20辊轧机电气控制系统介绍
二十辊轧机ppt课件
培训演示文稿
1
生产示意图
2
辊系结构图
3
二十辊轧机介绍 • 四辊轧机轧制高强度的薄带时,由于轧件的最终厚度受到工作辊直径的限制,工作辊
的弹性压扁值与带材厚度相当,经济上不合理,技术上也无法实现 。 • 二十辊轧机常用来生产高强度材料及薄带材,二十辊轧机工作辊直径小,并由塔形支
承辊组的配置来受力,辊系的刚度、精度、轧辊变化情况都较四辊轧机有很大突破。
滤系统、 • ABB 板型辊 、福尔默测厚仪
10
• 道次加工率 • 总加工率 • 压下量 • 张力 • 弯辊力 • 轧制速度 • 轧制力
冷轧相关的参数
11
福尔默测厚仪(Vollmer)
12
• 板型 • 公差 • 表面质量 • 层错 • 侧弯
与冷轧相关的质量控制点
13
冷轧缺陷及产生原因分析 1. 单边浪
4
轧机特点 体现在以下三个方面: 1.可以轧制高强度的金属或合金薄带材。 2.工作辊直径小,可以轧制极薄带材。 3.辊系刚度大,调节方便可靠,可以轧制高精度带材。
5
主要特点 1.工作辊直径小。 2.塔形辊系。 3.多支点梁支撑辊结构。 4.轧机体积小,重量不大。
6
无源电子式互感器的关键技术及难点 光学传感材料 传感头的组装技术 微弱信号检测 温度对精度的影响 振动对精度的影响 长期稳定性
7
有源电子式CT、PT 利用电磁感应等原理感应被测信号 CT:空心线圈(RC);小铁芯线圈(LPCT) PT:电阻、电容、电感分压 传感头部分具有需用电源的电子电路 利用光纤传输数字信号
用于GIS或者罐式断路器更方便 HVDC换流站、串补平台
8
主要技术参数
• 轧制厚度: 0.05 mm min. ~ 1.5 mm max. • 带材宽度: 225 mm min. ~ 450 mm max. • 轧机速度: 0/200/600MPM • 冷却液: 轧制油 • 轧辊直径:
辊压机电气控制系统调试及操作说明_m.
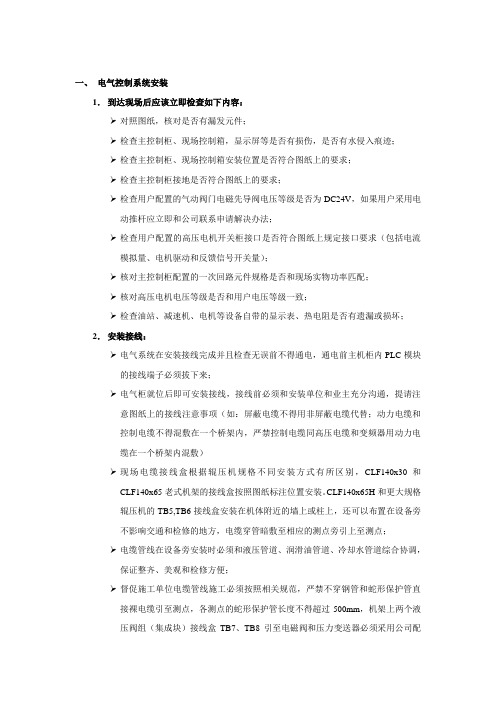
一、电气控制系统安装1.到达现场后应该立即检查如下内容:对照图纸,核对是否有漏发元件;检查主控制柜、现场控制箱,显示屏等是否有损伤,是否有水侵入痕迹;检查主控制柜、现场控制箱安装位置是否符合图纸上的要求;检查主控制柜接地是否符合图纸上的要求;检查用户配置的气动阀门电磁先导阀电压等级是否为DC24V,如果用户采用电动推杆应立即和公司联系申请解决办法;检查用户配置的高压电机开关柜接口是否符合图纸上规定接口要求(包括电流模拟量、电机驱动和反馈信号开关量);核对主控制柜配置的一次回路元件规格是否和现场实物功率匹配;核对高压电机电压等级是否和用户电压等级一致;检查油站、减速机、电机等设备自带的显示表、热电阻是否有遗漏或损坏;2.安装接线:电气系统在安装接线完成并且检查无误前不得通电,通电前主机柜内PLC模块的接线端子必须拔下来;电气柜就位后即可安装接线,接线前必须和安装单位和业主充分沟通,提请注意图纸上的接线注意事项(如:屏蔽电缆不得用非屏蔽电缆代替;动力电缆和控制电缆不得混敷在一个桥架内,严禁控制电缆同高压电缆和变频器用动力电缆在一个桥架内混敷)现场电缆接线盒根据辊压机规格不同安装方式有所区别,CLF140x30和CLF140x65老式机架的接线盒按照图纸标注位置安装。
CLF140x65H和更大规格辊压机的TB5,TB6接线盒安装在机体附近的墙上或柱上,还可以布置在设备旁不影响交通和检修的地方,电缆穿管暗敷至相应的测点旁引上至测点;电缆管线在设备旁安装时必须和液压管道、润滑油管道、冷却水管道综合协调,保证整齐、美观和检修方便;督促施工单位电缆管线施工必须按照相关规范,严禁不穿钢管和蛇形保护管直接裸电缆引至测点,各测点的蛇形保护管长度不得超过500mm,机架上两个液压阀组(集成块)接线盒TB7、TB8引至电磁阀和压力变送器必须采用公司配置的专用两芯电缆,不得采用普通电线;施工单位在接辊压机电气柜(箱)内接线时必须在旁巡视、检查:⏹电缆标识、线号必须清晰;⏹每根线在端子联接紧固;不得有松动现象;⏹线、缆在柜(箱)内的长度适中,不得因为线缆太长而导致接线完毕后多余的线在柜内和线槽内影响美观和以后的维护;⏹屏蔽线的屏蔽层应在主控柜内联接到专用的屏蔽接地端上;⏹严禁施工单位在控制柜(箱)使用电焊焊接方法固定电缆紧固件;⏹发现接线端子损坏后必须及时更换,不得把该端子的进出线平移至另一个端子上;⏹协助施工单位查线,及时避免接线错误。
AGC控制系统在森德威二十辊轧机中的应用

故 : 动二K+M来自生留(2一 3)
用它可以计算出消除厚度差欲所需的
辊缝量 甜 。
所谓秒流量,即是指金属在塑性变形前 与变形后,其体积不发生变化,只是外形尺 寸改变 。冷轧钢带轧制时 ,宽度不发生变 化,因此带材轧制前的长度 L 与厚度 H 的乘 积应等于轧 出的长度与厚度的乘积 ,即 :
H L = lh
十辊轧机。为了获得厚度不大于 0 . 00 1mm 的极薄带,还出现了工作辊直径为 Zm m 的 二十六辊轧机,工作辊直径为 1 . s mm 的三 十二辊轧机和三十六辊轧机 。 四柱式二十辊轧机是 由罗恩型钳式轧 机发展而来的。森德威四柱式二十辊轧机 自196 0 年问世至 1995 年共制造了74 台。 由我所 自行开发应用的 A G C 系统在森德 威四柱式二十辊轧机改造项 目中得到了应
用。
同样 如果 调 整张 力 ,张 力控制 方程
为:
口 尸
汤 组砌 ( 一 一匹 2 4)
尺 + 几1
3. 2 厚度控制方式 目前厚度控制方式主要有前馈控制 、 后馈控制、秒流量控制、张力AGC 控制及
加减速控 制等几种方式 。 ( 1 前馈控制 )
前馈控制可以保证轧件出口厚度不受 入 口厚度波动的影响。
S C } NC E & T〔 HNO LOGY } ORMAT } 任 C NF ON
工 程 技 术
AGc .控制系统在森德威二十辊轧机中的应用
陈 旭 马步强 (中国重型机械研究院 自动化研究所 陕西西安 7 0 0 32 1 )
摘
札机中AGc ( 厚度 自 动撞制) 系统的软硬件配兰、网 络结构及系统特点,并详细介绍了在森德威札机中的各种 白动厚度撞制方法。 关键词: 森德威二十棍札机 : A G c 撞制系统 。高精度 文章编号 : 1‘ 3791( 2007) 12(c)一 72一 0057一 02 文献标识码 A 中图分类号: TH13 7
二十辊轧机
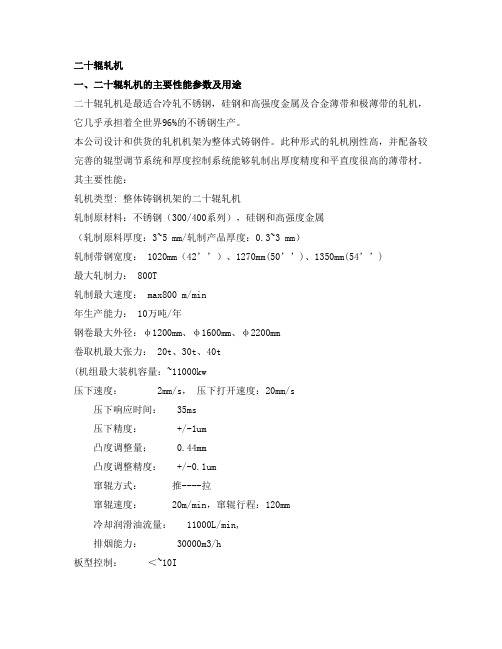
二十辊轧机一、二十辊轧机的主要性能参数及用途二十辊轧机是最适合冷轧不锈钢,硅钢和高强度金属及合金薄带和极薄带的轧机,它几乎承担着全世界96%的不锈钢生产。
本公司设计和供货的轧机机架为整体式铸钢件。
此种形式的轧机刚性高,并配备较完善的辊型调节系统和厚度控制系统能够轧制出厚度精度和平直度很高的薄带材。
其主要性能:轧机类型: 整体铸钢机架的二十辊轧机轧制原材料:不锈钢(300/400系列),硅钢和高强度金属(轧制原料厚度:3~5 mm/轧制产品厚度:0.3~3 mm)轧制带钢宽度: 1020mm(42’’)、1270mm(50’’)、1350mm(54’’)最大轧制力: 800T轧制最大速度: max800 m/min年生产能力: 10万吨/年钢卷最大外径:φ1200mm、φ1600mm、φ2200mm 卷取机最大张力: 20t、30t、40t(机组最大装机容量:~11000kw压下速度: 2mm/s,压下打开速度:20mm/s压下响应时间: 35ms压下精度: +/-1um凸度调整量; 0.44mm凸度调整精度: +/-0.1um窜辊方式:推----拉窜辊速度: 20m/min,窜辊行程:120mm冷却润滑油流量: 11000L/min,排烟能力: 30000m3/h板型控制:<~10I二、轧机的主要结构特点:1,二十辊轧机的塔形辊系使轧制压力呈扇形传递给外层支撑辊,塔层辊子层数越多,外层的支撑辊数量越多,支撑辊承受的轧制压力就会越小,轧辊的挠曲变形量就越小。
而且塔形辊系结构能够很好的保证小直径工作辊在垂直平面和水平面内具有较大的刚度和稳定性,从而保证轧制的稳定性,减小轧辊挠曲变形量。
特别是在轧制不锈钢,硅钢和高强度金属及合金薄带时此特点更为重要。
2,整体铸钢件的机架,其刚性大,并且轧制力呈放射状作用在机架的各个断面上。
3,工作辊径小,道次压下率大。
通过较少的轧制道次,有些材料不需中间退火,就可以轧成很薄的带材。
轧钢机电气控制系统培训课件

轧钢机电气控制系统培训课件一、引言轧钢机电气控制系统是现代钢铁生产中不可或者缺的关键部份。
它负责监控和控制轧钢机的运行,确保生产过程的稳定性和高效性。
为了匡助大家更好地理解和掌握轧钢机电气控制系统的原理和操作,本培训课件将详细介绍轧钢机电气控制系统的组成、工作原理、常见故障及排除方法等内容。
二、轧钢机电气控制系统概述1. 轧钢机电气控制系统的定义和作用轧钢机电气控制系统是指控制轧钢机运行的一系列电气设备和控制器件的集合。
它的主要作用是监控和控制轧钢机的各个部份,确保其正常运行和生产质量。
2. 轧钢机电气控制系统的组成轧钢机电气控制系统由以下几个主要部份组成:- 电气控制柜:包括主控制柜、辅助控制柜等,用于安装各种控制器件和电气设备。
- 电动机:负责驱动轧钢机的各个部份,如轧辊、输送带等。
- 传感器:用于检测和监测轧钢机运行状态的各种参数,如温度、速度、压力等。
- 控制器:根据传感器的反馈信号,对电动机进行控制和调节。
- 人机界面:提供给操作人员进行参数设置、故障诊断等操作的界面设备。
三、轧钢机电气控制系统的工作原理1. 控制流程轧钢机电气控制系统的工作流程如下:- 传感器采集轧钢机运行状态的各种参数。
- 控制器接收传感器的信号,并进行处理和分析。
- 控制器根据分析结果,对电动机进行控制和调节。
- 电动机驱动轧钢机各个部份运行,实现轧钢工艺。
2. 控制策略轧钢机电气控制系统采用的控制策略有以下几种:- 开环控制:根据预设的参数,直接控制电动机的运行。
- 闭环控制:通过传感器的反馈信号,对电动机进行实时调节和控制。
- 自适应控制:根据轧钢机的实际运行情况,自动调整控制参数,提高生产效率和质量。
四、轧钢机电气控制系统常见故障及排除方法1. 故障分类轧钢机电气控制系统常见的故障可以分为以下几类:- 电气故障:如电缆接触不良、断路、短路等。
- 机械故障:如轧辊卡死、传动带断裂等。
- 传感器故障:如传感器损坏、信号干扰等。
森吉米尔二十辊轧机过程控制系统分析

电气传动2022年第52卷第2期ELECTRIC DRIVE 2022Vol.52No.2摘要:针对某钢厂森吉米尔二十辊轧机生产线的过程控制系统,从结构与功能上对其进行了详细的分析。
首先说明了该线的配置情况;然后针对该系统实现的两个关键点——模型计算部分以及通信部分进行了分析说明,模型计算部分给出了设定值计算以及模型自适应的实现流程,通信部分阐述了客户端服务端通信机制以及服务端与PLC 的通信实现方法;最后阐述了该过程控制系统具有生产队列管理、钢卷设定值管理、轧机配置管理、停机管理以及报表管理5大功能模块,对过程控制系统的开发具有一定的参考意义。
关键词:过程控制系统;生产管理;PLC 通信;冷轧模型计算中图分类号:TP271文献标识码:ADOI :10.19457/j.1001-2095.dqcd22315Analysis of Process Control System of Sendzimir 20-high Mill SHI Kuan 1,HAN Jiachang 1,ZHENG Jian 1,WEI Xiangxin 1,L ÜHaiqing 2(1.Tianjin Research Institute of Electric Science Co.,Ltd.,Tianjin 300180,China ;2.TianjinOptical Electronic Communication Technology Co.,Ltd.,Tianjin 300021,China )Abstract:A process control system for Sendzimir 20-high mill in a steel plant was analyzed in detail in structure and function.First ,the configuration of the production line was explained.Then two key parts of the process control system implementation ——model calculation and communication were illustrated.Implementation process of set-point value calculation and model adaption was shown in part of model calculation.In part of communication ,mechanism of communication between client and server was illustrated ,and the method of data exchange between server and PLC was shown.Finally ,it was explained that the process control system includes five function modules ,which are production queue management ,coil set-point value management ,mill configuration management ,downtime management and report management.The research provides a valuable reference to development of process control system.Key words:process control system ;production management ;PLC communication ;model calculation in cold rolling森吉米尔二十辊轧机过程控制系统分析石宽1,韩家昌1,郑剑1,魏向新1,吕海清2(1.天津电气科学研究院有限公司,天津300180;2.天津光电通信技术有限公司,天津300021)基金项目:天津电气科学研究院有限公司自立项目(GY2020ZL001)作者简介:石宽(1974—),男,本科,高级工程师,Email :***************森吉米尔二十辊轧机是一种较为先进的可逆轧机,通常为单机架布置,其主要特点有:牌坊刚度大、工作辊径小、道次压下率大、成品精度高、板型优良等[1-4]。
电工多辊连轧机电气工作原理知识题目
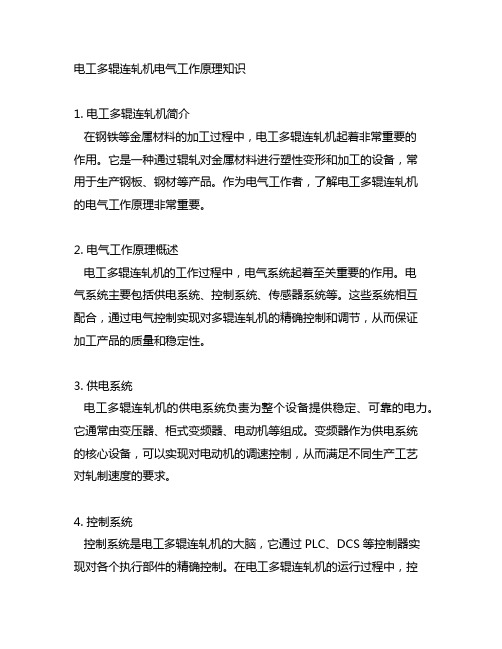
电工多辊连轧机电气工作原理知识1. 电工多辊连轧机简介在钢铁等金属材料的加工过程中,电工多辊连轧机起着非常重要的作用。
它是一种通过辊轧对金属材料进行塑性变形和加工的设备,常用于生产钢板、钢材等产品。
作为电气工作者,了解电工多辊连轧机的电气工作原理非常重要。
2. 电气工作原理概述电工多辊连轧机的工作过程中,电气系统起着至关重要的作用。
电气系统主要包括供电系统、控制系统、传感器系统等。
这些系统相互配合,通过电气控制实现对多辊连轧机的精确控制和调节,从而保证加工产品的质量和稳定性。
3. 供电系统电工多辊连轧机的供电系统负责为整个设备提供稳定、可靠的电力。
它通常由变压器、柜式变频器、电动机等组成。
变频器作为供电系统的核心设备,可以实现对电动机的调速控制,从而满足不同生产工艺对轧制速度的要求。
4. 控制系统控制系统是电工多辊连轧机的大脑,它通过PLC、DCS等控制器实现对各个执行部件的精确控制。
在电工多辊连轧机的运行过程中,控制系统不仅可以实现对轧机的启停、正反转、速度调节等基本功能,还可以实现自动控制、智能监测等高级功能。
5. 传感器系统传感器系统是电工多辊连轧机的感知器官,可以对轧制过程中的各项参数进行实时监测和反馈。
温度传感器可以实时监测金属材料的温度变化;厚度传感器可以监测加工产品的厚度变化等。
这些传感器通过信号反馈给控制系统,使得控制系统能够及时调整工艺参数,保证产品的质量和稳定性。
6. 个人观点与理解作为一名电气工作者,对电工多辊连轧机的电气工作原理深入理解是至关重要的。
只有深刻理解其工作原理,才能设计出稳定可靠的电气系统,保证设备的安全、高效运行。
随着科技的不断发展,我相信未来电工多辊连轧机的电气系统将会更加智能化、自动化,提升生产效率和产品质量。
总结回顾通过对电工多辊连轧机的电气工作原理的讨论,我们了解到了其供电系统、控制系统、传感器系统等方面的重要性和作用。
也意识到了电气工作者在实际工作中需要不断学习和提升自己的专业知识,以适应设备智能化、自动化的发展趋势,为企业的发展贡献自己的力量。
二十辊轧机AGC 演示文稿

“电-液压”系统
-压下压力和位置传感器 -液压阀 -伺服阀 -液压缸(直径160MM 、行程132MM)
厚度调整
同步 压下
缸
上机架
下机架
NO.2中间 辊
工作 辊
弯辊 压下
缸
立柱
背衬 辊
NO.1中 间辊
常见的几种控制方法
• 厚度控制系统内设两种厚度控制的方法, 质量流(或前馈)及事后厚度控制(或 反馈).通常有两个开关或按钮.在控制台 上来选择运行方式.一是自动或手动选择. 在手动方式,只有操作人员才能作螺钉校 准.在自动方式,厚度控制是由其他选择设 备的状态决定的.当处于自动控制时,电脑 会根据反馈变动来作压下校正.操作人员 可用操纵杆暂时超控螺钉的动作.
20辊轧机AGC控制原理及方法介绍
一.设备构成和主要作用
由置于出口和入口两侧的测厚仪,测出带 钢厚度,反馈到高速的计算机系统,再 去控制一个“电--液压”系统来实现对 带钢厚度的控制。
主要构成: 测厚仪 “电—液压”系统
高速计算机系统
1.测厚仪
• -镅射源(3居里) -指示灯 -检波器 • C形支架安置在轧机两侧包括: • 电气主控制包括: • -计算机 -系统输入与输出 • -彩色触摸屏 • -侧面像测量及显示软件 • 射源和微感应仪固定在一个C形支架的前
•
AGC错误
• 这是一设进厚度控制回路的安全性能,每个校正 系统将测速仪得的压下量与设定测厚仪所测的 压下量比较,如果计算出的压下量不在规定的范 围之内,那么系统假设测厚仪读数有问题并不执 行校正.如果一行内发生9次,那么AGC系统关闭 自动方式并显示系统错误.如果测厚仪出故障或 在带钢上打滑,就会发生这种情况.探测这种错 误会防止厚度控制而引起的损伤.如果发生瞬间 打滑,并少于9次,那么厚度 控制在这周期内不会 移动螺杆,并保持在自动状态内.要复位厚度控 制,就将控制于手动,然后返回自动
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20辊轧机电气控制系统介绍
发布时间:2007-11-15 来源:打印该页
一系统概述
某冷轧不锈钢板厂采用西门子S7 300系列的315-2DP控制器作为主控制单元,安置于主操作台上作为主站,采用2套西门子ET200 远程站作为从站,安置于前后两个操作箱内接受现场操作工控制指令。
ET200远程站与CPU315-2DP主站之间采用PROFIBUS现场总线连接进行通讯。
轧机采用前卷取、后卷取、主轧三台直流电机完成整个不锈钢板的张力轧制。
直流电机采用西门子6RA70直流调速器进行控制,控制器与CPU315-2DP之间采用PROFIBUS现场总线通讯。
同时还为此轧机配置了一台平整机,电器配置完全相同,只在功能,电机功率等参数上与主轧机略有不同。
二系统要求
1.采用西门子6RA70直流调速器作为电机控制单元,调速器可以独立采集安装于电机上的编码器读取的数据,安装于轧机上的张力传感器读取的数据,作为基本参数高速运算得到当前系统所实际需要的张力,控制直流电机让其达到需要的张力。
2. PLC控制器控制液压,压下,润滑,等外部设备,同时将操作工设定的数据实时的通过PROFIUBS现场总线传输给6RA70直流调速装置。
3.采用油马达,利用液压装置实现对轧机机心的压力控制,采用上,下各10个轧辊相互之间的挤压力实现对不锈钢板的轧制。
4.甲方要求轧制线速度,主轧120M/分,平整 90M/分。
5.该设备为国内首家自发研制的20辊轧机。
三系统配置与功能实现
根据现场实际情况和功能扩展要求,主轧机我们采用两台450KW的直流电机作为前后卷取电机,采用一台1250KW的电机作为主轧电机,平整机我们采用两台250KW的直流电机作为前后卷取电机,采用一台400KW的电机作为平整电机。
采用西门子S7 300系列的315-2DP的CPU 作为主控制器,采用ET200分布式I/O作为前后操作箱的控制装置。
西门子S7-300、6RA70控制器、分布式I/O ET200,特点如下:
1.采用CPU315-2DP作为主控制器,利用CPU315内存大、速度快、支持PROFIBUS现场总线的特点,充分满足轧钢行业要求响应速度快,控制灵敏,要求复杂,现场施工简单的要求;2.采用远程I/O方案,最大限度减少接线;
轧钢行业要求控制器对操作工的操作指令有及其灵敏的相应速度,这就造成了现场操作箱按钮密布的现象,随之带来的就是现场布接线非常复杂,采用远程分布式I/O方式可以最大限度的减少接线。
3.采用触摸屏作为现场实时数据显示的人机界面,可以将当前操作工最需要得到的信息显示出来,方便了操作;
4.采用6RA70调速器作为轧制电机的控制器,6RA70为西门子最新一代的直流调速控制器,具有内置高速算法,可以读取外部模拟量,数字量,编码器等信号的专用模块,以及可以选择配置各种通讯模块的功能;
控制系统结构如下图所示:
本控制系统从调速器方面可以分为三部分,第一部分为主轧电机,由一台直流电机驱动,负责驱动机心的20个轧辊实现对钢板的轧制,第二部分为前卷取电机部分,由一台直流电机驱动,负责放卷,保证钢板的张力,第三部分为后卷取电机部分,由一台直流电机驱动负责收卷,保证钢板张力。
由于该轧机可以往复轧制,所以前后卷取的功能随轧制方向的不同分别实现收,放卷功能。
系统网络布置图
1.主轧电机部分:主轧电机部分主要由主操作台控制;
主操作台上安装一个PROFACE的触摸屏,整体控制整个轧机系统,包括液压,冷却,润滑系统。
在整个轧机开始工作之前,由一个操作工在主操作台上确认所有的设备全部具备运行条件,打开所有的液压,润滑,冷却系统。
在触摸屏上输入相关的参数,将控制权限交给位于前后卷取操作台旁的操作工。
主要设定的参数如下:
l 前后设定板厚:在轧机的前后卷取电机处安装了两台测厚仪,可以实时的检测当前不锈钢板的厚度,在整个钢板宽面上等距离安装了三个定位传感器,可以实时检测三个位置上不锈钢板的厚度,PLC会实时的根据检测到的板厚取平均值传输给直流调速器,作为电机当前出力的运算条件。
由于轧机在轧制过程中板子被越轧越薄,以及测厚仪定位的误差如果出现板厚计算错误则会导致电机出力的错误可能会造成机器的损坏,规定操作工在轧制当前道次之前,必须先设定一个基准板厚,如果实际板厚与此板厚出现较大偏差的话系统将自动的报警通知操作工处理。
l 前后卷径:在开始轧制之前,必须由操作工实际测量并输入此参数,直流调速器将以此参数来计算电机的出力。
l 高、低速轧制速度:轧机默认规定了两级速度,当操作工开始轧制时必须从暂停或低速轧
制开始,当从低速轧制开始运行时,轧机先以一个较低的速度开始轧制,操作工开始检测各系统运行是否正常,如果各系统运行正常时,操作工按下高速轧制,轧机自动的提速,达到稳定的生产速度。
l 暂停、停止:轧机的操作台上设置了暂停与停止两各按钮,当按下暂停时轧机停止运行,但是仅仅主电机停止运行,前后卷取电机一直处于出力状态,这样钢板一直处于受力状态。
当按下停止按钮后前、后卷取电机,主电机全部停止运行,钢板处于松弛状态。
l 复卷:
轧机提供复卷功能,当按下复卷按钮后系统处于复卷状态,此时轧机并不压下,只有前后卷取电机处理,钢板在前后卷取电机的收放卷过程中被重新缠绕,这是轧制前的必要准备工作。
2.前卷取电机部分:
前卷取电机旁有一个操作箱,内部安装一个ET200从站,操作工可以在操作箱上控制轧制速度,以及轧制压下量保证系统的运行的实时可靠性。
当轧机从后向前轧时该操作台起作用,操作工可以在此操作台上就近操作轧机。
3.后卷取电机部分:
后卷取电机旁有一个操作箱,内部安装一个ET200从站,功能与前卷取电机操作箱完全相同,只有在轧机从前向后轧制钢板时该操作台起作用,方便操作工就近操作。
四使用效果分析
该控制系统经过2年连续运行,生产产品从原先的不锈钢到现在的普钢轧制厚度达到0.5mm,完全达到了原先设计水平。