塑胶产品模具的拔模角度确定
吸塑拔模角要求

吸塑拔模角要求
首先呢,这个拔模角不能太小哦。
要是拔模角小得可怜,就像滑梯太陡一样,产品在脱模的时候可就麻烦大了,很容易就卡在模具里出不来,就像小朋友卡在滑梯中间下不去,那可不行。
一般来说,起码得有个1° 3°的拔模角,这就像是一个比较平缓的滑梯,能让产品顺利地从模具里“滑”出来。
然后呢,要是产品形状比较复杂,有各种弯弯绕绕的地方,那这个拔模角就得更大一点。
比如说,有些地方像迷宫似的,那拔模角就得像给迷宫里的人准备一个宽敞的逃生通道一样,3° 5°可能才够呢,这样才能保证产品在脱模的时候不被模具那些弯弯角角给拽住。
还有哦,要是产品表面要求很光滑,那这个拔模角也要注意,不能因为拔模角不合适而把表面给弄花了。
这就好比你想让滑梯很顺滑,就得把滑梯的角度和表面处理好,不然小朋友滑下来就会磕磕碰碰,产品表面也会像小朋友身上的擦伤一样,有瑕疵了。
另外呢,不同的材料也会对拔模角有影响。
如果材料比较软,就像软乎乎的棉花糖,那拔模角可以相对小一点,因为它比较容易变形脱模。
但要是材料比较硬,就像硬邦邦的石头,那拔模角就得大一点,不然它可不会像棉花糖那么听话,很容易就卡在模具里不肯出来啦。
塑胶产品模具的拔模角度确定(一)
塑胶产品模具的拔模角度确定(一)
对于与模具表面直接接触并垂直于分型面的产品特征,需要有锥角或拔模角度,从而允许适当的顶出。
该拔模角度会在模具打开的瞬间产生间隙,
从而让制件可以轻松地脱离模具。
如果在设计中不考虑拔模角度的话,由于热塑性塑料在冷却过程中会收缩,紧贴在模具型芯或公模上很难被正常地顶出。
如果能仔细考虑拔模角度和合模处封胶,则通常很有可能避免侧向运动,并节约模具及维修成本。
对于无纹饰的表面,一般推荐每边拔模角度最小值为0.5度。
但是也有例外情况,存在小于0.5度也被接受的可能,这可以通过抛光拔模角度或使用特殊的表面处理来实现。
对于有纹饰的侧壁,每0.1mm深度的蚀纹应增加拔模角度0.4度。
根据模具深度(C)的不同,拔模角度线(A)(mm)与不同拔模角度(B)的关系
一般推荐1至3度的拔模角度。
因为尽管随着拔模角度的加大,顶出会变得更为容易,但是可能会使某些部分变得太重。
应尽量维持分型面或平面的产品特征。
当存在阶梯式分型面时,需要有7度的拔模角度来封胶(最小值为5度)。
在封胶处的摩擦阻力会随时间导致磨损,且在注塑过程中会形成毛边。
对于这种加工,如果要生产不存在毛边的制件,则要求更频繁的维修。
分型面
模具达人:mujudaren
这里探讨分享模具达人的经验。
塑胶产品模具的拔模角度确定
角度没有太大的规定!一般做整数方便加工就可!不过落差一定要0.02以上!大的高度落差就做大一点!角度一般做2-3度之间!大的产品做到5度!讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什麼情况要画拔模斜度?什麼情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因為在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软体运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
拔模角度的深度分析
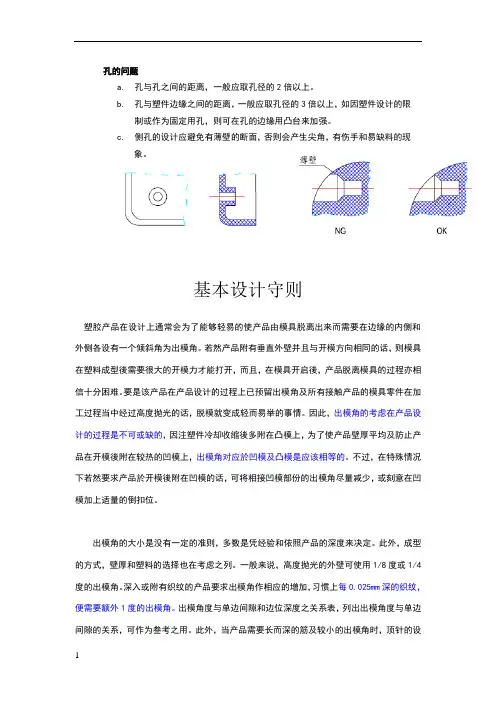
孔的问题a. 孔与孔之间的距离,一般应取孔径的2倍以上。
b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和易缺料的现象。
基本设计守则塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。
若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。
要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。
因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。
不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来说,高度抛光的外壁可使用1/8度或1/4度的出模角。
深入或附有织纹的产品要求出模角作相应的增加,习惯上每0.025mm深的织纹,便需要额外1度的出模角。
出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。
此外,当产品需要长而深的筋及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。
出模角度与单边间隙和边位深度之关系表拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。
拔模斜度确定要点(1) 制品精度要求越高,拔模斜度应越小。
(2) 尺寸大的制品,应采用较小的拔模斜度。
(3) 制品形状复杂不易拔模的,应选用较大的斜度。
如何拔模

拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。 拔模斜度确定要点
(1) 制品精度要求越高,拔模斜度应越小。 (2) 尺寸大的制品,应采用较小的拔模斜度。 (3) 制品形状复杂不易拔模的,应选用较大的斜度。 (4) 制品收缩率大,斜度也应加大。 (5) 增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。 (6) 制品壁厚大,斜度也应大。 (7) 斜度的方向。内孔以小端为准,满足图样尺寸要求,斜度向扩大方向取得;外形则以大端为准,满足图样要求,斜度向偏小方向取得。一般情况下拔模斜度。可不受制品公差带的限制,高精度塑件的拔模斜度则应当在公差带内。 拔模斜度α值可按表2-4选取。
7.体积块法:有时也可用直接做体积块的方法来完成,包括做成成品的体积块和先随意做成几个体积块后再进行体积块的分割与合并;
8.调包法:在某些时候,当用主分型面进行分模时会出现分不开的情况,但不要轻易放弃,试换一个分型面(如镶件.镶针或者滑块)来分一下也会出现惊喜的;
9.修改产品法:此法做法是针对于一些用第三方软件做图转换的图档和一些产品曲面质量较差的的产品较有用.可将产品上一些局部的地方做适当的修改,但要注意不能随意更改产品外观和功能部位.也可重新做一个PART来,利用数据共享插入原产品的实体表面,不足是在产品设变时模具文件不能再生变更;
5.裙边法:对于大部分的壳体类产品,建议使用裙边来做分型面,这样不仅易分模而且往做出来的分型面比较漂亮;
第2章 模具表面晒纹-脱模角度的确定原则

第五节拔模角度的确定原则拔模角度主要帮助从模具中取出成品,为确保产品纹理的准确与成功,正确的脱模角度是至关重要;拔模角度的确定必须考虑产品深度、产品功能、胶料特性(收缩率及韧性)等。
基本原理是每13微米的纹理深度,需要最少1°(500mm高度下);要确保外壁不要因省模不精而产生弧面;要确保靠近分模边线不产生脱模0°的情况出现;如果牵涉到印纹的纹向,其角度更应增大或采取纹理深度渐变效果。
一、拔模角度的确定原则:◎若是可能,拔模角应该要尽可能大。
◎正常的拔模角度为1~2°,而肋则可选择0.5°的拔模角;◎前模(母模、定模)的拔模角度要略大于后模(公模、动模)的拔模角度,为防止产品粘前模。
注意倒装模的拔模角度确定,产品要留在前模,则相反。
◎若骨位深度不超过12.5mm(0.5inch),且将需要拔模角的地方抛光,则可使用很小的拔模角。
◎每咬花13um深时加上1~1.5°的拔模角。
◎咬花时所需的最小拔模角度与产品材料韧性、收缩率、壁厚、咬花种类有关。
◎若是需要完全没有拔模角,则要考虑使用侧向移动开模,如滑块。
二、常用模德纹号深度及出模角度(附表1):注意单位纹号深度inch脱模角度° 纹号深度inch脱模角度°纹号深度um脱模角度°MT-11000 0.0004 1° MT-11300 0.0025 3.5° MT11600 75 6.5MT-11010 0.001 1.5° MT-11305 0.005 7.5° MT11605 75 6.5MT-11020 0.0015 2.5° MT-11310 0.005 7.5° MT11610 100 8.5MT-11030 0.002 3° MT-11315 0.001 1.5° MT11620 75 6.5MT-11040 0.003 4.5° MT-11320 0.0025 4° MT11630 75 6.5MT-11050 0.0045 6.5° MT-11325 0.003 4.5° MT11640 75 6.5MT-11060 0.003 4.5° MT-11330 0.002 3° MT11650 100 8.5MT-11070 0.003 4.5° MT-11335 0.002 3° MT11660 100 8MT-11080 0.002 3° MT-11340 0.003 4.5° MT9088 80 6.5MT-11090 0.0035 5.5° MT-11345 0.003 4.5° MT9089 30 2.5MT-11100 0.006 9° MT-11350 0.0035 5.5° MT9090 50 4MT-11110 0.0025 4° MT-11355 0.0025 4° MT9091 50 4.5MT-11120 0.002 3° MT-11360 0.0035 5.5° MT9092 70 5.5MT-11130 0.0025 4° MT-11365 0.0045 7° MT9093 155 12MT-11140 0.0025 4° MT-11370 0.004 6° MT9094 85 6.5MT-11150 0.00275 4° MT-11375 0.004 6° MT9095 150 12MT-11160 0.004 6° MT-11380 0.004 6° MT9096 210 16.5MT-11200 0.003 4.5° MT-11400 0.002 3° MT9097 60 6MT-11205 0.0025 4° MT-11405 0.0025 4° MT9098 80 6.5MT-11210 0.0035 5.5° MT-11410 0.0035 5.5° MT9099 70 6.5MT-11215 0.0045 6.5° MT-11415 0.002 3° MT9100 55 5MT-11220 0.005 7.5° MT-11420 0.0025 4° MT9101 50 4.5MT-11225 0.0045 6.5° MT-11425 0.0035 5.5° MT9102 75 5.5MT-11230 0.0025 4° MT-11430 0.007 10° MT9103 90 7.5MT-11235 0.004 6° MT-11435 0.010 15° MT9104 160 13MT-11240 0.0015 2.5° MT-11440 0.0005 1.5° MT9105 90 7.5MT-11245 0.002 3° MT-11445 0.0015 2.5° MT1055-1 10 1.5MT-11250 0.0025 4° MT-11450 0.0025 4° MT1055-2 15 1.5MT-11255 0.002 3° MT-11455 0.003 4.5° MT1055-3 18 1.5MT-11260 0.004 6° MT-11460 0.0035 5.5° MT1055-4 25 2MT-11265 0.005 7° MT-11465 0.005 7.5° MT1055-5 25 2MT-11270 0.004 6° MT-11470 0.002 3° MT1055 40 3.5MT-11275 0.0035 5° MT-11475 0.002 3° MT1055-6 45 3.5MT-11280 0.0055 8° MT-11480 0.003 4.5° MT1055-7 70 5.5MT1055-8 80 6.5 备注:MT11001、MT11002、MT11003、MT11004、MT11005、MT11006、MT11007等,深度为10μm,脱模斜度为1.5°;。
产品结构设计--拔模斜度
拔模斜度拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。
拔模斜度确定要点(1) 制品精度要求越高,拔模斜度应越小。
(2) 尺寸大的制品,应采用较小的拔模斜度。
(3) 制品形状复杂不易拔模的,应选用较大的斜度。
(4) 制品收缩率大,斜度也应加大。
(5) 增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。
(6) 制品壁厚大,斜度也应大。
(7) 斜度的方向。
内孔以小端为准,满足图样尺寸要求,斜度向扩大方向取得;外形则以大端为准,满足图样要求,斜度向偏小方向取得。
一般情况下拔模斜度。
可不受制品公差带的限制,高精度塑件的拔模斜度则应当在公差带内。
拔模斜度α值可按表2-4选取。
由表中可以看出,塑料硬脆、刚性大的,拔模斜度要求大。
具备以下条件的型芯,可采用较小的拔模斜度:(1) 顶出时制品刚度足够。
(2) 制品与模具钢材表面的摩擦系数较低。
(3) 型芯表面的粗糙度值小,抛光方向又与制品的拔模方向—致。
(4) 制品收缩量小,滑动摩擦力小。
3.2 制品拔模斜度设计1.箱体与盖类制品(图2-1)当H≤50mm时,S/H=1/30~1/50 当50<H≤100mm时,S/H≤1/60 2.格子板形制品(图2-2)当格子的间距P≤4mm时,拔模斜度α=1/10P。
格子C尺寸越大,拔模斜度越大。
当格子高度H超过8mm,拔模斜度不能取太大值时,可采用图(b)的形式,使一部分进入动模一侧,从而使拔模斜度满足要求。
3.带加强筋类制品(图2-3)A=(1.0~1.8)T mm;B=(0.5~0.7)T mm 4.底筋类制品(图2-4)A=(1.0~1.8)T mm;B=(0.5~0.7)T mm 5.凸台类制品(图2-5、表2-5)高凸台制品(H>30mm)的拔模斜度:型芯:型腔:型芯的拔模斜度应大于型腔。
6.最小拔模斜度(表2-6)拔模斜度影响制品的脱出情况。
如果拔模斜度很小,拔模阻力增大,顶出机构就会失去作用。
设计塑胶件的时候开模具的拔模角度在三维图里面需要画出来吗?
设计塑胶件的时候开模具的拔模角度在三维图里面需要画出来
吗?
答:拔模角是必须要画出来的,否则塑料制件将存在诸多问题,比如无法脱模、顶白、外观拉伤等缺陷。
你问的问题很多,我挑两个核心的回答一下。
一、拔模角度是什么时候做出来的?
这得分外观面拔模还是内部结构件拔模,外观面拔模必须在外观造型设计的时候就应该设计出来,否则,越往后面,你修改的难度将越大,甚至可能因为前期没有做好外观拔模,导致整个产品推倒重新设计,这点必须注意。
对于内部结构特征的拔模,一般在完成内部结构特征设计后再进行拔模,最后一个步骤是倒圆角处理。
二、还是设计三维图之后设计师再一次做出来?还是交给模具厂让他们做出来?
其实没有一个标准的,关键看产品结构设计师的水平吧。
对于一名骨灰级水平的结构工程师,所有的拔模角都是工程师设计好的,包括外观拔模、内部结构拔模,甚至连插穿位、枕位等等拔模,都是他一手包办的。
对于一名合格的结构工程师,所有的外观面和内部结构件的拔模,都是由他来完成的,但其它的如插穿位/枕位拔模等等可能会交给模具工程师来处理。
对于一名菜鸟级结构工程师,则只会考虑外观面的拔模,内部结构件的拔模则交由模具工程师来处理,但不建议这样做,因为很多有公差配合的位置,人家模具工程师是不太清楚的。
而对于一些连外观面都不拔模的,是不适合做设计工程师的,就算勉强完成图纸,也只会祸害他人,其结果很可能就是模具报废或项目终止。
关于拔模方面的知识和要求,我贴几张图给大家参考一下。
我是“设计制造迷”的蓝哥,是一名在职工程师,欢迎与我交流!。
结构斜度和拔模斜度
结构斜度和拔模斜度是在注塑成型工艺中使用的两个术语。
结构斜度(Draft angle):结构斜度是指产品侧面相对于垂直于模具开合方向的倾斜角度。
在注塑成型过程中,结构斜度非常重要,因为它可以影响产品的脱模性能。
合适的结构斜度可以使得产品容易从模具中脱模,减少因摩擦而对产品造成的损坏。
一般来说,结构斜度应该大于零度,常见的推荐值为1到3度。
具体的结构斜度取决于产品的几何形状、材料性质以及模具的设计。
拔模斜度(Core pulling angle):拔模斜度是指模具中用于脱模的可动构件相对于模具开合方向的倾斜角度。
拔模斜度通常被用来脱模带有侧壁或复杂结构的产品。
通过合适的拔模斜度设计,可以使可动构件在模具开合过程中顺利脱离产品,确保产品的完整脱模。
拔模斜度的大小也取决于产品的形状和模具的设计要求,通常在设计过程中需要进行模拟和验证。
总而言之,结构斜度和拔模斜度是注塑成型工艺中用于提高脱模性能的重要因素。
在产品设计和模具设计过程中,合适的斜度设计可以提高生产效率,并减少产品损坏的风险。
拔模斜度
拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。
拔模斜度确定要点(1) 制品精度要求越高,拔模斜度应越小。
(2) 尺寸大的制品,应采用较小的拔模斜度。
(3) 制品形状复杂不易拔模的,应选用较大的斜度。
(4) 制品收缩率大,斜度也应加大。
(5) 增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。
(6) 制品壁厚大,斜度也应大。
(7) 斜度的方向。
内孔以小端为准,满足图样尺寸要求,斜度向扩大方向取得;外形则以大端为准,满足图样要求,斜度向偏小方向取得。
一般情况下拔模斜度。
可不受制品公差带的限制,高精度塑件的拔模斜度则应当在公差带内。
拔模斜度α值可按表2-4选取。
由表中可以看出,塑料硬脆、刚性大的,拔模斜度要求大。
具备以下条件的型芯,可采用较小的拔模斜度: (1) 顶出时制品刚度足够。
(2) 制品与模具钢材表面的摩擦系数较低。
(3) 型芯表面的粗糙度值小,抛光方向又与制品的拔模方向—致。
(4) 制品收缩量小,滑动摩擦力小。
3.2 制品拔模斜度设计 1.箱体与盖类制品(图2-1)当H≤50mm时,S/H=1/30~1/50 当50<H≤100mm时,S/H≤1/60 2.格子板形制品(图2-2)当格子的间距P≤4mm时,拔模斜度α=1/10P。
格子C尺寸越大,拔模斜度越大。
当格子高度H超过8mm,拔模斜度不能取太大值时,可采用图(b)的形式,使一部分进入动模一侧,从而使拔模斜度满足要求。
3.带加强筋类制品(图2-3)A=(1.0~1.8)T mm;B=(0.5~0.7)T mm 4.底筋类制品(图2-4)A=(1.0~1.8)T mm;B=(0.5~0.7)T mm 5.凸台类制品(图2-5、表2-5)高凸台制品(H>30mm)的拔模斜度:型芯:型腔:型芯的拔模斜度应大于型腔。
6.最小拔模斜度(表2-6)拔模斜度影响制品的脱出情况。
如果拔模斜度很小,拔模阻力增大,顶出机构就会失去作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
角度没有太大的规定!一般做整数方便加工就可!不过落差一定要0.02以上!大的高度落差就做大一点!角度一般做2-3度之间!大的产品做到5度!讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什麼情况要画拔模斜度?什麼情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因為在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软体运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
"出模角"的大小我看了上面大家的意见,也都认同,隻是想讲一句"高精度的模具是没有出模角的啦" 有人玩过"咩咩"的积木吗?那就是答案!我想应為无咬花在成品表面上吧?若有的话当脱模时不就表面刮花了!我想应為无咬花在成品表面上吧?若有的话当脱模时不就表面刮花了! 有咬花时也行,不过要跟据咬花大小适当加大脱模角我试过在结构设计的时候不画斜度,结果就出事了,现在一般外形部分会拔模,有配合的地方也要。
其他的一些就留给模具设计人员了。
赖皮wrote:我试过在结构设计的时候不画斜度,结果就出事了,现在一般外形部分会拔模,有配合的地方也要。
其他的一些就留给模具设计人员了。
留给模具设计人员不太好!会被骂的!留给加工人员比较好!有些地方,你作了斜度他们会感觉不爽的!因为很多只要2D加工就可以的!作了斜度看着头晕。
hope wrote:"出模角"的大小我看了上面大家的意见,也都认同,隻是想讲一句"高精度的模具是没有出模角的啦" 有人玩过"咩咩"的积木吗?那就是答案!高精度的模具很贵的,而且要有专门注塑机的配合。
我倒是有看过一套没有出模角的模具,一个普通大小的杯子,1出2,要2万美金,产品设计得很巧妙,充分考虑到模具和注塑。
模具上用到了气体顶出和热流道技术。
对模厂来说,高度超过2MM,的都必须拔模!做为一个模具设计者来说,客户能提供不需再次更改的图档(3D图挡)那是最好的确!但是实际一般客户的产品图档都不可能做好一切拔模! 如果那样的话,产品的公差也没有太多意义! 我不是说做产品的不懂模设.但是如果你考虑得太多.太全.那就会影响你的设计思路!就会让你放不开.这样一来反而不是一件好事. 做拔模当然好,不过应该是在产品的外形.只要你的整个外型以定! 里面的形壮就可以慢慢来改动! 大家应该都知道.象一些外资企业在摸具开发前都要与模设会谈!在会议上他们讨论的不就是不就是拔模会影响公差.公差会影响拔模的问题吗!当然还有很多如: PL面,EP位置.CAV.NO位置.SA...... 所以,我个人认为就算做拔模,最好只做外观! 我们辛苦点算了! 我还是希望我们多见面! 前面有位朋有说:高精度模具没有把模!我认为:一般的外资企业都没有拔模! 因为她们每一次图订都会出一次2D图纸! (TWICE) 我认为,而且都这么做:对壳体产品来说,外型(就是型腔那边)要给拔模,设计产品尤其是复杂曲面产品的时候一定要注意,否则做出有扣的就丢人拉,至于给多少,看产品的高度、晒纹、材料等而定,确省给2度最少都要给30'。
而里面结构一般都不给,让做模的加上就好啦有些小产品(高度低的)也可以都不给,做模的能搞定同意大伙儿的意见,外形做拔模,内部由模具人员定。
(PAGE1)andywang307 wrote:讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
一般0.5-2我强烈建议,做产品的把斜度拔好!我的习惯是公模面较母模面小一度左右而拔模角是有其深度与角度的换算公式也很容易查的到為啥要小一度? 因為產品如果在射出完成后镶在母模面那可就糟糕了所以将公模面(有顶针面)设较小的拔模角度是有利於事后的射出流程顺利常看到有些產品表面[咬花]后黏滞母模其后再於公模面又咬更粗的花纹以改善这样的情况徒浪费时间就这样有错还望指正我是模具设计和制造一起搞的,都用proe,我不赞成id的意见,”破衣人“的意见最好,但是对结构设计人员来说确实是辛苦,但是自从有了3D,我们都辛苦,我的视力下降很多,我大学毕业时还是1.5的眼睛,现在可能只有0.8了,而且,从企业来说,应该由结构设计人员来做,这样会降低产品的上市成本,也容易实现电子挡案的管理,况且,有一些地方后做拔模斜度是做不上去的,在加工中,造型越完整越好,这点我有跟id的观念不同,要不然,一不小心就过切了,我自己做时是元角,拔模斜度都做好,加工时就快了‘这个问题对机构人员来说,是个非常重要的课题’,如果不能理解破衣人的这句话,恐怕你还不是一个合格的设计人员。
请大家指点,冒犯之处请原谅,第一次有与id意见不同之处可否转寄一张已设计好的產品图及模具图,小弟先行谢过对於上面的两种不同看法,其实都是有一定道理的,不过大家也不要為了这一点小事去分个上下.我是这样想的,如果你的功力高,能熟练知道模具的设计和制造过程,现在又在搞產品设计,这样你可以把拔模斜度做出来,以攻固你以前学的知识,这样的话你的2D档可要仔细去画了。
对於那麼只搞產品结构的人来讲,对模具不是很懂的人,那你就不要去画拔模角,让模具人员自己去做,你只要和他讲你的要求就可以了。
如果你有的地方做,有的地方不做,这样模具人员还是要去做一遍,我想做过CNC的人一定是知道的。
我的做法是如果用cnc做的模具我都做好拔模前模比后模大0.5-1度对于有纹的问蚀纹厂要一份办上面有最小拔模角不同的纹理角度差别很大当然拔模角还与塑料与模具抛光有关对于不需要CNC 做的模具我不做拔模在工程图里注明最大允许拔模角这样出工程图时不会总是有双线条加工人员看图不会眼花我做模具6、7年了如果模具师做模不预拔模自已要负责,现在是上班时间简单说说如果产品设计师的水平不高,不懂模具设计及加工,没有办法,做拔模也是浪费模具制造及加工者的时间,所以强烈要求产品设计者至少在模具行业或车间呆一年,不过也没办法,中国做产品设计的很多根本就是初出道的毛头小伙,很难有这种水平;其次,工厂要节省成本,不肯出钱请高水平的人,还有就是整个技术人员的工资比不上管理人员,这些都导致中国设计水平上不去。
唉,没办法,好好做事吧!外形的斜度一定要画,而且要先画,否则以后很难加上去的.其实内外斜度没必要取不同,(用SHELL就搞定),对极大部分产品来说,产品的内部有很多柱子,肋,本身下模又比上模打磨小,不会出现粘上模的情况.(少数情况除外)有配合的地方也要画, 深度比较大的肋也要画,否则做模师傅加斜度不当会导致根部缩水. 我认为拔摸斜度是设计者在设计时把它搞好,重要的有要求的就可以小一点,没有太大的要求就要把斜度做大一点,1,如果表面要蚀纹,斜度就在3度以上2,如果是boss一般不用做斜度,因为用司筒。
我认为拔摸斜度如果产品设者有模具设计经验的话最好就将其做好,否则还是不做为妙。
免得模设麻烦。
脱模斜度与装配有关系的,那一定要做,我曾经就是没做斜度,分模的做的斜度,出事了,缝隙搞了1毫米出来。
其他不大要紧的地方还是交给模具师父,不然搞出的图纸都是小数好几位,模具师父会怕了你的,这么高精度:)仅供参考.没错,拔模角对配合时是很重要的!支持自己来做好!都自己做也不是很妥当,脱模斜度本身就是塑料模具结构的需要才会有的,而不是设计者要加上去的,无论你设计也好,抄数也好有个原则:圆整。
一个柱子搞个大端小端出来,小数点屁股后跟好几位,搞的模具师父看不懂,他肯定骂你,什么鸟图纸,我是受过教训的:)技术员难做啊。
fanjxun wrote:都自己做也不是很妥当,脱模斜度本身就是塑料模具结构的需要才会有的,而不是设计者要加上去的,无论你设计也好,抄数也好有个原则:圆整。
一个柱子搞个大端小端出来,小数点屁股后跟好几位,搞的模具师父看不懂,他肯定骂你,什么鸟图纸,我是受过教训的:)技术员难做啊。
没错,画3D的时候把拔模角做出来,但是出图纸时隻能自己重新画过所以很多人為了省事就不做拔模,也可以啊,但是你必须把尺寸标注準确!结构复杂的产品,对于结构设计人员来讲,能不加拔模角就不加,因为这样会成倍地加大工程图的难度(时间长好多呀).而且有装配要求高的产品,标公差比标斜度好,因为很多情况下你要考虑产品验收问题(质检员要拿着你的图纸来检呀)其实一个负责任的机构人员应该是要把「该有」的「所有拔模斜度」都画出来如果你把这项工作交给模具设计人员来画的时候他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声.有时候如果把全部结构都做出再做斜度的话,有可能做不出的哦,不知道我有没有说错,破大哥?支持外观上要做,其它的就沟通万岁! 以下几点是影响较大也需注意的方向1.ID 设计时就要考虑拔模(否则会死的粉难看)2.外观,表面粗度(咬花)也会影响拔模(咬花范围需事先设定)3.造型深度也会影响(越深需考虑比标準咬花拔模角度加大)4.塑胶材质选用(PMMA 角度就需比ABS 為大)一般MT-11020的花在大型件,深度上都要考虑时,4度以上是较保险的.. 至於公模约少个1~1.5度為佳,,一般BOSS,RIB 等以1度在考虑实际强度及厚度调整......我们的图纸都是十分详细的,所有的拔模,圆都在图纸上. 模厂不能更该任何地方及公差. 外型一般3-10度里面的筋和BOSS都是0.5-1度,尺寸精密处0.25度都有.看一个表面纹理与拔的关系表.应该要由机构设计全部画出因為现在垫子產品轻薄短小如果不画出就有可能造成干涉或是肋太深造拔模后厚度过厚造成缩水iDesign wrote:一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。