自动生产线电气控制系统
自动生产线控制技术概述【文献综述】

⾃动⽣产线控制技术概述【⽂献综述】⽂献综述电⽓⼯程及⾃动化⾃动⽣产线控制技术概述摘要:⾃动⽣产线简称为⾃动线。
是⼀种能够实现产品⽣产过程⾃动化的机器体系。
它是按照⼀定的⼯艺顺序排列若⼲台⾃动机床,然后⽤⼯件传送装置和控制系统连接起来进⾏⾃动加⼯的连续⼯作。
从⽽提⾼⼯作效率及劳动⽣产率,并降低⽣产成本,提⾼产品的精度与⼯艺。
关键词:⾃动线;⽣产线;PLC;控制⽹络1 引⾔从⼆⼗世纪⼆⼗年代开始,我国的机械制造业中开始出现⾃动⽣产线。
由于现代化⼯业技术的飞速发展,特别是电⼦元件等⾏业的突飞猛进,企业对⽣产与其对应的产品配件的⽣产效率和产品精度的要求就越来越严格[1]。
因此对落后的技术与陈旧的设备进⾏改⾰,使其在⽣产过程中能符合更⾼的⾃动化要求,从⽽为企业减免不必要的⿇烦与损失,进⽽提⾼经济效益与⽣产效益。
采⽤⾃动⽣产线能够在有限时间内⽣产出⼤量的产品,⼯艺先进,可靠⽽且稳定。
⾃动⽣产线⼜被⼈们称为⾃动线,所谓⾃动线就是能使得⽣产过程⾃动化的体系。
它可以通过传送系统和控制系统来操控⽣产零件,并伴有巡查和信号控制系统来监控零件。
通过这样⼀套完整的系统来进⾏⾃动化的加⼯,检测,装卸及运输。
实现了产品⽣产的⾼度连续化及连续⾃动化的⽣产线[2]。
2 ⾃动⽣产线控制系统2.1⾃动⽣产线的发展及特点⾃动⽣产线是由最早期的流⽔⽣产线发展⽽来的。
最早是在机械制造中出现了组合机床,随后改⾰称为了组合机床⾃动线。
之后在汽车制造业中出现了流⽔⽣产线和半⾃动⽣产线。
并经过⾜够时间的⾰新演变成了今天的⾃动⽣产线。
⾃动⽣产线通过⼀套完整的体系来控制系统进⾏⾃动化的加⼯,在⼤批量的⽣产过程中采⽤⾃动⽣产线还具有提⾼劳动⽣产率,改善⽣产条件,缩短了⽣产周期,降低⽣产成本等众多优势。
是可以为企业创造经济效益和保障产品均衡性的重要制造设备[3]。
2.2⾃动⽣产线的组成及应⽤范围⾃动⽣产线简称为⾃动线。
是⼀种能够实现产品⽣产过程⾃动化的机器体系。
基于PLC的自动生产线控制系统的设计论文(DOC 28页)
基于PLC的自动生产线控制系统的设计论文(DOC 28页)安徽机电职业技术学院毕业论文基于PLC的自动生产线控制系统的设计系部电气工程系专业机电一体化班级机电3082班姓名蔡丽莉学号 **********指导教师赵光艺2010~ 2011学年第一学期摘要随着科学技术的发展,人类社会对产品的功能与质量的要求越来越高,产品更新换代的周期越来越短,产品的复杂程度也随之增高,传统的大批量生产方式受到了挑战。
这种挑战不仅对中小企业形成了威胁,而且也困扰着国有大中型企业。
因为,在大批量生产方式中,柔性和生产率是相互矛盾的。
众所周知,只有品种单一、批量大、设备专用、工艺稳定、效率高,才能构成规模经济效益;反之,多品种、小批量生产,设备的专用性低,在加工形式相似的情况下,频繁的调整工夹具,工艺稳定难度增大,生产效率势必受到影响。
为了同时提高制造工业的柔性和生产效率,使之在保证产品质量的前提下,缩短产品生产周期,降低产品成本,最终使中小批量生产能与大批量生产抗衡,柔性自动化系统便应运而生。
PLC是在传统的顺序控制器的基础上引入了微电子技术、计算机技术、自动控制技术和通讯技术而形成的一代新型工业控制装置;充分利用计算机技术对生产过程进行集中监视、控制管理和分散控制;充分吸收了分散式控制系统和集中控制系统的优点,采用标准化、模块化、系统化设计,配置灵活、组态方便。
本论文主要是模拟工业自动生产线通信系统实现以下各站功能。
然后利用Profibus总线进行八站通信连接使之成为一条自动生产线控制模拟系统。
关键字:PLC、自动生产线、Profibus通信分。
它包括设计、规划、生产控制和系统监督等软件。
柔性生产线适合于年产量1000~100,000件之间的中小批量生产。
3、柔性自动化生产线的优点柔性生产线是一种技术复杂、高度自动化的系统,它将微电子学、计算机和系统工程等技术有机地结合起来,理想和圆满地解决了机械制造高自动化与高柔性化之间的矛盾。
自动化生产线毕业设计(两篇)

引言概述:自动化生产线是现代工业生产中的重要组成部分,其应用既提高了生产效率,又降低了生产成本。
本文将对自动化生产线的设计与优化进行深入研究,旨在通过探索各个环节的改进和创新,提高生产线的效率和可靠性。
正文内容:1.自动化生产线的前期设计a.完善需求分析:需要准确地了解生产线所需的产量、品质和生产周期等指标,对于生产线的前期设计起到至关重要的作用。
b.确定工艺流程:根据产品的工艺特点以及生产线的要求,确定合理的工艺流程,包括工作站数量、工作流程和工序之间的关系等。
2.自动化生产线的机械系统设计a.选用适当的传动方式:根据生产线的性质和要求,选用适当的传动方式,如皮带传动、链传动或齿轮传动等,以满足生产线要求的力矩、速度和位置等参数。
b.设计合理的机械结构:通过对工作站的布局和组织方式进行优化设计,使得整个生产线的运作更加顺畅和高效。
3.自动化生产线的电气控制系统设计a.选择合适的传感器和执行器:根据不同工作站的需求,选择适合的传感器和执行器,用于实时监测和控制生产过程中的各种参数和操作。
b.设计稳定可靠的自动控制系统:利用现代控制技术,设计稳定可靠的自动控制系统,以实现生产线的高效、安全和可持续运行。
4.自动化生产线的信息化管理系统设计a.数据采集与分析:通过采集各个工作站的生产数据,建立生产线的大数据平台,对生产过程进行实时监控和数据分析,以便及时发现问题并进行优化。
b.优化调度与运行管理:基于大数据分析结果,优化生产线的调度算法,实现生产能力的最大化和资源的优化配置。
5.自动化生产线的改进与优化a.设备技术改进:通过引入先进的设备和技术,提高自动化生产线的生产能力和质量水平。
b.工艺流程优化:持续改进和优化工艺流程,减少生产线的停机时间和废品率。
总结:自动化生产线的设计与优化是一项综合性的工作,需要深入研究各个环节的改进和创新,以提高生产线的效率和可靠性。
通过完善前期设计、合理设计机械系统、电气控制系统和信息化管理系统,并不断改进和优化,可以使自动化生产线实现更高效、更稳定的运行,为企业的发展做出更大的贡献。
工厂电气控制技术

工厂电气控制技术简介工厂电气控制技术是现代工业中不可或缺的一部分。
它涉及到对工厂电气系统进行控制和监测,以确保工厂运行的安全性、高效性和可持续性。
工厂电气控制技术的应用范围广泛,涵盖了各种设备和系统,如发电机、电动机、传感器、开关等。
工厂电气控制系统的组成工厂电气控制系统由多个组件组成,包括传感器、控制器、执行器和监测设备等。
传感器用于检测和测量工厂中的各种物理量,如压力、温度、流量等。
控制器则负责根据传感器提供的数据,控制执行器的运行。
执行器可以是电动机、气缸等设备,用于实际操作和控制工厂的各个电气系统。
监测设备用于监测工厂电气系统的状态,如电压、电流、频率等。
工厂电气控制技术的应用工厂电气控制技术在工业生产过程中起着重要的作用。
它可以实现对生产过程的自动化控制,提高生产效率和产品质量。
例如,在自动化生产线中,工厂电气控制技术可以实现对机械臂、输送带、包装机器等设备的控制和协调。
通过自动化控制,可以减少人工操作,提高生产效率和产品一致性。
另外,工厂电气控制技术还可以用于能源管理和节能减排。
通过对工厂电气系统的监测和控制,可以实现能源的高效利用。
例如,通过对电动机的控制,可以调整其运行状态,以最大程度地减少能量损失。
工厂电气控制技术的应用还可以帮助工厂实现对电力负荷的优化管理,提高用电效率,减少能源消耗和排放。
此外,工厂电气控制技术还可以用于安全监测和故障诊断。
通过对工厂电气系统的监测,可以及时发现潜在的安全隐患,防止事故发生。
同时,通过对电气系统的故障诊断,可以准确定位和修复故障,提高设备的可靠性和维护效率。
工厂电气控制技术的发展趋势随着科技的不断进步,工厂电气控制技术也在不断发展和创新。
以下是工厂电气控制技术的一些发展趋势:1. 无线传感器技术的发展传感器是工厂电气控制系统中重要的组成部分。
传统的传感器通常需要有线连接,而随着无线技术的进步,无线传感器技术正在得到广泛应用。
无线传感器具有安装方便、布线简化等优点,可以减少成本和工程量,并且提高了系统的灵活性和可扩展性。
自动化生产线设计制造流程

自动化生产线设计制造流程一、引言自动化生产线是指通过机械设备和自动化控制系统实现产品的自动化生产过程。
设计和制造一条高效、稳定的自动化生产线对于企业的生产效率和质量控制至关重要。
本文将详细介绍自动化生产线的设计制造流程,并给出相应的案例分析。
二、需求分析在设计制造自动化生产线之前,首先需要进行需求分析,明确生产线所需的功能和性能要求。
例如,生产线所需生产的产品种类、产量要求、工艺流程等。
同时,还需要考虑生产线的可扩展性和灵活性,以适应未来的生产需求。
三、概念设计在概念设计阶段,需要根据需求分析的结果,进行初步的设计方案制定。
主要包括以下几个步骤:1. 工艺流程设计:根据产品的工艺要求,确定生产线的工艺流程。
包括原材料的进料、加工、装配、检测等环节。
2. 设备选型:根据工艺流程,选择适合的设备和机械装置。
需要考虑设备的性能、可靠性、维护性以及价格等因素。
3. 自动化控制系统设计:设计自动化控制系统,包括传感器、执行器、PLC控制器等。
确保生产线的运行稳定性和可靠性。
4. 布局设计:根据生产线的工艺流程和设备选型,进行生产线的布局设计。
优化设备之间的距离和工作空间,提高生产效率。
5. 安全设计:考虑生产线的安全性,设计相应的安全装置和安全措施,确保操作人员的安全。
四、详细设计在概念设计确定后,进行详细设计。
主要包括以下几个步骤:1. 设备细节设计:对选定的设备进行细节设计,包括设备的结构、尺寸、工作原理等。
2. 控制系统设计:根据自动化控制系统的要求,设计相应的控制逻辑和程序。
确保自动化控制系统的稳定性和可靠性。
3. 电气设计:设计生产线的电气系统,包括电气布线、电气设备选型、电气元件的安装等。
4. 机械设计:对生产线的机械结构进行设计,包括传动装置、夹具、输送带等。
5. 安全设计:在详细设计阶段,进一步完善生产线的安全设计,确保操作人员的安全。
五、制造和调试在详细设计完成后,进行生产线的制造和调试。
自动化在电气工程中的应用案例分享
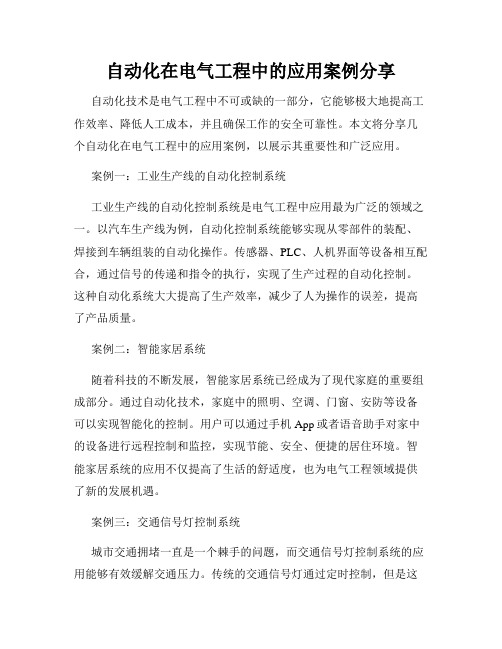
自动化在电气工程中的应用案例分享自动化技术是电气工程中不可或缺的一部分,它能够极大地提高工作效率、降低人工成本,并且确保工作的安全可靠性。
本文将分享几个自动化在电气工程中的应用案例,以展示其重要性和广泛应用。
案例一:工业生产线的自动化控制系统工业生产线的自动化控制系统是电气工程中应用最为广泛的领域之一。
以汽车生产线为例,自动化控制系统能够实现从零部件的装配、焊接到车辆组装的自动化操作。
传感器、PLC、人机界面等设备相互配合,通过信号的传递和指令的执行,实现了生产过程的自动化控制。
这种自动化系统大大提高了生产效率,减少了人为操作的误差,提高了产品质量。
案例二:智能家居系统随着科技的不断发展,智能家居系统已经成为了现代家庭的重要组成部分。
通过自动化技术,家庭中的照明、空调、门窗、安防等设备可以实现智能化的控制。
用户可以通过手机App或者语音助手对家中的设备进行远程控制和监控,实现节能、安全、便捷的居住环境。
智能家居系统的应用不仅提高了生活的舒适度,也为电气工程领域提供了新的发展机遇。
案例三:交通信号灯控制系统城市交通拥堵一直是一个棘手的问题,而交通信号灯控制系统的应用能够有效缓解交通压力。
传统的交通信号灯通过定时控制,但是这种方式无法根据实时的交通情况进行灵活调整。
而自动化技术的应用使得交通信号灯能够根据实时交通流量自动调整信号灯的时间间隔,从而实现交通流畅和减少拥堵。
这种自动化控制系统通过传感器和计算机算法的配合,提高了交通效率,减少了交通事故的发生。
案例四:智能能源管理系统随着能源资源的日益紧缺,智能能源管理系统的应用变得越发重要。
智能能源管理系统通过自动化技术实现对能源的监测和控制,以达到节能减排的目的。
该系统可以对电力、水资源等进行定时监测和管理,通过智能算法实现能源的优化利用。
这种自动化系统在电气工程中的应用不仅提高了能源的利用率,减少了浪费,也为可持续发展提供了新的解决方案。
综上所述,自动化在电气工程中的应用案例非常广泛,涵盖了工业制造、家居生活、交通运输、能源管理等多个领域。
智能制造生产线中PLC控制系统设计应用
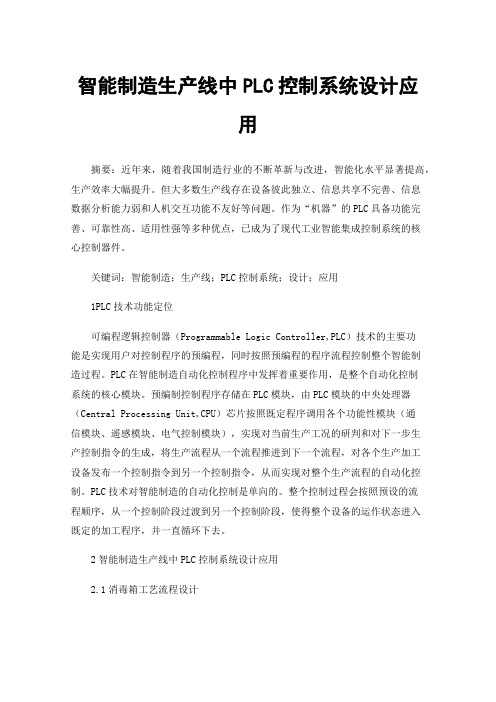
智能制造生产线中PLC控制系统设计应用摘要:近年来,随着我国制造行业的不断革新与改进,智能化水平显著提高,生产效率大幅提升。
但大多数生产线存在设备彼此独立、信息共享不完善、信息数据分析能力弱和人机交互功能不友好等问题。
作为“机器”的PLC具备功能完善、可靠性高、适用性强等多种优点,已成为了现代工业智能集成控制系统的核心控制器件。
关键词:智能制造;生产线;PLC控制系统;设计;应用1PLC技术功能定位可编程逻辑控制器(Programmable Logic Controller,PLC)技术的主要功能是实现用户对控制程序的预编程,同时按照预编程的程序流程控制整个智能制造过程。
PLC在智能制造自动化控制程序中发挥着重要作用,是整个自动化控制系统的核心模块。
预编制控制程序存储在PLC模块,由PLC模块的中央处理器(Central Processing Unit,CPU)芯片按照既定程序调用各个功能性模块(通信模块、遥感模块、电气控制模块),实现对当前生产工况的研判和对下一步生产控制指令的生成,将生产流程从一个流程推进到下一个流程,对各个生产加工设备发布一个控制指令到另一个控制指令,从而实现对整个生产流程的自动化控制。
PLC技术对智能制造的自动化控制是单向的。
整个控制过程会按照预设的流程顺序,从一个控制阶段过渡到另一个控制阶段,使得整个设备的运作状态进入既定的加工程序,并一直循环下去。
2智能制造生产线中PLC控制系统设计应用2.1消毒箱工艺流程设计联合消毒箱工艺流程基于作业过程可分为置物、消毒、取物三部分。
如图1为联合消毒箱的工艺流程,系统上电状态下,作业人员按下开门按钮,系统在判定内部无消毒物资的前提下,会打开置物入口门锁。
门开启后,人员将待消毒物资放置在消毒箱内部指定位置并关闭入口门。
根据待消毒物资的特性,人员选择加热或紫外的消毒方式,按下相应消毒按钮。
系统在判定条件具备的情况下(受控门有效关闭、计时器复位等)启动消毒作业,计时器开始计时。
基于PLC 技术的自动化生产线控制系统设计

技术创新基于PLC技术的自动化生产线控制系统设计王文魁(辽宁建筑职业学院辽宁辽阳111000)摘要:随着现代工业技术的发展,自动化控制技术普遍应用于矿业等领域。
在近些年产业转型压力的影响下,使用自动化生产线是企业生产的必然趋势。
制造业总提高生产效率是企业发展的核心竞争力。
自动化生产线由送料加工输送与分拣等单元组成,各单元有控制工作的PLC,信号经PLC处理后发出执行原件动作指令,用PPI通信协议完成各单元通信,设计完成PLC控制的软硬件自动化生产线。
关键词:PLC技术自动化生产线控制系统设计工业生产中图分类号:p45.13文献标识码:A文章编号:1674-098X(2022)01(a)-0040-03 Design of Automatic Production Line Control System Based onPLC TechnologyWANG Wenkui(Liaoning Jianzhu Vocational College,Liaoyang,Liaoning Province,111000China)Abstract:With the development of modern industrial technology,automatic control technology is widely used in mining and other fields.Under the pressure of industrial transformation in recent years,the use of automatic production lines to reduce labor costs is an inevitable trend of enterprise production.Improving the production efficiency of manufacturing industry is the core competitiveness of enterprise development.The automatic production line is composed of units such as feeding processing,conveying and sorting.Each unit has a PLC to controlthe work,the signal is processed by the PLC and then issues the action instruction to execute the original,the communication of each unit is completed with PPI communication protocol,and the software and hardware automatic production line controlled by PLC is designed.Key Words:PLC technology;Automatic production line;Control system design;Industrial production中华人民共和国成立后,中国制造业迅速发展,由于微电子技术、控制技术飞速发展,计算机技术广泛应用为机械制造领域带来新技术,计算机技术发展促进工业自动化技术的进步,自动化技术影响了其他诸多领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3B1
3B2 SB2 SB1 QS SA
AC220V
I2 I3 I4 I5 I6 I7
L
N
COM
24+
X000 X001 X002 X003 X004 X005 X006 X007 X010 X011 X012 X013
X014 X015 X016
X017
MELSEC
COM1 Y000 Y001 Y002 Y003 o2 o4 o5
电气接线规范操作
4、线路较长的必须走线槽、走线要规范。
5、接线完成后、合上线槽、清点工具及垃圾。工作台保持清
洁整齐。
Hale Waihona Puke 6、安装电动机,要求安装牢固平稳,以防止在换向时产生滚
动而引起事故。 7、可靠连接电动机和按钮金属外壳的保护接地线。 8、连接电源、电动机等控制板外部的导线。
电气接线规范操作
9、安装完毕后,必须经过认真检查后,方可通电。检 查方法如下。
分拣单元电气系统图
分拣单元电气控制PLC的I/O表
输送电气系统图
分拣单元电气控制PLC的I/O表
项目4 自动化生产线电气控制
线路连接与测试
电气接线需要准备工具
各种一字、十字螺丝刀 剥线钳、压线钳、斜口钳、老虎钳 电笔
万用表
电气接线步骤
1、熟悉元件:熟读电路接线图、了解和观察各个电气元件位 置及接线端子。
2、规划:线路走线方向及布局。
3、接线:打开各个线槽盖子,选择适当的电线及工具进行剪 线和接线。接线时注意接线要牢固和美观、按照规范接线。 4、检查:对照电路图对线路连接正确性及可靠性进行检查。
电气接线规范操作
1、电气接线时确保设备已经断电、保证断电操作。正确使用 各种工具。 2、布线做到:整齐、横平竖直、分布均匀;走线合理;套编 码套管正确;严禁损伤线芯和导线绝缘。 3、连接时,线最好放在螺丝的左边进入,保证连接时不会被 退出,接点牢靠,不松动;不压绝缘层,不反圈;线头不 过长、不露线芯太长等。
YL-335B型自动生产 中国 线实训考核装备
标记处数 更改文件号 签字 日期
2#站
供料站电气控制系统PLC的I/O表
供料单元气动系统控制与动作表
气缸名称 气缸 动作
电磁 阀动 作
PLC输 出信 气缸动 气缸动 号 作前 作后
1B2 1B1
传感器信号
PLC输入端口
气缸动 作前
X1
气缸动 作后
X0
顶料气缸
顶料 1Y(+) Y0亮
顶料气缸 推料气缸 推料气缸
复位 1Y(-) Y0灭 推料 2Y(+) Y1亮 复位 2Y(-) Y1灭
1B1 2B2 2B1
1B2 2B1 2B2
X0 X3 X2
X1 X2 X3
供料站电气控制系统PLC的I/O表
供料单元PLC的I/O信号及接线端子表
输入端口中间层 序号 1 2 PLC输 入点 X0 X1 端子 号 2 3 设备符 号 1B1 1B2 信号线 顶料到位 顶料复位 序 号 1 2 PLC输 出点 Y0 Y1 输出端口中间层 端子 号 2 3 设备 符号 1Y 2Y 信号线 顶料电磁阀 推料电磁阀
FX2N-32MR
COM3 Y010 Y011 Y012 Y013 COM4 Y014 Y015 Y016 Y017
COM2 Y004 Y005 Y006 Y007
1Y
2Y
3Y
HL1 HL2 HL3
0V
VCC 夹紧 电磁 阀 伸缩 冲压 电磁 电磁 阀 阀 黄色 指示 灯 绿色 红色 指示 指示 灯 灯
I2 I3 I4 I5 I6 I7 I8 I9
L
N
COM
24+
X000 X001 X002 X003 X004 X005 X006 X007 X010 X011 X012 X013
X014 X015 X016
X017
MELSEC
COM1 Y000 Y001 Y002 Y003 o2 o3
FX2N-32MR
① 对照电路图或接线图进行粗查。从电路图的电源端
开始,逐段核对接线及接线端子处的线号是否正确; 检查导线接点是否牢固,否则,带负载运行时会产 生闪弧现象。
电气接线规范操作
② 用万用表进行通断检查。
断开电源,万用表置于欧姆档,分别测对应相同线号间电
阻(读数应接近零);不同线号间电阻(极大或接近无穷)。
SB2 SB1 QS
停止按钮 启动按钮 急停按钮 工作方式选择单 机/全线
14
X15
SA
加工单元电气系统图
0V VCC 物料 台检 测 料台 夹紧 检测 料台 料台 冲压 冲压 伸出 缩回 上限 下限 到位 到位 检测 检测 停止 启动 急停 单机/ 按钮 按钮 按钮 全线
0V
SC1
1B
2B1
2B2
合格 不合格
易出的问题
电缆连接时必须使用冷压端子 合格 不合格
易出的问题
电缆在走线槽里最少保留10cm,如果是一个桥的话, 在同一个走线槽里不要求 合格 不合格
易出的问题
电缆绝缘部份应在线槽里 合格 不合格
易出的问题
走线槽盖住,没有翘起和未完全盖住现象 合格
易出的问题
走线槽盖住,没有翘起和未完全盖住现象 不合格
COM3 Y010 Y011 Y012 Y013 COM4 Y014 Y015 Y016 Y017
COM2 Y004 Y005 Y006 Y007
1Y
2Y
HL1 HL2 HL3
0V
VCC 顶料 推料 电磁 电磁 阀 阀 黄色 指示 灯 绿色 红色 指示 指示 灯 灯
0V
0V
0V
说 明 1.PLC输入口及各传感器工作电源均使用外 部电源,其正极标号为24V,负极为0V,PLC 内部电源不使用。
0V VCC 物料 顶料 顶料 推料 推料 台物 物料 物料 到位 复位 到位 复位 料检 不够 有无 检测 检测 检测 检测 检测 检测 测 金属 传感 器检 测 停止 启动 急停 单机/ 按钮 按钮 按钮 全线
0V
SC1
1B1
1B2
2B1
2B2
SC2
SC3
SC4 SB2 SB1 QS SA
AC220V
3
4 5
X2
X3 X4
4
5 6
2B1
2B2 SC1
推料到位
推料复位 出料台物料检测
3
4 5
Y2
Y3 Y4
6
7 8 9 10 11 12 13
X5
X6 X7 X10 X11 X12 X13 X14
7
8 9
SC2
SC3 SC4
物料不足检测
物料有无检测 金属材料检测
6
7 8 9 10
Y5
Y6 Y7 Y10 Y11 HL1 HL2 HL3 正常工作指示:黄 色灯 运行指示:绿色灯 未用:红色灯
0V
0V
0V
说 明 1.PLC输入口及各传感器工作电源均使用外 部电源,其正极标号为24V,负极为0V,PLC 内部电源不使用。
YL-335B型自动生产 中国亚 线实训考核装备
标记处数 更改文件号 签字 日期
3#站(加
加工单元电气控制PLC的I/O表
装配站电气系统图
装配单元电气控制PLC的I/O表
在教师的监护下,通电试运行。合上开关,按下起动按钮,
观察机器是否运转。若遇到异常现象,应立即停车,检查故 障。常见的故障一般分为主电路故障和控制电路故障两类。 通电试车完毕,切断电源。
电气接线规范
具体接线过程中易出的问题如下所述。 电缆线金属材料不能看到
合格
不合格
易出的问题
冷压端子金属部份长度不能太长
易出的问题
没有多余的走线孔、没有走线槽替代品 合格 不合格
易出的问题
不要损伤电缆绝缘部份 合格 不合格
易出的问题
电缆切割,没有电缆露在走线槽外,除已宣布过的
合格
不合格
易出的问题
当单独一条电缆跨越导轨或尖角时两端没有绑扎支架。
合格
不合格
电气控制接线图
供电电源模块一次回路
供料站电气系统图