切削力计算
切削力计算经验公式

切削力计算的经验公式x fc、 y fc、 nfc 、 xfp 、 y fp、 nfp 、 x ff、 y ff 、n ff指数,可查表 2-1通过试验的方法, 测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素 与切削力关系的表达式, 称为切削力计算的经验公式。
在实际中使用切削力的经验公式 有两种:一是指数公式,二是单位切削力1 .指数公式主切削力 (2-4)背向力 (2-5)式中 F c ————主切削力( N );F f ———— 进给力( N );C fc 、 C fp 、 C ff系数,可查表 2-1 ;进给力F p背向力( N );K Fc 、 K Fp 、 K Ff 修正系数,可查表 2-5 ,表 2-62 .单位切削力kc=Fc/A d=Fc/(a p ·f)=F c/(b d式中 A D ------ 切削面积( mm 2);a p ----- 背吃刀量( mm );f - -------- 进给量( mm/r );F c=k c·a p ·f=k c·h d ·b d (2-8)h d ------切削厚度( mm );b d ------切削宽度( mm )已知单位切削力k c , 求主切削力 F c单位切削力是指单位切削面积上的主切削力,用kc 表示,见表 2-2 。
h d) (2-7)式2-8中的k C 是指f = 0.3mm∕r 时的单位切削力,当实际进给量 f 大于或小于51 ⅛7rw. Slzi. Org51制塔鹑51 ≡.org切削力公式中的>22建质合金外IB 车刀切MiRffl 金■时单位切剤力和单位切IM 功事(/=0.3Tnnl/r) 二十匚0.3mm /r 时,需乘以修正系数KfkC ,见表 2-3 O51¾j 逍网 Wrw. 51 Zi. Org«2-1车削时的切剤力及切酗功率的计鼻公式2. 作用在前、后刀面上的摩擦力 F f γ 和 F f表 2-3 进给量 ? 对单位切削力或单位切削功率的修正系数切削力的来源、切削分力金属切削时, 切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对 运动存在着摩擦力。
各种加工方法切削力计算

各种加工方法切削力计算切削力是在切削过程中,刀具对工件产生的力。
准确计算切削力是非常重要的,能够帮助我们选择合适的切削工艺和切削参数,以确保工件的切削质量和刀具的使用寿命。
在刀具加工过程中,常见的加工方法包括车削、铣削和钻削。
下面分别介绍这几种加工方法的切削力计算方法。
1.车削加工中的切削力计算车削过程中切削力的计算是根据切削力公式来进行的。
常见的切削力公式有以下几种:(1)柯氏切削力公式F=K×ae×fz其中,F为切削力,单位为N;ae为等效切削宽度,单位为mm;fz为进给量,单位为mm/转;K为比例系数,不同材料和刀具有不同的系数。
(2)安培切削力公式F=ae×kc×kc1其中,F为切削力,单位为N;ae为等效切削宽度,单位为mm;kc为切削力系数,不同材料根据实际情况选择;kc1为一修正系数,通常取值为12.铣削加工中的切削力计算铣削过程中切削力的计算相对复杂,需要考虑多个因素。
常见的切削力计算方法有以下几种:(1)柯氏切削力公式F=K×ae×ap其中,F为切削力,单位为N;ae为等效切削宽度,单位为mm;ap 为铣削深度,单位为mm;K为比例系数,不同材料和刀具有不同的系数。
(2)Johnson-Cook切削力公式F=A×(1+ln(sin(α))×(1-Tn))其中,F为切削力,单位为N;A为切削力系数,不同材料根据实际情况选择;α为铣削刀具入射角,单位为度;T为切削温度,单位为℃;n为切削力指数。
3.钻削加工中的切削力计算钻削过程中切削力的计算相对简单,常见的切削力计算方法有以下几种:(1)库珀切削力公式F=π×D×f×kc其中,F为切削力,单位为N;D为钻头直径,单位为mm;f为进给率,单位为mm/转;kc为切削力系数,不同材料根据实际情况选择。
(2)李氏切削力公式F=0.551×π×D×f×kc其中,F为切削力,单位为N;D为钻头直径,单位为mm;f为进给率,单位为mm/转;kc为切削力系数,不同材料根据实际情况选择。
切削fn计算公式
切削fn计算公式切削力计算公式是机械加工中非常重要的一部分,它可以帮助工程师和操作人员准确地预测和控制切削过程中的力的大小。
切削力的大小直接影响到加工零件的质量、加工工具的寿命以及加工效率。
因此,了解切削力的计算公式对于提高加工质量和效率具有重要意义。
在机械加工中,切削力是指在切削过程中对工件和刀具所产生的力。
切削力的大小受到多种因素的影响,包括切削速度、进给速度、切削深度、刀具材料和刀具几何形状等。
为了准确地计算切削力,工程师们提出了多种切削力计算公式,其中最常用的是切削力的总公式和切削力的分量公式。
切削力的总公式可以表示为:Fc = kc × ap × f × n。
其中,Fc表示切削力,kc表示切削力系数,ap表示切削深度,f表示进给速度,n表示切削次数。
切削力的分量公式可以表示为:Ft = kc × ap × f。
Fr = kc × ap × f × n。
其中,Ft表示切削力的切削分量,Fr表示切削力的摩擦分量。
切削力系数kc是切削力计算公式中的关键参数,它受到刀具材料、刀具几何形状、切削速度和进给速度等因素的影响。
因此,选择合适的切削力系数对于准确计算切削力至关重要。
通常情况下,切削力系数可以通过实验或者经验公式进行确定。
切削深度ap、进给速度f和切削次数n是切削力计算公式中的另外三个重要参数,它们分别代表了切削过程中切削的深度、切削的速度和切削的次数。
这些参数的大小直接影响到切削力的大小,因此在进行切削力计算时需要准确地测量和估算这些参数。
除了切削力的总公式和切削力的分量公式之外,还有一些特定的切削力计算公式,比如钻削力计算公式、铣削力计算公式、车削力计算公式等。
这些特定的切削力计算公式可以根据不同的切削工艺和切削条件进行调整和修正,以满足实际加工的需求。
总的来说,切削力计算公式是机械加工中非常重要的一部分,它可以帮助工程师和操作人员准确地预测和控制切削过程中的力的大小。
切削力计算的经验公式

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6)式中F c————主切削力(N);F p————背向力(N);F f————进给力(N);C fc、C fp、C ff————系数,可查表2-1;x fc、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff ------ 指数,可查表2-1。
K Fc、K Fp、K Ff ---- 修正系数,可查表2-5,表2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用kc表示,见表2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积(mm 2);a------- 背吃刀量(mm);pf - ------- 进给量(mm/r);h d -------- 切削厚度(mm );b d -------- 切削宽度(mm)。
已知单位切削力k c ,求主切削力F cF c=k c·a p·f=k c·h d·b d (2-8)式2-8中的k c是指f = 0.3mm/r 时的单位切削力,当实际进给量f大于或小于0.3mm /r时,需乘以修正系数K fkc,见表2-3。
表2-3 进给量?对单位切削力或单位切削功率的修正系数K fkc,K fpsf/(mm/r)0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5 0.6 K fkc,K fps 1.181.11 1.061.031 0.97 0.96 0.940.925 0.9切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
切削力计算的经验公式

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6) 式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc、 C fp、 C ff————系数,可查表 2-1;x fc、 y fc、 n fc、 x fp、 y fp、 n fp、 x ff、 y ff、 n ff------ 指数,可查表 2-1。
K Fc、 K Fp、 K Ff---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h d -------- 切削厚度( mm );b d -------- 切削宽度( mm)。
已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于 0.3mm /r时,需乘以修正系数K fkc,见表 2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数K fkc, K fpsf/(m m/r ) 0.10.150.20.250.30.350.40.450.5 0.6K fkc,K fps 1.181.111.061.0310.970.960.940.925 0.9切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
切削力的计算范文
切削力的计算范文切削力是指在切削过程中作用在刀具上的力,是切削过程中的重要参数之一,对于控制切削过程、保证切削质量、提高切削效率具有重要意义。
切削力的计算是机械加工中的一个复杂问题,涉及到很多因素,如切削速度、进给速度、切削深度、切削刃宽度、材料力学性能等。
本文将介绍计算切削力的一些常见方法。
一、计算切削力的理论模型在计算切削力时,常用的理论模型有力学分析法和电流法等。
1.力学分析法力学分析法是应用实际切削力的力学分析方法进行计算的一种方法。
它通过分析切削过程中刀具和工件的受力情况,以及切削热形成的原因和影响等因素来计算切削力。
首先,需要确定切削过程中的各个力的方向和大小。
例如,在平面铣削过程中,需要考虑切向力、进给力和垂向力。
然后,可以利用切削力的基本关系式来计算切削力,例如,在单轴切削中,切削力可以表示为Fc=Kc×Ae,其中Fc为切削力,Kc为切削力系数,Ae为切削刃宽度。
2.电流法电流法是利用电机传感器量化电流信号来计算切削力的一种方法。
通过测量驱动电机的电流变化来反映切削过程中的切削力。
具体操作是将电流传感器与刀具主轴的电机相连,利用电流传感器来接收电机输出的电流信号,并将信号转化为切削力值。
利用电流法进行切削力的计算可以实时监测切削过程中的力的变化,并可以通过控制电流来实现切削力的控制。
二、计算切削力的方法1.经验公式法经验公式法是根据经验公式来估算切削力的一种方法。
通过已有的实验数据,将切削力与切削速度、进给速度、切削深度等因素建立起关系,从而通过已知因素来估算切削力。
例如,在车削中,可以利用公式Fc = K × ap × f × vf来计算切削力,其中Fc为切削力,K为经验系数,ap为切削深度,f为进给量,vf为车削速度。
2.数值模拟法数值模拟法是利用计算机对切削过程进行数值模拟,并通过模拟结果来计算切削力的一种方法。
数值模拟可以通过有限元分析等方法来对切削过程进行模拟,并根据模拟结果计算切削力。
切削力计算的经验公式

切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力(2-4)背向力(2-5)进给力(2-6)式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc、 C fp、 C ff————系数,可查表 2-1;x fc、 y fc、 n fc、 x fp、 y fp、 n fp、 x ff、 y ff、 n ff ------ 指数,可查表 2-1。
K Fc、 K Fp、 K Ff ---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)式中A D -------切削面积( mm 2);a p ------- 背吃刀量( mm);f - ------- 进给量( mm/r);h d -------- 切削厚度( mm );b d -------- 切削宽度( mm)。
已知单位切削力 k c ,求主切削力 F cF c=k c·a p·f=k c·h d·b d (2-8)式 2-8中的 k c是指 f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于 0.3mm /r时,需乘以修正系数 K fkc,见表2-3。
表 2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc,K fpsf/(m m/r ) 0.1 0.150.20.250.30.350.4 0.450.5 0.6K fkc ,K fps 1.181.111.061.0310.970.960.940.9250.9切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
切削力计算公式
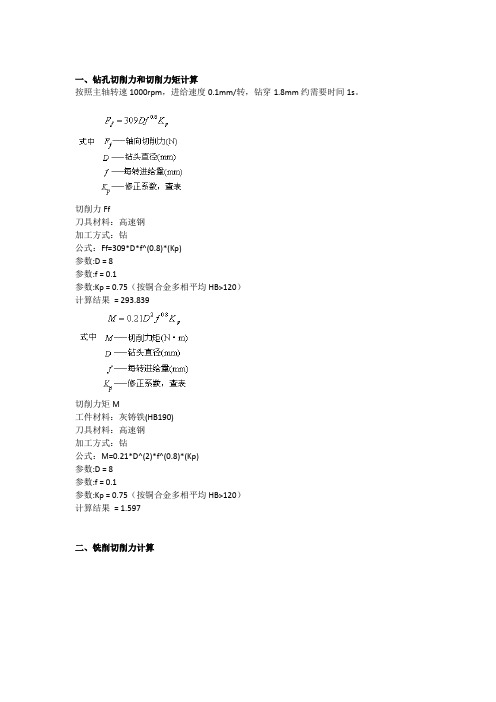
一、钻孔切削力和切削力矩计算
按照主轴转速1000rpm,进给速度0.1mm/转,钻穿1.8mm约需要时间1s。
切削力Ff
刀具材料:高速钢
加工方式:钻
公式:Ff=309*D*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 293.839
切削力矩M
工件材料:灰铸铁(HB190)
刀具材料:高速钢
加工方式:钻
公式:M=0.21*D^(2)*f^(0.8)*(Kp)
参数:D = 8
参数:f = 0.1
参数:Kp = 0.75(按铜合金多相平均HB>120)
计算结果= 1.597
二、铣削切削力计算
铣削切削力计算类别:
工件材料:碳钢、青铜、铝合金、可锻铸铁等
刀具材料:高速钢
铣刀类型:端铣刀
公式:F=(Cp)*(ap)^(1.1)*(fz)^(0.80)*D^(-1.1)*B^(0.95)*z*(Kp) 参数:Cp = 294
参数:ap = 1.8
参数:fz = 0.5
参数:D = 8
参数:B = 8
参数:z = 4
参数:Kp = 0.75
计算结果= 707.914。