又称5 * 5何法;又称质疑创意法;简称五五 法。
2.目的: 学习本手法的目的在于:
熟悉有系统的质问的技巧,以协助我们发掘 出问题的真正根源所在以及可能的创造改 善途经。
3.1 基本观念:
头脑就像降落伞,○○○只有在开放的情 況下才工作○○○。
工作改善最大的阻碍并不在于技术不足, 而是在于一个人的想法~当他觉得是以最 好的方法在工作着,并且以为满足。
当你认为工作已无法改善了,那就代表你 已落伍了,虽然你是专家,拥有高深的学识.
一个虽然沒有多大学识的人,只要他认为 工作仍有改善的可能,那么他就比您更适 合这工作。
3.2 何处最需要改善 您的時間非常宝贵,应妥善运用;挑最重要的事情
手掌的张 度
三
肘
+前臂
前臂的张 度
四
五
肩
身躯
+上臂
+肩
上臂的张 上臂+身躯
度
弯曲
速度
1
2
3
4
5
体力消耗 最少
少
中
多
最多
动作力量 最弱
弱
中
强
最强
疲劳度
最小
小
中
大
时间(以 25mm为准)
0.0016分
0.0017分
0.0018分
0.0026分
最大
原則5: 物体的“动量”尽可能利用;但如 需用肌力制止时,则应将减至最小度。
1.手法名称 又称动作改善法,简称为“动改法”,是: * 省力动作原則 * 省时动作原則 * 动作舒适原則 * 动作简化原則 此原則以最少的劳力到达最大的工作效果,其原为吉而博斯
IE(工业工程)七手法
2.6 有關於工具設備之原則
原則十二:盡量以足踏/夾具替代手之工作 符號:
25
說明:在工廠裡我們可以發現許多機器設備 的設計,都是單手操作,另一隻持住東 西或空閒著,沒有發揮雙手及雙腳的 全部功能,我們可以考慮設計夾具或 治具來解除以手持物的工作並可設計 各種足踏的方式來控制操作機器的運 轉,以充分利用吾人的雙手及雙腳,就 如開汽車一樣.
對較精細的工作如鐘錶裝配或返射係數 較低的物體如黑色物體,建議必須要有更高 的照明光度及採用淺色背景.又如透明或半 透明之物件如飲料瓶、布料、壓克力、薄膜 片等都可利用下方投射光源來檢查有無汽泡、 異物、裂痕等.
22
原則十一:工作台適當舒適 符號:
23
說明:長久站立或座著工作,都會比隨意更 換坐立之工作姿勢較容易引起疲勞. 所以工作台之高度設計以及座椅之 設計以能滿足座立即可為佳.工作椅 之高度及姿勢應可讓工作人員自行 調整以滿足其個別舒適為原則.
29
原則十五:手柄接觸面積盡可能大 說明:任何依賴手來操作之部位,其力量之
來源係藉手掌與物體之接觸面及摩擦 力而傳達到工具或機器.若接觸面積 及摩擦係數愈大,則所傳達之力量也 就愈大.而且手掌之單位面積之受力 愈小,可使操作較輕鬆愉快而且皮膚 較不易受傷.此乃為何大多數的工具 其手柄或握把之部份均設計成曲面狀 之原因.
14
2.5 有關工作場所之佈置與環境之原則
原則七:工具物料應置於固定處所 符號:
15
說明:使工作人員都能在相同的地點拿到所需 要的工具或零件,是改善動作效率很有 效的一種方式.地點因定可以減少無謂 的“尋找”浪費同時有助於動作習慣的 養成,以後能很快地自動取到所需的東 西.因此不但有助於工作效率的提高,同 時也可以減少因找尋時所引起的精神集 中需求,焦慮煩躁而產生的不良副作用 如產品做壞,意外災害等等.
IE工业工程——七手法与四原则
IE工业工程——七手法与四原则
'工业工程'英文为Industrial Engineering简称IE。
“IE”是应用科学及社会学的知识,以合理化、舒适化的途径来改善我们工作的品质及效率,以达到提高生产力,增进公司之利润,进而使公司能长期的生存发展,个人的前途也有寄托之所在。
因此,简单地说“IE”就是代表“合理化及改善”的意义,为了顾及记忆的方便,我们就以中文“改善”来代表“IE”的含义。
IE七手法
一、防错(呆)法
防错(呆)法简介
防错(呆)法原则、原理二、改动法
动改法简介
动改法原则三、流程法
流程法四、五五法
五五法五、人机法
人机法六、双手法
双手法七、抽查法
抽查法
篇幅有限,七大手法仅做了解,深入内容及具体应用,共勉学习。
除了七大手法,还有IE四个原则就不得不提一下:
改善四原则
欲改变数字,就必须改变行动;欲改变行动,就必须改变目标;
欲改变目标,就必须改变想法;欲改变想法,就必须改变习惯;
欲改变习惯,就必须改变过去;欲改变过去,就必须改变知识;
欲改变知识,就必须改变欲望;欲改变欲望,就必须改善数字。
IE(工业工程)及改善技巧
设备
IE活动的对象 材料
配置 习熟 士气 夹具\检具
机械\仪器
直接材料 间接材料
工序
方法
作业\动作 配置
时间 11
环境
确保合适人选 研讨最佳安置
作业指导\训练 作业指导
夹具\检具作成 夹具\检具维护及改善
机械\仪器的维护及故障原因追究 研讨机械\仪器的持有数量 研讨动作状况 推进机械化\动作改善
15
生产系统运转的解析
利润=附加价值=售价-外购成本
作业时间
正规作业 非正规作业
主作业
准备前后作业
人性空闲 非人性空闲
主体作业 辅助作业
疲劳空闲 生理空闲 作业空闲 现场空闲
16 减少“无附加价值的生产作业”
IE工业工程的目的
精益生产价值管理
减少库存 缩短生产停滞时间 降低成本 减少浪费 提高生产力 不断改善生产系统
精益生产的目的,就是通过“SIX SIGMA、IE改善、5S活动”等各种
改善活动及管理手法,达到“消除七大浪费”、“精简成本”的目标!
SIX SIGMA活动就是由一个团队,应用“QC七大手法、SPC、FMEA、
田口方法、MSA”等品管手法,针对生产过程中的主要浪费项目,通 过“D( Define--界定阶段)的‘劣质成本分析’、M( Measure- - 量测阶段)的‘制程能力分析’、A( Analyze--分析阶段)的‘失 效 模式及应用分析’、I( Improve--改善阶段)的‘改善手法运用’ 及C ( Control--控制阶段)的‘成果评估分析’”五个阶段的活动展开, 达到消除不良浪费、降低生产成本之改善目的!
本
交货期\时间
安
全
士
[IE工业工程]IE七大手法防错法1
![[IE工业工程]IE七大手法防错法1](https://img.taocdn.com/s3/m/ab7dddd0eefdc8d377ee3238.png)
19 刀具
20070720v1.1
6.檢查方式與防錯方式
探 探測方 測 法概要
規
標
制
准 在規定的 式
動 作業和動
作 作上發生
異 錯誤時﹐ 常 檢測其異 探 常狀況 提
a b
測
醒c 式d
e
事例
在9種產品的混合流程作業的組裝 生產線上﹐必須安裝形狀相同但是 顏色不同(9種顏色)的零部件。把下 側帶有磁帶的指示書插入讀取箱中 ﹐放置必要的零件﹐抽屜就會打開
.1
動化檢驗﹐檢驗那些可能的錯誤
或是不良
14
6.檢查方式與防錯方式
而這三大元素在ZQC中所占的重要
性為
1.來源檢驗---60%
2.100%檢驗---30%
3.立即的行動---10%
20070720v1.1
Poka-yoke是15一種簡單又不需
6.檢查方式與防錯方式
20070720v1.1
20070720v1.1
2.2 具有外行人來做也不會
做錯的構造-不需要經驗與直
覺。
4
3.功用及應用范圍
20070720v1.1
3.功用
3.1積極:使任何的錯誤,絕不會 發生。
3.2消極:使錯誤發生的機會減至 最低程度.
4.應用范圍: 任何工作無論5 是在機械操作,
4.防錯法基本原則
A.輕松原則---難以辨認﹑難拿﹑ 難動等作業﹐使作業員容易疲勞 而發生失誤。
20070720v1.1
8.2 保險原理 藉用二個以上的動作
必需共同或依序執行才能完成工作。 1) 藉“共同”動作必須同時執行來完成
例:開銀行保險箱時,須以顧客之鑰匙與銀 行之鑰匙,同時插入鑰匙孔,才能將保險箱打開。 例:操作沖床之工作,為預防操作人員不小心被 手夾傷,所以設計一雙手必須同時按操作鈕下去, 才能執行工作。
工业工程之防错法
防错法(Poka-Yoke)
Poka-Yoke的四种模式: 在Poka-Yoke针对不同的过程和失误类别,分别采用不同的 防错模式,分别是:
(1)有形Poka-Yoke防错; (2)有序Poka-Yoke防错; (3)编组和计数式Poka-Yoke防错; (4)信息加强Poka-Yoke防错。
失误 漏放防震胶脚 漏检 漏打螺丝 漏贴铭牌
缺陷 压缩机振动噪声大 外观凹花伤等 顶盖松动、卡条松脱 冰箱少铭牌,客户投诉
因为失误是造成缺陷的 原因,故可通过消除或 控制失误来消除缺陷。
15
防错法(Poka-Yoke)
产生失误的一般原因: 产生失误的基本原因有以下九个: 1、忘记: 即忘记了作业或检查步骤,比如忘记在打中门铰螺丝之 前先装上垫片。
产生失误的其他原因:
27
防错法(Poka-Yoke)
制造过程常见失误: 制造过程不同,其失误种类也千差万别,但大致可归为以下 几类:
01、漏掉某个作业步骤 02、作业失误 03、工件设置错误 04、缺少零部件 05、用错零部件
06、工件加工错误 07、误操作 08、调整失误 09、设备参数设置不当 10、工装夹具准备不当
12
防错法(Poka-Yoke)
防错法的作用:
在作业过程中,作业者不时会因疏漏或遗忘而发生作业 失误,由此所致的质量缺陷所占的比例很大,如果能够用防 错法防止此类失误的发生,则质量水平和作业效率必会大幅 提高。 1、防错法意味着“第一次就把事情做好”。
因为防错法采用一系列方法和或工具防止失误的发生, 某结果即为第一次即将事情做好。 2、提升产品质量,减少由于检查而导致的浪费。 3、消除返工及其引起的浪费。
32
防错法(Poka-Yoke)
ie改善之防错措施

针对每项生产操作制定详细的操作规范,明确操作步骤和注意事 项。
员工考核与激励
定期对员工进行考核,对表现优秀的员工给予奖励,激励员工积 极参与防错工作。
05
案例分析
生产线防错案例
总结词
通过生产线防错措施,企业可以减少生 产过程中的错误,提高产品质量和生产 效率。
VS
详细描述
生产线防错包括对生产流程、设备、工装 、物料等环节的防错措施。例如,采用自 动化设备代替手工操作,降低操作难度和 出错率;采用条形码、二维码等技术对物 料进行追溯和管理,避免物料错误和混料 现象;对关键工序进行多重检测和验证, 确保产品质量。
设备精度检测
定期对生产设备进行精度检测和维护,确保设备在正常状态下运 行。
增加设备安全防护装置
在设备周围增加安全防护装置,防止操作人员意外接触危险部位。
设备故障应急处理
制定设备故障应急处理预案,当设备出现故障时能够及时采取措施 ,避免故障扩大。
员工培训与操作规范制定
员工技能培训
定期对员工进行技能培训,提高员工的操作技能和安全意识。
检验环节防错
在制造过程中设置多重检验环节,确保产品质量,防止不合格品流 入下一环节。
检验防错
仪器检测
利用先进的检测仪器和设备,对产品进行全面检 测,确保产品符合质量要求。
目视检测
通过目视检查产品外观、尺寸等关键要素,及时 发现并纠正问题。
功能测试
对产品的各项功能进行测试,确保产品在各种情 况下都能正常运行。
IE改善的核心理念是不断追求效率,通过消除浪费、减少不良品率等手段,实现 企业生产过程的持续改进。
IE改善的重要性
01
02
03
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6. 疏忽错误:有时我们会心不在焉并犯错误而不知道它们是如何发生的。例如, 有些人无意识的穿过街道而没有注意到亮着红灯。 安全措施:专心,纪律,工作标准化
错误的类型
7. 迟钝的错误:有时当我们的行动由于判断的延迟而迟缓时我们会犯错误。例如,学习开车的 人踩刹车较慢。 安全措施:建立技巧,工作标准化
8. 缺乏标准而产生的错误:有时由于缺乏指引或工作标准时会发生错误。例如,由于单个工人 的判断力而出现的测量错误。 安全措施:工作标准化,工作指引。
错误的类型
9. 意外错误:当设备运行状况与预期不符时会发生错误。例如机器可能在 无警示的情况下故障。 安全措施:,工作 标准化
10. 故意错误:有些人故意制造错误。犯罪和破坏就是例子。 安全措施:基础教育,纪律
以各种光学 、电学、力学、机构学、化学等 原理来限制某些动作的执行或不执行,以避 免错误之发生。目前这些自动开关非常普遍, 也是非常简易的“自动化”之应用
3 自动原理
以“浮力”的方式来控制 例如:抽水马桶之水箱内设有浮球,水升至某一高度时,浮球推动拉杆,切断水源。 以“重量”控制的方式来完成 例:电梯超载时,门关不上,电梯不能上下,警告钟也鸣起。 以“光线”控制的方式来完成 例:自动照相机,光线若不足时,则快门按不下去。 以“时间”控制的方式来完成 例:洗手间内的“烘手机”,按一次只有“一分钟”,时间一到自动停止。
防错:错误的十种原因
4. 遗漏部件:装配、焊接或其他过程中未有全部部件 5. 不适当的部品/部件:装配时安装了不正确的部件 6. 处理错误的工件:对错误的部件加工 7. 操作错误:执行操作不正确;标准过程或规范说明的版本不正确
防错:错误的十种原因
8. 调整、测量、尺寸错误:机器调整、测试方法错误或来自供应商的部件的尺寸错误 9. 设备维护和修理错误:由不正确的维修或部品更换导致的缺陷 10. 准备工艺装置中的错误:损坏的刀刃,设计低劣的夹具或错误的工艺装备
3 自动原理
以“方向”控制的方式来完成 例:超级市场内进口及出口之单向栏栅,只能进不能出。或只能出不能进。 以“电流”用量的方式来完成 例:家庭的电源开关皆装置保险丝,用电过量时保险丝就熔断,造成断电。 以“温度”控制的方式来完成 例:家庭内冷气机之温度控制,冷度够时,自动停止,温度上升时,自动开启。 以“压力”控制的方式来完成 例:厨房内之快锅内压力过大时,则“泄压阀”就开启,使锅内之压力外泄以免造成爆炸之危
箱打开。
例:操作冲床之工作,为预防操作人员不 小心手被夹伤,所以设计一双手必须同时按操 作钮下去,才能执行工作。
藉“顺序”动作来完成
例:电梯的门若没有关好,则不能上升、下 降。
藉“交互”动作来完成
例:洗衣机的脱水槽,当打开盖子后,就自
动切断电源使脱水槽转慢停下来,以免造成意
外伤害。
3 自动原理
过程流
错误
可能的缺陷
下一过程
* 6
人为差错
操作者实际完成地职能与该工作所要求完成地职能之间地偏差。 未执行分配给他的职能 错误地执行了分配给他地职能 执行了未赋予地份外职能 按错误地程序或错误地时间执行了职能 执行职能不全面
错误有各种不同的类别 几乎所有的缺陷有人的错误而产生。人至少有十种错误
健忘 误解产生的错误 识别错误 新手错误 故意的错误
疏忽的错误 迟钝的错误 缺少标准的错误 意外的错误 蓄意的错误
错误的类型有几种
几乎所有的缺陷都由人类的错误产生。但至少有10种人因错误
1. 遗忘:有时当我们不集中精神时我们会忘记事情。例如,站长忘记放下交叉门。 安全措施:预先警告操作者或定期检查。
2. 误解产生的错误:有时在我们熟悉情况前得出错误结论时会出错。例如,当不熟悉自动变 换器的人踏在刹车上时会认为是离合器。 安全措施:训练,预先检查,标准化工作程序。
存时,则可将侧边防再录孔一小块塑胶处剥下, 便能防止再录音。
1 断根原理
藉“不对称的形状”来达成
防止装错刹车缆索夹具
装置用工模
改良后
2 保险原理
藉用二个以上的动作必需共同或依序执行才能 完成工作。
2 保险原理
藉“共同”动作必须同时执行来完成
例:开银行保险箱时,须以顾客之钥匙与
银行之钥匙时,同时插入钥匙孔,才能将保险
* 4
防错的收益 强化了操作的程序和顺序 当错误发生时或产生缺陷时,发信号或停止过程 消除产生不正确行为的选择 防止产品损坏 防止机器损坏 防止人员受到伤害 消除不经意的错误
* 5
错误的定义
错误是预期过程的任何偏离 当成功过程所必须的任何条件不适合或缺少时出现 所有的缺陷由错误产生 不是所有的错误都产生缺陷
错误有各种不同的类别 错误发生的原因有很多,但如果我们花时间去识别错误何时和为何发生,并采取措施,用上述所
列的方法和安全装置,几乎所有的错误都可以避免。
防错:错误的十种原因十种常见错原因可以用防错纠正/消除。1. 过程的忽略:遗漏一个或多个过程步骤 2. 过程错误:过程的操作没有按标准工作程序实施 3. 工件设置错误:对现行产品使用了不正确的工具或设备
错误的类型
3. 识别错误:有时我们由于看太快或由于太远看不清楚会错误判断局势。例如,将1美圆的钞 票误认为10美圆。 安全措施:培训,注意力和警觉
4. 新手错误:有时我们由于缺乏经验而产生错误。例如,新工人不知操作程序或刚开始熟悉。 安全措施:建立技巧,工作标准化。
错误的类型
5. 意愿错误:有时当我们在特定的环境下决定不理睬某些规则时会发生错误。 例如,由于在视线内没有车时闯红灯过街。
工业工程IE防错
1
目标
解释防错的价值 描述需要防错的情形 建立防错系统
什么是防错?
也叫 , , 为零缺陷奋斗 向消除质量检验迈进 尊重工人的智能 取代依靠人的记忆的重复工作/行为 将操作人员的时间和精力解放出来,以从事更具有创造性和附加价值的活动。
为什么要防错? 质量和稳定是精益生产环境的基本 人们的错误是自然的事件;所有的人都犯错误 机器并不是不犯错误
防错原理
防错十大原理
1. 断根原理 2. 保险原理 3. 自动原理 4. 相符原理 5. 顺序原理 6. 隔离原理 7. 复制原理 8. 层别原理 9. 警告原理 10. 缓和原理
1 断根原理
将会造成错误的原因从根本上排除掉,使绝不 发生错误。
1 断根原理
藉“排除”的方法来达成 例:录音带上若录有重要的资料想永久保