紧固件基本知识培训
紧固件培训资料
提高设计与制造能力
了解紧固件的基本原理和设计方法
培训中会介绍紧固件的结构、材料、性能要求等基本知识,帮助学员掌握紧固件设计的基 本原理和技巧。
学习先进的制造工艺和技术
通过培训,学员可以了解先进的紧固件制造工艺和技术,包括精密铸造、机械加工、热处 理等,提高制造能力。
掌握质量控制和检测方法
培训中会涉及紧固件的质量控制和检测方法,包括原材料检验、过程控制、成品检测等, 确保产品的质量和可靠性。
根据其形状、功能和用途,紧固件可分为螺栓、螺柱、螺母、螺钉、垫圈、 销、铆钉等不同类型。
材料与特性
材料
紧固件可由各种材料制成,包括碳钢、不锈钢、铜、铝等金属材料,以及尼龙、 聚酯等非金属材料。
特性
紧固件应具有良好的耐磨性、抗拉强度、耐腐蚀性等特性,以确保其在使用过程 中保持稳定和可靠的性能。
紧固件的历史与发展
详细描述
随着全球环保意识的不断提高,紧固件行业 也面临着越来越严格的环保要求。新型环保 材料的应用以及生产过程中的节能减排成为 行业发展的必然趋势。同时,循环经济和再 生资源利用等方面的政策也为紧固件行业提 供了新的发展机遇。企业需要积极应对并适
应这些变化,以实现可持续发展目标。
06
紧固件培训的意义与价值
培训中还会涉及紧固件的预防性维护和保养知识,帮助 学员了解如何对紧固件进行定期检查和维护,延长其使 用寿命。
促进工业发展与创新
01
培养专业人才
通过紧固件培训,可以培养一批具备专业知识和技能的紧固件设计和
制造人才,为工业发展提供强有力的人才支持。
02
推广先进技术和理念
培训中会介绍一些先进的紧固件技术和理念,包括新型材料、新型连
确保产品质量与可靠性
紧固件(螺栓螺母垫片)基本知识培训讲义-201404

紧固件(螺栓螺母垫片)基本知识培训讲义作者:湖南孙斌湖南孙斌,男,汉族,湖南双峰人,1989年毕业于湘潭大学。
机械设计高级工程师、压力容器设计A2级审批员、焊工技能高级考评员、机电工程二级建造师。
历任技术开发处长、化工机械制造分厂副厂长、设备动力部副部长、化工机械制造安装分厂副总工程师。
已在中国机械化工科技杂志发表大量科技论文。
湖南孙斌网易实名博客--“湖南孙斌-高级工程师-百科讲坛”/,点击流量已超过200万。
★原创作品,版权所有。
禁止复制!转载必须注明:原文作者、文章名称、转载地址★目录1 定义与分类1.1 定义1.2 紧固件分类2 基本知识2.1 紧固件的基本标识2.2 涉及的标准与内容2.3 螺纹2.4螺丝头型2.5紧固件材料(不包括全部垫片)2.6螺栓性能等级的含义2.7 热处理2.8 紧固件表面处理3 压力容器用紧固件4 高压紧固件5 验收基本要求正文1 定义与分类1.1 定义紧固件是将两个或两个以上的零件(或构件)紧固连接成为一见整体时所采用的一类机械零件的总称。
在各种机械、设备、车辆、船舶、铁路、桥梁、建筑、结构、工具、仪器、仪表和用品等上面,都可以看到各式各样的紧固件。
紧固件的特点:品种规格繁多,性能用途各异,而且标准化、系列化、通用化的程度极高也有人把已有国家(行业)标准的一类紧固件称为标准紧固件,简称为标准件。
紧固件是应用最广泛的机械基础件。
应用极为广泛,需求量很大。
1.2 紧固件分类它通常包括以下12类零件:材料要求:碳钢或低合金钢螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)螺母(粗牙螺纹)的材料技术要求(GB/T3098.2-2000)不锈钢螺栓、螺钉和螺柱(3098.3-2000),螺母(3098.15-2000),紧定螺钉(3098.16-2000)有色金属紧固件的材料要求(GB3098.10-93)自攻类螺钉1.自钻自攻螺钉的材料(GB/T3098.11-2000)2.自挤螺钉(包括自攻锁紧螺钉)(GB3098.7-2000)3.自攻螺钉由冷镦、渗碳钢制造(GB3098.5-2000)4.木螺钉的材料牌号(GB922-86)GB/T1231-91 钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件螺栓产品标准使用最多的主要有GB5780,为六角头粗杆半牙螺丝,其精度等级为C级产品,可用GB5782来代替GB5781、为六角头全牙螺丝,精度等级为C 级产品。
汽车紧固件培训资料
汽车紧固件培训资料第一篇:汽车紧固件是指用于连接、固定汽车各个部件的零部件。
其作用是确保汽车的各个零部件能够牢固地安装在一起,以保证汽车的正常运行和安全性。
在汽车制造和维修过程中,紧固件起着至关重要的作用。
汽车紧固件有很多种类,常见的有螺栓、螺母、螺钉、垫圈等。
其中,螺栓是一种常用的紧固件,它通常由螺杆和带有外螺纹的头部组成。
螺栓用于连接金属零件,通过将螺栓拧紧,使两个零件牢固地连接在一起。
螺母则是螺栓的配件,通常是由带有内螺纹的金属制成,用于固定螺栓。
螺钉是一种直杆形紧固件,通常用于连接木材和塑料等非金属材料。
垫圈则是用于增加紧固件之间摩擦力和防止腐蚀的一种胶圈。
在汽车制造过程中,紧固件的选择和使用非常重要。
首先,应根据汽车部件的重要性和使用情况来选择合适的紧固件。
比如,在发动机和刹车系统等关键部件中,需要使用高强度的紧固件以确保安全性。
其次,紧固件的使用要符合相关标准和规范,以保证其质量和性能。
同时,紧固件的正确安装也很关键,需要根据相关的安装要求来进行操作。
如果紧固件安装不当,可能会引起零部件的松动或失效,导致汽车故障甚至事故。
另外,在汽车维修过程中,紧固件的更换也是必要的。
因为长时间使用后,紧固件会因为腐蚀、疲劳等原因而失效。
因此,在维修过程中,需要根据紧固件的状态来进行更换。
此外,维修人员还需要正确使用工具和方法来拆装紧固件,以避免损坏零部件或造成安全隐患。
总之,汽车紧固件是汽车制造和维修过程中不可缺少的零部件。
它们的选择、使用和维修都需要严格按照相关标准和规范进行。
只有保证了紧固件的质量和正确安装,才能确保汽车的正常运行和安全性。
作为汽车行业的从业人员,我们需要不断提高对紧固件的了解和掌握,在工作中注重细节,确保每一个紧固件的质量和安全性。
汽车紧固件培训资料
常见类型
铸造铝合金、变形铝合金 等。
高强度螺栓
简介
高强度螺栓是一种高强度紧固 件,具有较高的抗拉强度和屈
服强度。
应用范围
主要用于汽车车身结构、底盘和 发动机等部位。
常见类型
摩擦型螺栓、承压型螺栓等。
螺母
简介
螺母是一种与螺栓相配的紧固 件,具有较高的硬度和耐腐蚀
性。
应用范围
主要用于汽车车身结构、底盘 和发动机等部位。
行业整合将加速
随着汽车紧固件市场的不断扩大,行业整合将加速进行 ,优势企业将逐渐占据主导地位。
06
汽车紧固件相关安全规范与 法规
安全规范要求
确保员工熟悉并遵 守国家和地方的安 全法规。
定期对员工进行安 全培训,提高员工 的安全意识和技能 。
确保员工在使用设 备和工具时,遵守 安全操作规程。
安全操作规程
对于违反法规的行为,企业将按照相关法律法规进行处理, 以确保员工和企业的安全。
THANKS
使用测量工具对紧固件的尺寸进行测量,如直径 、长度、螺纹参数等。
性能检测
通过拉伸、压缩、扭矩等测试,评估紧固件的性 能和质量。
质量控制标准
外观标准
表面处理良好,无锈蚀、 划痕、毛刺等缺陷。
尺寸标准
紧固件的尺寸符合设计要 求,误差范围在规定之内 。
性能标准
紧固件在规定的使用条件 下,能够达到预期的性能 要求。
汽车紧固件培训资料
xx年xx月xx日
contents
目录
• 汽车紧固件概述 • 汽车紧固件的材料与工艺 • 汽车紧固件的质量控制 • 汽车紧固件的安装与维护 • 汽车紧固件市场趋势与前景 • 汽车紧固件相关安全规范与法规
紧固件培训教材
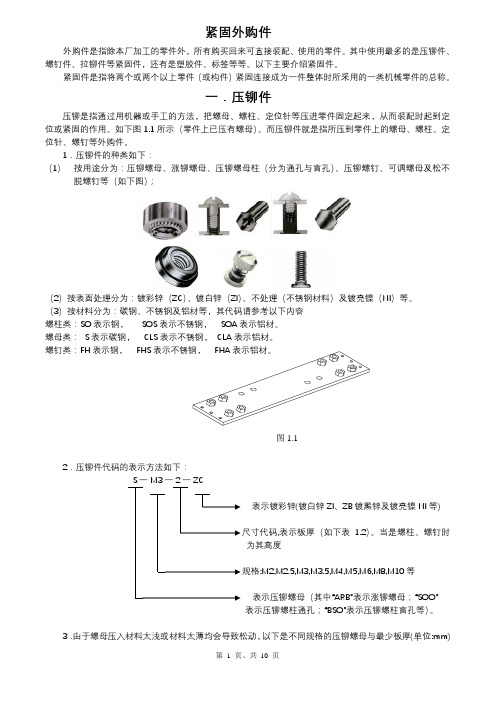
紧固外购件外购件是指除本厂加工的零件外,所有购买回来可直接装配、使用的零件。
其中使用最多的是压铆件、螺钉件、拉铆件等紧固件,还有是塑胶件、标签等等。
以下主要介绍紧固件。
紧固件是指将两个或两个以上零件(或构件)紧固连接成为一件整体时所采用的一类机械零件的总称。
一.压铆件压铆是指通过用机器或手工的方法,把螺母、螺柱、定位针等压进零件固定起来,从而装配时起到定位或紧固的作用。
如下图1.1所示(零件上已压有螺母)。
而压铆件就是指所压到零件上的螺母、螺柱、定位针、螺钉等外购件。
1.压铆件的种类如下:(1)按用途分为:压铆螺母、涨铆螺母、压铆螺母柱(分为通孔与盲孔)、压铆螺钉、可调螺母及松不脱螺钉等(如下图);(2(3螺柱类:螺母类:螺钉类:2表示压铆螺柱通孔;“BSO”表示压铆螺柱盲孔等)。
3.由于螺母压入材料太浅或材料太薄均会导致松动,以下是不同规格的压铆螺母与最少板厚(单位:mm)的对应关系:表1.2例:螺母S-440-(2)-ZI的最小板厚是与代号(2)相对应的。
(其中440为英制表示第四号英制芽,每英寸长有40个芽。
)4.螺柱3.5M3与M3的区别:都是M3的芽,但3.5M3的壁厚比M3大,即底孔不一样。
以下是压铆件的有关底孔(即零件上要冲出的孔):可调螺母 M3 (φ7.4)不脱组合螺钉 M3 (φ6)六角铆螺钉 M3 (φ4.8),M4 (φ4.8), M5 (φ5),M6 (φ6)压铆螺母 M2 (φ4.25),M2.5 (φ4.25),M3 (φ4.25) ,M3.5 (φ4.75),M4 (φ5.45),M5 (φ6.4) M6 (φ8.77),M8 (φ10.5),M10 (φ14)涨铆螺母 M3 (φ5),M4 (φ6),M5 (φ8),M6 (φ9),M8 (φ11),M10 (φ14),M12 (φ15)铆螺母柱 M3 (φ4.2),3.5M3 (φ5.4),M4 (φ6),M5 (φ7.2),M6 (φ8.75),M8 (φ11),M10 (φ13)(注盲孔螺柱电镀后可能会残留电镀液在里面从而引发生锈,螺柱越长越容易产生这种现象。
紧固件培训资料

紧固件培训资料紧固件是工程中常见的各种螺栓、螺母、螺钉等连接元件,广泛应用于机械制造、航空航天、汽车、摩托车等领域。
为了保证机械设备的可靠性和安全性,正确的紧固件使用和安装是至关重要的。
本文将为大家提供一份紧固件培训资料,帮助大家更好地理解和运用紧固件。
一、紧固件的分类紧固件根据其功能和用途,可以分为三大类:螺栓、螺母和螺钉。
1. 螺栓:螺栓是一种长形的紧固件,一般带有螺纹和螺栓头。
它通过螺纹与螺母配合,连接两个或多个部件,起到固定和支撑的作用。
2. 螺母:螺母是一种呈六边形的金属紧固件,它配合螺栓使用。
通过旋转螺母,可以增加或减小螺栓与被连接部件之间的压力,使连接更加紧固。
3. 螺钉:螺钉是一种短小的金属紧固件,一般不需要与螺母配合使用。
螺钉可以直接螺杆进入相应的工件中,起到连接和固定的作用。
二、紧固件的使用方法正确地使用紧固件可以确保设备的安全和可靠性,以下是一些使用紧固件的基本方法。
1. 选择合适的紧固件:根据不同的工作环境和要求,选择适合的螺纹规格、长度和材料等参数的紧固件。
2. 清洁连接面:在安装紧固件之前,必须确保连接面干净、平整,并清除杂质和油脂等物质,以确保紧固件与工件的紧密贴合。
3. 适当的拧紧力:在连接过程中,要根据紧固件的规格和要求,以适当的拧紧力将螺栓和螺母拧紧。
不要使用过大或过小的扭力,避免损坏紧固件或导致连接松动。
4. 善用工具:使用正确的工具,如扳手、扭力扳手等,可以更有效地安装和拆卸紧固件。
使用正确的工具也可以避免不必要的紧固件损坏。
5. 检查和维护:定期检查紧固件是否松动或损坏,必要时进行维护和更换。
及时处理紧固件问题,可以防止进一步的损坏和安全隐患。
三、紧固件的质量标准为了确保紧固件的质量和可靠性,国际上有一些共同的标准和规范。
以下是一些常见的紧固件质量标准。
1. ISO标准:国际标准化组织(ISO)发布了一系列关于紧固件的标准,如ISO 898-1(关于高强度螺栓和螺母的力学和物理性能的要求)和ISO 10642(六角头螺钉)等。
紧固件培训资料

1 普通螺钉
适用于具有相应螺孔的螺母或机体相配,有多种头部形式,以适应不同部位及审美角度的需要。
坞输抛珐饿樱斋时紊蘑弟的爆皱袁碰帜桑秦鲍见馏角盾度烈炒箔驶似忍筏紧固件培训资料紧固件培训资料
第六章 标准紧固件的应用
3、螺钉
2 自攻螺钉
主要用于在金属板或塑料的光预制孔上直接攻挤出螺孔,而实现联结或与板簧螺母配套使用。这类螺钉以其使用方便、生产技术成熟、价格低廉被广泛采用,某些场合甚至有逐步取代普通螺钉的趋势。
九寇镊碑咬口擞崭僧这绩淤奇矛艰鸡炊逝晕忻悯颊脖滦烬咯朵壹藐抽瘤血紧固件培训资料紧固件培训资料
第五章 紧固件的编号
4、编号规则
3. 类别代号、组别代号
标准件的编号应依照标准CACBW-7
第三位数字为标准件的分组号,对于螺纹件其偶数表示粗牙,奇数表示细牙;管螺纹例外。
第二位数字为标准件的组别代号。
第三章 紧固件与螺纹
1、螺纹的分类
根据用途可把螺纹分成四类 ①紧固螺纹,包括普通螺纹;过渡配合螺纹;过盈配合螺纹; 小螺纹;MJ螺纹 ②传动螺纹,包括梯形螺纹;锯齿形螺纹;方形螺纹。 ③管螺纹,55°牙型角的管螺纹;60°牙型角的管螺纹;米制锥螺纹;干密封管螺纹。 ④专用螺纹,包括光学仪器用螺纹;锻钢阀门用短牙梯形螺纹;机床梯形螺纹丝杠;石油螺纹;气瓶螺纹等等。
4、螺母
1 六角螺母
主要是和螺栓、小螺钉配合使用。
鞋牢镭资晃北抄勃透辟婿甲婴席将囤悲蚌披扑析茬坷涉亨斜镀饿酗悄叙窗紧固件培训资料紧固件培训资料
第六章 标准紧固件的应用
4、螺母
2 方螺母
对角距较六角螺母的大,常用于防转动的锁紧部位,生产工艺性不如六角螺母的好,因此尽量少用。CQ310/311
紧固件培训资料

目录
• 紧固件基础知识 • 紧固件的应用场景 • 紧固件的安装与使用 • 紧固件的常见问题与解决方案 • 紧固件的发展趋势与未来展望
01 紧固件基础知识
紧固件的定义与分类
定义
紧固件是一种用于连接或固定两 个或多个物体的机械元件。
分类
根据其形状、功能和应用,紧固 件可分为螺栓、螺母、螺丝、垫 圈、ING
感谢您的观看
固定
根据紧固件类型,选择合适的 工具进行固定,如螺丝刀、扳
手等。
紧固件的使用注意事项
检查紧固件
在使用前,应检查紧固件是否完好无损,如 有损坏应及时更换。
注意操作顺序
按照规定的操作顺序进行紧固件的安装,避 免因操作不当导致安装失败或损坏。
选择合适的紧固件
根据安装需求选择合适的紧固件类型和规格, 避免使用不合适的紧固件。
注意安全
在操作过程中,应注意安全,避免因操作不 当导致人员受伤或设备损坏。
紧固件的维护与保养
定期检查
定期对紧固件进行检查,发现松动或 损坏应及时处理。
清洁
定期清洁紧固件,去除表面污垢和杂 物,保持其良好的工作状态。
润滑
根据需要,对紧固件进行润滑,以减 少摩擦和磨损。
更换
对于达到使用寿命或损坏严重的紧固 件,应及时进行更换。
紧固件在机械制造中起到关键的作用,能够保证设备的稳定性和可靠性,提高设 备的使用寿命和安全性。
建筑行业中的紧固件
在建筑行业中,紧固件主要用于固定 和连接各种建筑材料,如钢筋、钢板 、木材等。
紧固件能够保证建筑物的稳定性和安 全性,防止因材料松动而引发的安全 事故。同时,紧固件的合理使用还能 够提高施工效率,降低成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双线螺纹 双线螺纹:沿两条以上螺 旋线形成的螺纹
螺纹
螺距 螺纹上相邻牙在中径上对应点的轴向距离。
螺纹
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内 螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。等级数字越高, 配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而 且1A和2A级的等级偏差是相等的。等级数目越大公差越小,如图所示: 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全 性的关键设计。
H
平圆垫圈头
六角垫圈头
PW
HW
26
头型类型
螺钉牙型类型
通过活动牙板与国定牙板的作用,使之牙柱或圆锥表面上沿着螺旋线形成的 具有规定牙型的联系突起或沟槽。
螺纹
一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。 根据其结构特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。 普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
22
盘头类型
头型类型
头型类型
25
头型类型
Binding Head 球面中柱 B Pan Head 平圆头 P Cheese Head 棋子头 C Truss Head 扁圆头 T Countersunk 沉头 F
Oval Head 扁圆沉头
O
Round Head 圆头
R
Hexagon Head 凹穴六角
螺纹
螺纹分为外螺纹和内螺纹两种。
内螺纹 在圆柱或圆锥内表面上 形成的螺纹叫内螺纹。
外螺纹 在圆柱或圆锥外表面上 形成的螺纹叫外螺纹。
螺纹
螺纹旋向:右旋和左旋。
沿旋进方向观察时,顺时针旋转时旋入的螺纹为右螺纹。 逆时针旋转时旋入的螺纹为左螺纹
螺纹
螺纹有单线和双线之分
单线螺纹
单线螺纹:沿一条螺旋线 形成的螺纹
A6061W
A7075W 用于要求热处理专用材料HRB80以上.
21
材料选择
材质名称 材质 JIS SUS302 使用说明 客户无特殊要求机械性质及防锈要求时使用. 客户有特殊要求机械的性质及防锈要求时使用 钢种区分A2,可电镀但不可加硬,硬度达到HRC25 客户有特殊要求机械的性质及防锈要求时使用 钢种区分A4.防锈比SUS304好,可电镀但不可加硬
客户无特殊要求,用于不需要处热处理监(加硬)的一般 螺丝使用.强度区分:4.8级或以下.
客户无特殊要求机械的性质,用于 1) 表面渗碳处理的螺丝 2) 造尖咀介子头六角头台阶的螺丝及锅钉 3) M1.4直径或以下的细螺丝.强度区分4.8级. 客户无特殊要求机械的性质,比如扭力超出C1018强度 时使用.强度区分5.8级.
4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A 级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比2A公差大30%。 1B级比2B级大50%,比3B级大75%。
螺纹
(二)、公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三 种螺纹 等级:5H、6 H、7H。(日标螺纹精度等级分为I、II、III三级, 通常状 况下为II级)在公制螺纹中,H和h的基本偏差为零。G的基本偏 差为正值,e、f和g的基本偏差为负值。如图所示
1、H是内螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷 化层。G位置基本偏差用于特殊场合,如较厚的镀层,一般很少用。 2、g常用来镀6-9um的薄镀层,如产品图纸要求是6h的螺栓,其镀前螺 纹采用6g的公差带 3、螺纹配合最好组合成 H/g、H/h或G/h,对于螺栓、螺母等精制紧固件 螺纹,标准 推荐采用6H/6g的配合。
打头容易产生之不良现象及原因分析:
1、偏心:二冲安装不良及调机不当。
2、歪头:一冲安装不良及调机不当。
3、头部不圆:一冲模的选择不当或一冲成型不够饱满。 4、打模裂痕:打模破裂或打模R角不当,使打模被二冲撞刮。 5、头部双层:一冲成型不良 6、毛边:一冲成型不良、主要是冲棒与冲模孔之间间隙过大或 冲棒太短引起 7、裂角:冲针破裂或二冲与打模相不重。 8、头部开裂:材质问题,或一冲模使用错误(如打盘头用六 角华司头的一冲模),以及润滑油的原因
材料中各种元素对刚性质的影响
三、材料中各类元素对钢的性质的影响: 1、碳(C):提高钢件强度,尤其是其热处理性能,但随着含碳量的增加, 塑性和韧性下降,并会影响到钢件的冷镦性能及焊接性能。 2、锰(Mn):提高钢件强度,并在一定程度上提高可淬性。即在淬火时增加 了淬硬渗入的强度,锰还能改进表面质量,但是太多的锰对延展性和可焊性不利。 并会影响电镀时镀层的控制。 3、镍(Ni):提高钢件强度,改善低温下的韧性,提高耐大气腐蚀能力, 并可保证稳定的热处理效果,减小氢脆的作用。 4、铬(Cr):能提高可淬性,改善耐磨性,提高耐腐蚀能力, 并有利于高温下保持强度。 5、钼(Mo):能帮助控制可淬性,降低钢对回火脆性的敏感性, 对提高高温下的抗拉强度有很大影响。 6、硼(B):能提高可淬性,并且有助于使低碳钢对热处理产生预期的反应。 7、矾(V):细化奥氏体晶粒,改善韧性。 8、硅(Si):保证钢件的强度,适当的含量可以改善钢件塑性和韧性。
自攻螺钉
自攻螺钉
自攻螺钉
特点:
1.只须钻孔,不须攻牙,被锁物厚薄皆可 2.不产生切削粉 3.锁螺钉时所须扭力低 4.锁好时,保持力高不易滑牙
5.防震性能佳,不易脱落 6.可和机械螺钉做互相使用 7.可连续多次使用不损坏被锁物之牙
螺钉热处理
• • • • 依据JIS,2.6以上的机牙.自攻牙 材质 低碳钢 表面硬度: HV450MIN 芯部硬度: HV200-400 低碳钢硬度用HV表示,(严禁用HRC表示)有特殊硬度要求者要注明.例 :HV300~400.落单时图纸/资料要注明. 材质:中碳钢或合金钢 注明硬度或等级范围:8.8/9.8/10.9/12.9级. 中碳钢或合金钢加硬用HRC表示,并注明硬度或等级范围 例:8.8 级/10.9级 /12.9级/等,落单时图纸/资料要注明. 无加硬要求不注明.
20
材料选择
材质名称 材质
JIS
使用说明
A5056W
客户无特殊要求时机械性质时,用于一般螺丝同锅钉. 材质区分记号是:CU2.
冷锻铝线 (JIS H4040)
A1100W 客户有要求软线时,无机械性质要求时使用. 客户有特殊要求机械性质时,用于螺丝同锅钉,材质区分 记号:CU4.机械的性质参考 JIS B 1057-1994.
螺钉基本知识培訓
Tom Tang Aug 2012
1
主要内容
螺钉制造工艺 制造螺钉主要设备 材料 螺钉头型类型 螺钉牙型类型 热处理工艺 表面处理工艺艺
制造工艺流程图
原材料
粗拉丝
退火
磷化
精拉丝
打头
搓丝
热处理
表面处理
包装&出货
拉丝机
粗拉丝机 精拉丝机
电炉
打头机
模具
模具
常见的不良问题及改善方法
低碳钢 (JIS G3507)
C1018
C1022
18
材料选择
C1045
中碳钢/中碳 合金钢 35ACR 客户无特殊要求机械的性质时用于造强度区分:8.8级的螺丝. 客户无特殊要求机械的性质时,用于造M4直径或以下. 强度区分:10.9级.
40ACR
客户无特殊要求机械的性质时,用于造M4~M10直径的 螺丝.强度区分:10.9级. 客户无特殊要求机械的性质时,用于造M6以下直径的 强度区分:10.9级的螺丝.(热处理为渗碳)
客户无特殊要求机械的性质,用于强度区分:12.9级的螺丝.
络钼合金钢 (JIS G 4105)
碳素硼钢
10B21
客户无特殊要求机械的性质时,用于造子母钉的母钉用 但必须热处理. 客户无特殊要求机械性质时,用于一般螺丝同锅钉材质 区分记号是:CU2.
冷锻黄铜线 (JIS H 3260)
19
材料选择
材质名称 材质 ANSI 使用說
搓丝机
常见的不良问题及改善方法
搓丝易产生不良现象及原因分析:
1、加工裂痕:搓丝板破旧及调机不当。 2、钝尾:调机不当,牙板太旧。 3、火 烧:两搓丝板间距偏大,或送料时间不对。 4、歪尾:搓丝板座上之控制螺丝逼得太紧。 5、断尾:搓丝板磨损及调机不当。 6、牙山不饱:调机不当。 7、尾牙未搓至尾尖。 8、歪杆:矫正块未矫好。 9、牙底粗糙:牙距未调好。
• • • •
氢脆裂测试标准
• 氢脆裂是螺钉使用方面最严重的问题之一! ! !。 • 机理众所周知,硬度在: • 洛氏硬度HRC:30较高范围或以上的电镀螺钉容易发生氢脆裂.自攻螺钉的芯部 硬度是从洛氏hrc28-38度左右,而表面硬度则通常超过洛氏 • HRC45度由(HV换算) 氢脆裂是螺钉使用方面最严重的问题之一! ! ! .故障的 状况并不在安装时发生,而经常延至安装后1 ~ 72小时之内才发生.大多数的 氢嗔压收隙及l生在头24小时内。 • 测试程序如下: • 将经过硬化的平面垫圈套入待测试的螺钉上.将螺钉旋入未攻牙的特定测试板 内直至螺钉断裂或测试板断扣为止;记录故障值.将至少8个装有垫圈的螺钉旋 入同一测试板内并以先前5个测试螺钉80%的平均故障值或平均值将螺钉锁紧 • 判定标准:二十四小时后再依螺钉的锁紧方向施加相同的经过计算的锁紧扭力 .若螺钉在重新锁紧之前或锁紧中断裂,则表示零件不合格。
SUS304 SUS316 冷锻不锈钢 (JIS B1054) SUS410 SUS430