汽车车身钢板选用手册JH
车身材料选择指南

二. 材料相关参数下图2-1为材料拉伸曲线图 2-1 材料拉伸曲线1. 屈服强度σs2. 抗拉强度(σb)3. 表面质量分类及代号代 号对于表面质量统一采用FB、FC、FD,旧标准O3、O4、O5不再使用,省略不写的默认为FB。
一般情况对表面要求不高时采用FB级别,而有特殊要求的(如车身外覆盖件)可以采用FD级别。
4. 硬化指数n(n值)成形性能好。
5. 厚向异性系数r(也叫塑性应变比r,简称r值)车身材料选择指南主要是指导新车型车身材料的选择,也可为已有车型材料优化、改善车身结构性能提供参考依据。
以下从材料基本术语描述、材料总体选择原则、具体选择方法、公司现有材料数据库等各方面进行介绍。
表 2-3-1 表面质量分类级 别较高级的精整表面FB (O3)特 征表面允许有少量不影响成型性及涂、镀附着力的缺陷,如轻微的划伤、压痕、麻点、辊印及氧化色等。
钢材或试样在拉伸时,当应力超过弹性极限,即使应力不再增加,而钢材或试样仍继续发生明显的塑性变形,称此现象为屈服,而产生屈服现象时的最小应力值即为屈服点。
设Ps 为屈服点s 处的外力,Fo 为试样断面积,则σs =Ps/Fo 兆帕 (MPa 也为N (牛顿)/mm2),称为屈服强度。
材料在拉伸过程中,从开始到发生断裂时所达到的最大应力值。
它表示钢材抵抗断裂的能力大小。
设Pb 为材料被拉断前达到的最大拉力,Fo 为试样截面面积,则抗拉强度σb= Pb/Fo 兆帕高级的精整表面FC (O4)产品二面中较好的一面无肉眼可见的明显缺欠,另一面必须至少达到FB的要求。
超高级的精整表面FD (O5)产品二面中较好的一面不得有任何缺欠,即不能影响涂漆后的外观质量或电镀后的外观质量,另一面必须至少达到FB的要求。
硬化指数n(n值)是评定板料伸长类成形性能的一个重要参数。
n值大,则拉伸失稳时的极限应变大。
这对于胀形、扩孔、内凹曲线翻边等伸长类成形来说,可以在一次成形中获得较大的极限变形程度。
宝钢汽车板产品手册

宝钢有三个现代化的冷轧厂生产汽车板, 包括一冷轧(2030冷轧厂)、三冷轧(1550冷 轧厂)以及与新日铁、阿赛洛合资的1800冷 轧。 In Baosteel, there are three modern cold rolling mill plants producing automotive sheets, i.e. No.1 cold rolling mill plant (2030mm), No.3 cold rolling mill plant (1550mm) and 1800mm cold rolling mill plant built jointly with NSC and Arcelor.
订货所需信息及注意事项 Necessary information and cautions in ordering 订货涉及的计量方法 Order-related quantitative methods 产品标签及包装方式 Product tags and packing methods
82 82 83 83 84 84
第八章 产品订货指南
Guide for Ordering Products
Page_76
Page_82
宝钢秉承以用户为中心的经营理念,全面深 化与用户的战略协作,在新品研发、材料选 用、资源配置、拓展合作渠道等方面进行深 层次合作。 Upholding the user-centered operation philosophy, Baosteel deepens strategic cooperation with users in an all-round way through carrying out deep-level cooperation in such aspects as new product research & development, material selection, resource configuration and expansion of cooperation channels.
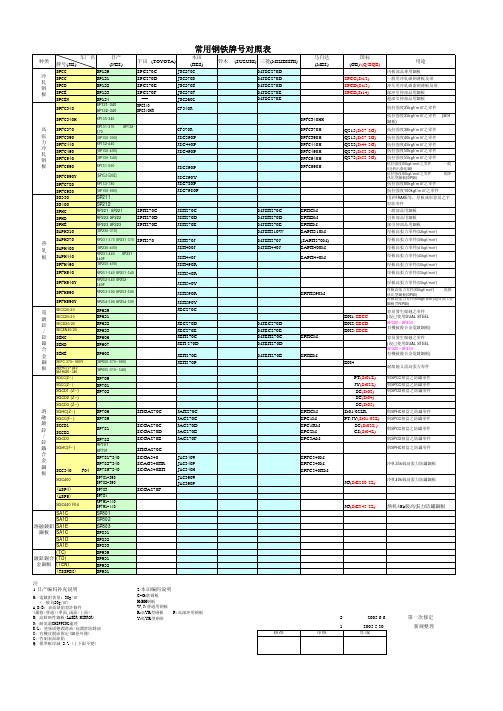
常用汽车钢板牌号比对表-1
JSH590Y JEC270C
JEC270D JEC270E JEH270C JEH 270D JEH270E JEH370P
JAH270C JAC270C JAC270D JAC270E JAC270F
JAC340W JAC340P JAC340H JAC390W JAC390P
MJEC270D MJEC270E MJEH270C MJEH270D
2
2005.6.6
1
2005.5.30
作成
第一次修定 新规整理
常用钢铁牌号对照表
种类
冷 轧 钢 板
车厂名
日产
牌号(JIS)
(NES)
SPCC
SP129
SPCC
SP121
SPCD
SP122
SPCE
SP123
SPCEN
SP124
SPFC340
SP131-340 SP132-340
丰田 (TOYOTA)
本田 (HES)
SPC270C
JSC270C
SPC270D
JSC270D
低降
伏比型鋼板(DP鋼)
厚板高張力零件(60kgf/m㎡)超良加工性
鋼板(TRIP鋼)
容易發生腐蝕之零件 (現已使用DUAL STEEL
SP320~SP450 有機被覆合金電鍍鋼板)
容易發生腐蝕之零件 (現已使用DUAL STEEL
SP320~SP450 有機被覆合金電鍍鋼板)
耐腐蝕又需高張力零件
PT(St01Z) JY(St02Z) SC(St03) SC(St04) SC(St05) St01/02ZR PT/JY(St01/02Z) SC(St03Z ) CS(St04Z)
汽车“热成形钢板冲压件”材料手册
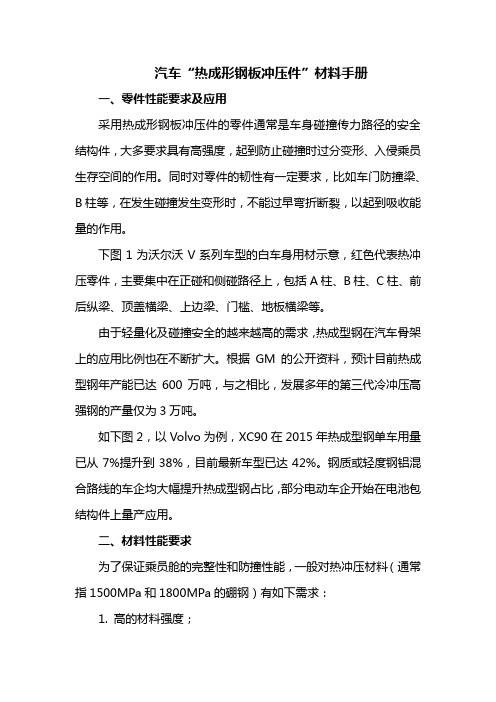
汽车“热成形钢板冲压件”材料手册一、零件性能要求及应用采用热成形钢板冲压件的零件通常是车身碰撞传力路径的安全结构件,大多要求具有高强度,起到防止碰撞时过分变形、入侵乘员生存空间的作用。
同时对零件的韧性有一定要求,比如车门防撞梁、B柱等,在发生碰撞发生变形时,不能过早弯折断裂,以起到吸收能量的作用。
下图1为沃尔沃V系列车型的白车身用材示意,红色代表热冲压零件,主要集中在正碰和侧碰路径上,包括A柱、B柱、C柱、前后纵梁、顶盖横梁、上边梁、门槛、地板横梁等。
由于轻量化及碰撞安全的越来越高的需求,热成型钢在汽车骨架上的应用比例也在不断扩大。
根据GM的公开资料,预计目前热成型钢年产能已达600万吨,与之相比,发展多年的第三代冷冲压高强钢的产量仅为3万吨。
如下图2,以Volvo为例,XC90在2015年热成型钢单车用量已从7%提升到38%,目前最新车型已达42%。
钢质或轻度钢铝混合路线的车企均大幅提升热成型钢占比,部分电动车企开始在电池包结构件上量产应用。
二、材料性能要求为了保证乘员舱的完整性和防撞性能,一般对热冲压材料(通常指1500MPa和1800MPa的硼钢)有如下需求:1. 高的材料强度;2. 良好的弯曲断裂韧性;3.均匀的组织性能;4.合适的成本;5.镀层材料还需求较好的耐蚀性(分为镀AS、镀锌和裸板);6.良好的热处理工艺性能(奥氏体化温度、临界冷却速度);7.良好的点焊、激光焊性能。
当然,现在随着汽车安全件的精细化设计需求,除了需求越来越高强度的硼钢(22MnB5、28MnB5、34MnB5)外,也需要中等强度的高韧性的热冲压材料作为软区材料,例如B柱的下端使用低合金高强钢6Mn6等,此类材料的需求为高弯曲韧性、良好的可焊性、较大的临界冷却速度,室温组织可以为铁素体、珠光体或马氏体组织。
三、行业用材分析1、行业用材现状•从基材来讲:①硬区:目前热冲压钢板主要应用的是1500MPa的22MnB5和1800MPa的34MnB5硼钢,用作硬区部位,即需要超高强度来减小或防止变形的部位;②软区:基于激光拼焊(TWB,Tailored Welded Blanks)技术的成熟,也有500/600MPa级的6Mn6、1000MPa级的8Mn*、1200MPa级的12Mn*等材料用于激光拼焊件的低强度部位,俗称软区。
轿车车身钢板的选用
每天进步一.1点4点.
D、确定评价轻量化的指标
采用轻量化设计技术,材料技术及制造技术归根到底是为了达到轿车节能、减排和安 全的目的。
宝马公司提出轻量化系数L的概念,用以来评价轿车的轻量化水平。指出轿车轻量化 的重点是白车身、悬挂系统的轻量化。具体表现为白车身的质量与四轮的投影面积和静 态扭转刚度的比值。
每天进步一.1点2点.
B、汽车轻量化是Leabharlann 高汽车动力性、舒适性和提高竞争力的必须
(1)汽车质量减少自然减少了动力和动力传动系统负荷,使较低的牵引负荷表现出同样或更好的性能 。轿车底盘系统弹簧与簧载质量的比值越高,车辆减震效果越好。Lotus公司证明,簧载质量下降,明显 提高行驶平稳性和舒适性。 (2)为提高轿车安全性、舒适性等性能,增加了一些辅助装置,导致车的质量增加,这些重量也需要 通过轻量化予以补偿。 (3)实现汽车轻量化是利用各种材料和相关应用技术的集成结果。例如,1997年福特P2000中型家用厢 式小客车,比同类车轻40%,该车应用钢223kg,铝合金333kg,镁合金39kg,塑料123kg,碳纤维增 强复合材料4kg,并应用了内高压成形发动机前支架,铝基复合材料制动盘、制动毂。既实现了整车轻 量化,又保证了汽车的安全舒适性和可靠性。 由于价格偏高,影响了轻量化技术的扩大应用,但且指出了“多材料轻量化车身结构“的设计方向。 (4)目前大量的研究表明:汽车质量下降10%,油耗下降8%,排放下降4%。 (5)要树立发展循环经济理念,推广应用高强度轻质环保复合材料,到2010年汽车质量下降10%,汽车 可回收率超过80%,材料的再利用率达到75%。 (6)汽车保有量翻一翻,燃油消耗增长不超过50%,因此汽车轻量化是汽车工业进步的一个重要方面。
汽车板选材手册(最新)

DCO6 O5 BSUFD O5
B170P1 B210P1
DC06 BSUFD
B340LA B340/590DP
11.后背门外板 12、 后围板;
1、 发动机盖内板;
2、 行李箱盖内板;
3、 车门内板;
二、覆
盖件内 板件
4、 左/右侧围外板;来自бb:270~350MPa б0.2≤210MPa δ≥38%,
12、左/右门槛内板
13、左右后门槛内板
1、 左/右前横梁;
2、 左/右后纵梁
бb:270~350MPa б0.2≤210MPa r≥1.4, δ≥38%, 屈强比≤0.59; n≥0.22
бb≥400 Mpa б0.2:235~255 Mpa
бb≥440MPa б0.2:340~460MPa δ:22~26%
17、 左/右后安全带 下支点安装板;
18 、 油 箱 前 安 装 支 架;
б0.2≤280MPa. бb: 270~410MPa δ: ≥28%.
DC01 DC03
BLC SPCC B210P1
19 、 油 箱 右 安 装 支 架;
20、 发动机罩支杆支 架
21、 后纵梁后支架
22、 转向柱固定支架 安装板;
DC03 DC04 SPCE DC05
B210P1 B250P1 B240/390DP,
CR380/600TRIP
4、顶盖前后横梁上板
5、左/右C柱上内板
6、左/右C柱加强板
7、左/右D柱加强板 三、车 体骨架 之功能 件
8、左/右C柱下内板
9、 左/右D柱内板
бb:270~350MPa б0.2≤210MPa r≥1.4, δ≥38%, 屈强比≤0.59; n≥0.22
冷轧厂产品手册小型汽车板

厚度,
0.6 ~ 2
宽度, 产品标准
600
~
89
1600
鞍钢股份冷轧厂
牌号
142 ≤0.04 ≤0.04
≤0.50 ≤0.50 ≤0.50
化学成分,%
≤0.50
P ≤0.04
≤0.80 ≤0.08
≤0.80 ≤0.08
力学性能
S ≤0.025 ≤0.025 ≤0.025
鞍钢股份冷轧厂
烘烤硬化钢
烘烤硬化钢的概况 烘烤硬化钢的产品标准 烘烤硬化钢的质量控制特性 烘烤硬化钢的加工工艺 烘烤硬化钢的应用
鞍钢股份冷轧厂
烘烤硬化钢的概况
烘烤硬化钢主要是通过固溶 强化实现的。在其中存在一定量 的固溶C,经冲压成形时产生位 错,在约170℃左右涂漆烘烤处 理过程中,固溶C、N扩散到位错 处起到钉扎作用,使钢板强度上 升,产生人工应变时效硬化。钢 种特点为冲压成型前较软,容易 成形加工,通过冲压成形后的涂 漆烘烤使屈服强度增加。主要适 用于生产汽车覆盖件,其用量在 逐年增加。
鞍钢股份冷轧厂
低合金高强钢
低合金高强钢的概况 低合金高强钢的产品标准 低合金高强钢的质量控制特性 低合金高强钢的加工工艺 低合金高强钢的应用
鞍钢股份冷轧厂
低合金高强钢的概况
低合金高强钢主要是通过固溶 强化和析出强化相结合实现的。通 过在钢中添加、、B、V和等元素 和钢中的C、N元素并配合热、冷 轧的工艺控制得到的。成分及组织 的特点主要是 C-(),组织铁素体 +少量碳化物、细晶粒 。具有较 高的强度和良好的成形性,对降低 汽车自重、降低材料消耗有重要作 用。适合于生产汽车底盘、结构件 和加强板等,随着汽车减重及成型 技术的发展,其用量在逐年增加。
汽车常用金属材料的选用与标注
附录A(提示的附录)常用钢板材料牌号和规格使用优选系列附录B(提示的附录)常用金属材料特性及应用表B1 常用黑色金属材料特性及应用表B1(续)常用黑色金属材料特性及应用表B1(续)常用黑色金属材料特性及应用表B1(续)常用黑色金属材料特性及应用表B1(续)常用黑色金属材料特性及应用表B1(续)常用黑色金属材料特性及应用表B1(完)常用黑色金属材料特性及应用表B2 常用有色金属材料特性及应用表B2(续)常用有色金属材料特性及应用表B2 (续)常用有色金属材料特性及应用表B2(完)常用有色金属材料特性及应用附录C(提示的附录)常用金属材料牌号含义及新旧标准牌号对照表C2 碳素结构钢的新旧标准牌号含义及牌号对照照表C8 可锻铸铁铸铁件新旧标准牌号意含义及牌号对照表C9 变型铝及铝合金新旧标准牌号对照表C9(完)变型铝及铝合金新旧标准牌号对照Q/FT B012—2000附录D(提示的附录)常用部分国标牌号钢材与企标牌号钢材对照*表D1 汽车梁用钢板牌号及成份、性能对比表D1(续)汽车梁用常用钢板牌号及成份、性能对比*1)本附录仅供设计、生产、采购、检验等部门参考,材料之间能否完全代用,应经过必要的工艺验证和(或)专项试验。
2)在产品图样中标注时,仍要求按国家标准的规定进行标注。
表D1(续)汽车梁用常用钢板牌号及成份、性能对比表D2 深冲压常用冷轧薄钢板和钢带用材料牌号、成份、性能对比表D3 冷冲压用优质碳素结构钢钢板常用材料牌号、成份、性能对比表D4 一般用途冷轧薄钢板用材料牌号、成份、性能对比表D5 常用钢板材料牌号对照表表D6 常用金属材料有关机械性能、含碳量对照表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车车身钢板选用手册(JH)————————————————————————————————作者:————————————————————————————————日期:ﻩ目次前言.......................................................... 错误!未定义书签。
1 范围ﻩ错误!未定义书签。
2 规范性引用文件ﻩ错误!未定义书签。
3 定义ﻩ错误!未定义书签。
4 普通钢与强度钢的分类ﻩ错误!未定义书签。
5表面质量分类及代号............................................ 错误!未定义书签。
6 用途和特点.................................................... 错误!未定义书签。
6.1冷轧板ﻩ错误!未定义书签。
6.2热轧板..................................................... 错误!未定义书签。
7材料的选用原则ﻩ错误!未定义书签。
7.1冷轧板ﻩ错误!未定义书签。
7.2热轧板ﻩ错误!未定义书签。
8优先选用的规格ﻩ错误!未定义书签。
9 材料表示方法................................................... 错误!未定义书签。
10 其他ﻩ错误!未定义书签。
附录A(资料性附录)材料的力学及工艺性能........................... 错误!未定义书签。
附录B(资料性附录)本标准与采用标准及有关标准相近牌号对照表 ....... 错误!未定义书签。
前言车身设计选用“多种钢板”代表了今后车身的发展趋势,通过对多种钢板结构进行优化、即能保证和改进汽车的性能,又能显著的减少质量。
要实现轻量化结构设计,必须强调“合适的板材用在合适的部位”。
考虑到公司目前在车身设计选材时选择的钢板牌号种类规格繁多,不利于生产与成本的控制,为进一步规范车身设计薄板材的选取,制定此标准。
鉴于国标在薄板材料方面相对比较滞后,而多以一些大型钢铁企业标准为事实标准,因此本标准在编写过程充分参考了宝钢公司的企业标准,以及宝钢专家的意见,同时也参考了日本的J IS中相关的材料标准与欧盟的EN标准。
本标准的附录A为资料性附录。
本标准的附录B为资料性附录本标准起草单位:技术中心标准法规部本标准主要起草人:唐小华、徐清魁ﻬ1范围本标准确定了车身覆盖件薄板材选用的一般原则,规定了车身薄板材料的牌号和规格范围以及高强度刚的定义,本标准中的材料即车身薄板材。
本标准适用于乘用车、商用车车身设计时薄板材的选取。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T15574-1995 钢产品分类GB/T3273-2005汽车大梁用热轧钢板和钢带Q/BQB310-2003 汽车结构用热连轧钢板及钢带Q/BQB302-2003冷成型用热连轧钢板及钢带Q/BQB402-2003 冷连轧碳素钢板及钢带Q/BQB403-2003 冷连轧低碳钢板及钢带Q/BQB408-2003 冲压用冷连轧钢板及钢带Q/BQB411-2003加磷高强度冷连轧钢板及钢带Q/BQB418-2003 双相高强度冷连轧钢板及钢带Q/BQB419-2003 低合金高强度冷连轧钢板及钢带3定义钢板:钢板是平板状,矩形的,可直接轧制或用大于600mm宽钢带剪切而成钢带:钢带是指成卷交货,宽度不小于600mm的宽钢带薄钢板:根据GB/T15574-1995《钢产品分类》的规定,厚度小于或等于3mm的钢板称为薄钢板。
(但按照我国传统的分法,一般是小于或等于4mm)。
中厚钢板:厚度大于3(4)m而小于20mm的钢板。
4普通钢与强度钢的分类根据屈服强度的不同,对板材进行分类如表1(σs为屈服强度,单位:MPa)表1普通钢板(带)120<σs≤180强度板180<σs≤260高强度板260<σs≤340特高强度板340<σs≤620超高强度板620<σs5 表面质量分类及代号钢板表面质量分为三个级别,以满足不同用途的要求。
如下表2所示:表2级别代号特征较高级的精整表面FB(O3) 表面允许有少量不影响成型性及涂、镀附着力的缺陷,如轻微的划伤、压痕、麻点、辊印及氧化色等。
高级的精整表面FC (O4) 产品二面中较好的一面无肉眼可见的明显缺欠,另一面必须至少达到FB的要求。
超高级的精整表面FD(O5)产品二面中较好的一面不得有任何缺欠,即不能影响涂漆后的外观质量或电镀后的外观质量,另一面必须至少达到FB的要求。
对于表面质量统一采用FB、FC、FD,旧标准O3、O4、O5不再使用,省略不写的默认为FB。
一般情况对表面要求不高时采用FB级别,而有特殊要求的(如车身外覆盖件)可以采用FD级别。
6 用途和特点6.1冷轧板冷轧钢板具有各种卓越的性能, 其中包括优良的加工性能和平滑、美观的表面, 在车身上广泛地被使用,根据用途不同对各牌号进行了分类见表3。
表3产品大类标准号牌号用途和特点低碳及超低碳一般用(CQ)JIS G 3141-1996SPCC一般用,具有一定的延展性,适用于简单成形,弯曲或焊接加工钢(Q/BQB402-2003)EN10130-1999(Q/BQB403-2003)DC01Q/BQB408-2003BLC冲压级(DQ) JISG 3141-1996(Q/BQB402-2003)SPCD冲压用,具有比一般级较大的延展性,适用于制造冲压成形及较复杂变形加工的零部件EN10130-1999(Q/BQB403-2003)DC03Q/BQB 408-2003 BLD深冲压用(DDQ) JISG 3141-1996(Q/BQB402-2003)SPCE、SPCEN深冲压用,具有比冲压级更大的延展性,适用于制造深冲压成形及复杂加工的零部件EN10130-1999(Q/BQB403-2003)DC04Q/BQB 408-2003BUSD特深冲压用(EDDQ)EN10130-1999(Q/BQB403-2003)DC05特深冲用,具有比深冲压级更大的延展性,适用于制造特深冲压成形及更复杂加工的零部件Q/BQB 408-2003BUFD超深冲压用(SEDDQ) EN10130-1999(Q/BQB403-2003)DC06超深冲压用,具有比特深冲压级更大的延展性,深冲性及拉延性均优于EDDQQ/BQB 408-2003 BSUFD加磷高强度冷连轧钢板及钢带Q/BQB 411-2003B170P1冲压用,具有良好的冲压性能同时有高的强度,对部件减薄有利,适用于对抗凹陷性能有较高要求的零部件B210P1一般用,有高的强度,对部件减薄有利,适用于对抗凹陷性能有较高要求的零部件B250P1结构用,有高的强度,对部件减薄有利,适用于制作抗凹陷性能有较高要求的零部件B180P2 一般用,具有一定的冲压性能和较高的强度,适用于制作抗凹陷性能有较高要求的零部件B220P2 结构用,具有高的强度,适用于对抗凹陷性能有较高要求的零部件注1:B170P1、B210P1和B250P1为超低碳钢,B180P2和B220P2为低碳钢。
烘烤硬化高强度冷连轧钢板及钢带Q/BQB 416-2003B140H1深冲压用,冲压性能优良,经涂漆烘烤后,强度有一定提高B180H1冲压用,经涂漆烘烤后,强度有一定提高B180H2注1:B140H1和B180H1为超低碳钢,B180H2为低碳钢。
双相高强度冷连轧钢板及钢带Q/BQB 418-2003B340/590DP用于各种结构件、加强件B400/780DP用于各种加强件、防撞件低合金高强度冷连轧钢板及钢带Q/BQB 419-2003B340LA 用于各种结构件B410LA用于各种结构件、加强件注:此标准为宝钢产品采用的标准6.2 热轧板热轧板主要用在卡车的纵梁、横梁上,乘用车车身上热轧板使用比较少,主要应用于安装支座、支架,安装螺母板、铰链等结构上,常用热轧材料如表4。
对于热轧板其表面处理方式可采用非酸洗表面和酸洗表面(P)两种方式,车用热轧板多用酸洗处理,对于热轧酸洗表面钢板及钢带,公称厚度≤6.0mm。
表4牌号标准公称厚度mm用途冷成型用热连轧钢板及钢带SPHC JISG3131-1996(Q/BQB 302-2003)≤16.0一般用SPHD ≤16.0冲压用SPHE≤8.0深冲用结构用热连轧钢板及钢带SAPH310JISG3113-1990(Q/BQB310-2003)1.6~16.0 用于要求成型加工性能的汽车构架、车轮等汽车结构件SAPH370 1.6~12.5SAPH4001.6~12.0SAPH440 1.6~4.5510L (B510L\W510L\M510L)GB/T3273-2005(Q/BQB310-2003)1.6~14.0供制造汽车大梁、横梁用550L(B550L)4.0~8.0备注:上表中供制造汽车大梁、横梁用的热轧材料有宝钢的生产的B510L、B550L,武钢生产的的大梁钢牌号有W510L、W590L;马钢生产的大梁钢牌号为M510L。
牌号中的数字代表材料的最低抗拉强度,如B510L,表示宝钢生产的此规格产品的抗拉强度不低于510MPa。
7 材料的选用原则 7.1 冷轧板选材中要注意到材料的化学物理性能、机械性能和工艺性能,如屈服强度、抗拉强度、延伸率、耐腐蚀性、焊接性能,深冲和冷弯性能、经济性、可获得性等,从使用、工艺和经济三方面来考虑。
对于CQ 级别,一些简单成形,结构简单推荐选用价格相对便宜的SPCC 。
对于DQ 、DDQ 、ED DQ 、S EDDQ 同一级别的牌号(表3),从上到下,其性能逐步提高。
同一冲压级别中,B开头的系列(宝钢自我编号)性能较为稳定,推荐优先选用。
为减轻车身重量,降低采购成本,提高整车强度,建议加大高强度钢的选用力度。
备注:考虑到材料使用后废料的回收难度比较大 ,造成材料的严重浪费,增加了整车成本,结合中国市场的情况,目前阶段车身薄板材选料不选用镀锌钢板。
7.2 热轧板热轧板主要用在卡车的纵、横梁上,目前主要使用抗拉强度为510MPa 和550MP a 的大梁钢,推荐牌号:B 510L 、B550L 、W510L 、M510L 。
热轧板在乘用车上使用较少,主要用于铰链螺母板、加强版、撑板、支座等结构上。
8 优先选用的规格通过对目前已生产和正在设计车型车身薄板材料的统计(Refi ne、ref ine 2、SRV 、C 926、BM PV、A108),组合成材料库如表5、6。