油基切削液和水基切削液的区别
切削油液百科

切削液(cutting fluid, coolant)是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配伍而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。
克服了传统皂基乳化液夏天易臭、冬天难稀释、防锈效果差的的毛病,对车床漆也无不良影响,适用于黑色金属的切削及磨加工,属当前最领先的磨削产品。
切削液各项指标均优于皂化油,它具有良好的冷却、清洗、防锈等特点,并且具备无毒、无味、对人体无侵蚀、对设备不腐蚀、对环境不污染等特点目录1历史2分类3作用▪润滑▪冷却▪清洗▪防锈▪其它4检测项目▪脂肪含量▪氯含量▪硫含量▪铜片腐蚀5区别6选用▪工具钢▪高速钢▪硬质合金▪陶瓷▪金刚石7维护8性能评定▪刀具寿命▪光洁度▪冷却性能▪润滑效率▪生理影响▪皮肤刺激9使用方法10包装存放▪包装▪存放▪注意事项11九大优点12未来发展13市面种类14配方体系15配方研究1历史编辑切削液是金属切削加工的重要辅助性配套材料。
切削液(3张)人类使用切削液的历史可以追溯到远古时代。
人们在磨制石器、铜器和铁器时,就知道浇水可以提高效率和质量。
在古罗马时代,车削活塞泵的铸件时就使用橄榄油,16世纪使用牛脂和水溶剂来抛光金属盔甲。
从1775年英国的约翰·威尔金森(J.wilkinson)为了加工瓦特蒸汽机的汽缸而研制成功镗床开始,伴随出现了水和油在金属切削加工中的应用。
到1860年经历了漫长发展后,车、铣、刨、磨、齿轮加工和螺纹加工等各种机床相继出现,也标志着切削液开始较大规模的应用。
19世纪80年代,美国科学家就已首先进行了切削液的评价工作。
F·W·Taylor发现并阐明了使用泵供给碳酸钠水溶液可使切削速度提高对30%~40%的现象和机理。
针对当时使用的刀具材料是碳素工具钢,切削液的主要作用是冷却,故提出“冷却剂”一词。
油基切削液和水基切削液
油基切削液和水基切削液一、油基切削液的分类切削液是以矿物油为主要成分,根据加工工艺和加工材料的不同,可以用纯矿物油,也可以加入各类油性添加剂和极压添加剂以提高其润滑效果1) 纯矿物油主要采用用煤油、柴油等轻质油。
轻质油主要用于铸铁的切削及珩磨、研磨加工,有利于铁粉的沆降。
纯矿物油成本低、稳定性好,对金属不腐蚀,使用周期长。
在使用过程中,即使有少量切削液漏入齿箱、轴承和液压系统中或部分润滑油漏入切削油中,都不致影响机床的使用性能。
但纯矿物油由于不含润滑添加剂,润滑效果较差,承载能力低,一般只适用于轻负荷切削及易切削钢材和有色金属的加工。
对于要求低温流动性能好的切削油,可用聚烯烃等合成油,凝点可达-30℃以下,但价格较贵。
2) 脂肪油(或油性添加剂)+矿油脂肪油曾被广泛用作切削油,一般用于精车丝杠、滚齿、剃齿等精密切削加工,常用的有菜籽油、豆油、猪油等。
脂肪油主要由脂肪酸组成,对金属表面有较强的吸附性能,具有良好的润滑性能,其缺点是易氧化变质,并在机床表面形成难于清洗的粘膜(即“黄袍”)。
脂肪油也可按一定比例(约10%~30%)加入矿物油中,以提高矿物油的润滑效果,但由于脂肪油为食用油,货源少,近年来已逐渐被油性添加剂所替代,其摩擦系数可达到菜籽油的水平,用于精车丝杠、插齿刨齿、拉削等均获得良好效果。
3) 非活性极压切削油由矿物油+非活性极压添加剂组成。
所谓非流活性极压切削油是指切削油在100℃,3h的腐蚀试验中,铜片腐蚀在2级以下(中等程度均匀变色)。
氯化石蜡、磷酸脂、高温合成的硫化脂肪油等属非活性极压添加剂。
这类切削油的极压润滑性能好,对有色金属不腐蚀,使用方便,被广泛用于多种切削加工。
4) 活性极压切削油由矿物油+反应性强的硫系极压添加剂配制而成。
这类切削油对铜片的腐蚀为3~4级,对有色金属有严重腐蚀。
它有良好的抗烧结性能和极压润滑性,可以提高高温条件下刀具使用寿命峄刀具积屑瘤有强的控制能力,多用于容易啃刀的材料和难加工材料的切削。
切削液基础知识
切削液基础知识切削液的作用(1)润滑作用:切削液能渗入到刀具、切屑、加工表面之间而形成薄薄的一层润滑膜或化学吸附膜,因此,可以减小它们之间的摩擦。
其润滑效果主要五决于切削液的渗透能力、吸附成膜的能力和润滑膜的强度。
在切削液中加入不同成分和比例的添加剂,可改变其润滑能力。
切削液的润滑效果还与切削条件有关。
例如,切削速度越高,切削厚度越大,工件材料强度越高,切削液的润滑效果就越差。
(2)冷却作用:切削液能从切削区域带走大量的切削热,使切削温度降低。
切削液冷却性能的好坏,取决于它的传热系数、比热容、气化热、气化速度、流量、流速及本身温度等。
一般来说,水溶液的冷却性能最好,乳化液次之,油类最差。
(3)清洗作用:切削液的流动可冲走切削区域和机床导轨上的细小切屑及脱落的磨粒,这对磨削、深孔加工、自动线加工来说是十分重要的。
切削液的清洗能力与它的一层保护膜,或与金属化合形成钝化膜,对工件、机床、刀具都能起到很好透性、流动性及使用压力有关,同时还受到表面活性剂性能的影响。
(4)防锈作用:在切削液中加入防锈添加剂以后,可在金属材料表面上形成附着力很强的防锈、防蚀作用。
切削液中的添加剂与切削液的种类(1)切削液中的添加剂:添加剂是一些化学物质,可分为油性添加剂、极压添加剂、表面活性添加剂和其它添加剂。
1)油性添加剂:油性添加剂含有极性分子,能与金属表面形成牢固的吸附膜,在较低的切削速度下能起到较好的润滑作用。
油性添加剂有动物油、植物油、脂肪酸、胺类、醇类、脂类等。
2)极压添加剂:极压添加剂是含有硫、磷、氯、碘等的有机化合物,他们在高温下与金属表面起化学反映,形成能耐较高温度和压力的化学润滑膜。
此润滑膜能承受很高的压强,能防止金属界面直接接触,降低摩擦因数,保持良好的切削润滑条件。
3)表面活性剂:表面活性剂即乳化剂,具有乳化作用和油性添加剂的润滑作用。
前者使矿物油和水混合乳化,形成乳化液;后者吸附在金属表面上形成润滑膜。
水基切削液与油基切削液的区别
水基切削液与油基切削液的区别油基切削液的润滑性能较好,冷却效果较差。
水基切削液与油基切削液相比,润滑性能相对较差,冷却效果较好。
慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min时使用切削油。
含有极压添加剂的切削油,无论对任何材料的切削加工,当切削速度不超过60m/min时都是有效的。
在高速切削时,由于发热量大,油基切削液的传热效果较差,会使切削区的温度过高,导致切削油产生烟雾、起火等现象,并且由于工件温度过高而产生热变形,影响工件加工精度,故多用水基切削液。
乳化液把油的润滑性和防锈性与水的极好冷却性结合起来,同时具备较好的润滑冷却性,因而对于有大量热生成的高速低压力的金属切削加工很有效。
与油基切削液相比,乳化液的优点在于有较大的散热性、清洗性,用水稀释使用而带来的经济性以及有利于操作者的卫生和安全而使他们乐于使用。
实际上除特别难加工的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工。
乳化液还可用于除螺纹磨削、沟槽磨削等复杂磨削外的所有磨削加工。
乳化液的缺点是容易使细菌、霉菌繁殖,使乳化液中的有效成分产生化学分解而发臭、变质,所以一般都应加入毒性小的有机杀菌剂。
化学合成切削液的优点在于经济、散热快、清洗性强和极好的工件可见性,易于控制加工尺寸,其稳定性和抗腐败能力比乳化液强。
合成切削液的缺点是在某些苛刻的条件下使用时,润滑性欠佳,这将引起机床活动部件的粘着和磨损,而且化学合成液留下的粘稠状残留物会影响机器零件的运动,还会使这些零件的重叠面产生锈蚀。
一般在下列的情况下应选用水基切削液:1)对油基切削液潜在发生火灾危险的场所;2)高速和大进给量的切削,使切削区趋于高温,冒烟激烈,有火灾危险的场合;3)从前后工序的流程上考虑,要求使用水基切削液的场合;4)希望减轻由于油的飞溅及油雾的扩散而引起机床周围污染和肮脏,从而保持操作环境清洁的场合;5)从价格上考虑,对一些易加工材料及工件表面质量要求不高的切削加工,采用一般水基切削液已能满足使用要求,又可大幅度降低切削液成本的场合。
切削液基础知识

切削液使用中的常见问题切削液使用中的常见问题在切削加工过程中,切削液是很重要的辅助材料。
随着科学技术和机械加工行业的迅猛发展,一些新型、高性能材料得以广泛应用。
这些材料大多属于高强度、高硬度的难加工材料,加工性能很差,这就给切削加工带来了困难。
切削液使用中的常见问题切削液变质发臭主要原因有切削液中含有大量细菌、空气中的细菌进入切削液和工件工序间造成切削液的感染细菌。
相应的抑制措施则是使用高质量、稳定性好的切削液,保持切削液的清洁并经常使用杀菌剂。
切削液腐蚀主要原因有切削液中浓缩液所占的比例偏低、切削液的PH值过高或过低以及不相似的金属材料接触、切削液中细菌的数量超标和工作环境的湿度太高。
采取用纯水配置切削液,并且切削液的比例应按所用切削液说明书中的推荐值使用;在需要的情况下使用防锈液;避免切削液受到污染,并避免不相似的材料接触。
切削液产生泡沫主要原因是切削液的液面太低、切削液的流速太快、切削液的喷嘴角度太直和搅拌配制切削液等。
使用时应注意保证切削液的液面高度并及时添加切削液;控制切削液流速不要太快;注意切削液喷嘴角度不要太直;配置乳化液时避免激烈搅拌和空气搅拌。
引起皮肤过敏主要原因可能是PH值太高、切削液的成分问题或者浓缩液使用配比过高等原因。
操作者应注意避免皮肤与切削液直接接触,使用杀菌剂要按说明书中的剂量使用,切削液中浓缩液比例一定要按照切削液的推荐值使用。
切削液的维护大型机械常采用集中冷却润滑系统,其冷却液是循环使用的,除了冷却液的维护也是重要的因素。
冷却液、切削液的维护工作主要包括以下几项:(1)确保液体循环通畅:及时排除循环路线的金属屑、金属粉末,以免造成导致管路和喷嘴堵塞。
(2)抑菌:切削液(特别是乳液)抑菌生长是颇为重要的。
可采用定期投入杀菌剂抑制细菌繁殖。
(3)切削液的净化:污染切削液的物质主要是金属粉末和沙粒细粉、漂浮油和游离水、微生物和繁殖物,特别是毛霉目真菌。
应定期更换切削液。
油基切削液和水基切削液有什么区别
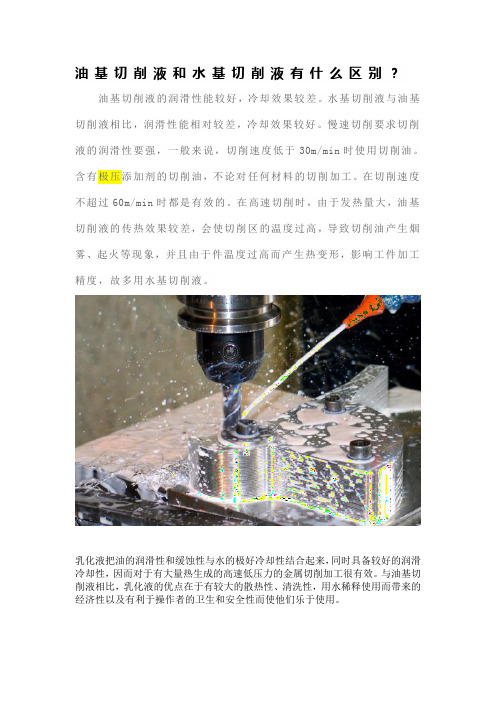
油基切削液和水基切削液有什么区别?油基切削液的润滑性能较好,冷却效果较差。
水基切削液与油基切削液相比,润滑性能相对较差,冷却效果较好。
慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min时使用切削油。
含有极压添加剂的切削油,不论对任何材料的切削加工。
在切削速度不超过60m/min时都是有效的。
在高速切削时,由于发热量大,油基切削液的传热效果较差,会使切削区的温度过高,导致切削油产生烟雾、起火等现象,并且由于件温度过高而产生热变形,影响工件加工精度,故多用水基切削液。
乳化液把油的润滑性和缓蚀性与水的极好冷却性结合起来,同时具备较好的润滑冷却性,因而对于有大量热生成的高速低压力的金属切削加工很有效。
与油基切削液相比,乳化液的优点在于有较大的散热性、清洗性,用水稀释使用而带来的经济性以及有利于操作者的卫生和安全性而使他们乐于使用。
实际上除特别难加工的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工。
乳化液还可用于除螺纹磨削、沟槽磨削等复杂磨削外的所有磨削加工。
乳化液的缺点是容易使细菌、霉菌繁殖,使乳化液中的有效成分产生化学分解而发臭、变质,所以一般都应加入毒性小的有机杀菌剂。
化学合成切削液的优点在于经济、散热快、清洗性强和极好的工件可见性,易于控制加工尺寸,其稳定性和抗腐败能力比乳化液强。
什么情况下该选择水基切削液?1)对油基切削液潜在发生火灾危险的场所。
2)高速和大进给量的切削,使切削区趋于高温,冒烟激烈,有火灾危险的场合。
3)从前后工序的流程上考虑,要求使用水基切削液的场合。
4)希望减轻由于油的飞溅及油雾的扩散而引起的机床周围污染和肮脏,从而保持操作环境清洁的场合。
5)从价格上考虑,对一些易加工材料及工件表面质量要求不高的切削加工,采用一般水基切削液已能满足使用要求,又可大幅度降低切削液成本的场合。
2刀具的寿命对切削的经济性占有较大比重的场合(如刀具价格昂贵,刃磨刀具困难,装卸刀具辅助时间长等),机床精密度高,绝对不允许有水混入(以免造成腐蚀)的场合,机床的润滑系统和冷却系统容易串通的场合,以及不具备废液处理设备和条件的场合,均应考虑选用油基切削液。
乳化液

1. 什么是乳化油?乳化油又称为可溶性油,通常所用的皂化溶解油、乳化油、极压乳化油可归入此类。
由基础油、乳化剂、防锈防腐剂、消泡剂、杀菌剂等调合而成。
2. 油基切削液与水基相比各有何特点?对于各种类型的金属切削液,总的来说,油基切削液的润滑性好些,水基切削液的冷却性好些。
油基切削液在高温时易产生烟雾、易着火;水基切削液易生菌腐败,使用期短,容易生锈。
3. 乳化液的性能特点?乳化液把油的润滑性和防锈性与水的极好的冷却性结合起来,同时具备较好的润滑冷却性,因而对于有大量热生成的高速低负荷的金属切削加工十分有效。
与油基切削液相比,乳化液的优点在于较大的散热性,较好的清洗性,以及用水稀释使用而带来的经济性,此外,也有利于操作现场的卫生和安全。
实际上除加工难度特别大的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工,乳化液还可用于除螺纹磨削、槽沟磨削等复杂磨削外的所有磨削加工。
乳化液的缺点是细菌、霉菌容易繁殖,使乳化液中的有效成分产生化学分解而发臭、变质,所以一般都应加入毒性小的有机杀菌剂。
4.乳化液的维护和管理乳化液的维护保养比油基切削液要复杂得多。
当配制乳化液时,要先将水加入水箱,然后边搅拌边加入乳化油。
要避免将水加入油中,否则会得到油包水型乳化液,这类乳化液的黏度大,不适合一般的切削使用。
配制乳化液所用的水十分重要,含各种矿物质和盐的硬水常会妨碍乳化过程。
用硬水配制的乳化液常会迅速分层,析出大量的油和不溶于水的皂,影响使用的效果。
另外,如水质太软,泡沫就有可能增多。
所以配制乳化液时要预先了解水质的情况,如水质太硬必须经过预处理,可在水中加入质量分数为0.1%~0.3%的三聚磷酸钠或二乙胺乙酸钠可起到降低水质硬度的作用。
但加入三聚磷酸钠过多会导致细菌、霉菌的繁殖。
所以如果当地的自来水硬度过大,最好使用去离子水。
乳化液中含有的脂肪油和不饱和脂肪酸很容易被微生物侵蚀。
乳化液中经常遇到的微生物有细菌、霉菌和藻类三类,这三类微生物对乳化㳖的稳定性有不利影响。
水基与油基切削液的区别与选用
水基和油基切削液的区别油基切削液的润滑性能较好,冷却效果较差。
水基切削液与油基切削液相比润滑性能相对较差,冷却效果较好。
慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min 时使用切削油。
在高速切削时,由于发热量大,油基切削液的传热效果差,会使切削区的温度过高,导致切削油产生烟雾、起火等现象,并且由于工件温度过高产生热变形,影响工件加工精度,故多用水基切削液。
乳化液把油的润滑性和防锈性与水的极好冷却性结合起来,同时具备较好的润滑冷却性,因而对于大量热生成的高速低压力的金属切削加工很有效。
与油基切削液相比,乳化液的优点在于较大的散热性,清洗性,用水稀释使用而带来的经济性以及有利于操作者的卫生和安全而使他们乐于使用。
实际上除特别难加工的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工,乳化液还可用于除螺纹磨削、槽沟麻削等复杂磨削外的所有磨削加工,乳化液的缺点是空易使细菌、霉菌繁殖,使乳化液中的有效成分产生化学分解而发臭、变质,所以一般都应加入毒性小的有机杀菌剂。
化学合成切削液的优点在于经济、散热快、清洗性强和极好的工件可见性,易于控制加工尺寸,其稳定性和抗腐败能力比乳化液强。
润滑性欠佳,这将引起机床活动部件的粘着和磨损,而且,化学合成留下的粘稠状残留物会影响机器零件的运动,还会使这些零件的重叠面产生锈蚀。
油基切削液和水基切削液的使用性能对比见表1。
最常用一般在下列的情况下应选用水基切削液:对油基切削液潜在发生火灾危险的场所;高速和大进给量的切削,使切削区超于高温,冒烟激烈,有火灾危险的场合。
从前后工序的流程上考虑,要求使用水基切削液的场合。
希望减轻由于油的飞溅护油雾和扩散而引起机床周围污染和肮脏,从而保持操作环境清洁的场合。
从价格上考虑,对一些易加工材料护工件表面质量要求不高的切削加工,采用一般水基切削液已能满足使用要求,又可大幅度降低切削液成本的场合。
当刀具的耐用度对切削的经济性占有较大比重时(如刀具价格昂贵,刃磨刀具困难,装卸辅助时间长等);机床精密度高,绝对不允许有水混入(以免造成腐蚀)的场合;机床的润滑系统和冷却系统容易串通的场合以及不具备废液处理设备和条件的场合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油基和水基切削液的特性
首先要了解到油基和水基切削液的特性。
一般来说,油基切削液的润滑性能好,而水基切削液冷却性能好,而乳化液即具有一定的润滑性和防锈性,又有一定的冷却性和清洗性,但是容易产生微生物而发生分解变质。
主要从下列几个方面考虑切削液的选择
金属及其合金在切削、成形、处理和保护等过程中使用的工艺润滑油统称为金属加工液,又名切削液。
在金属加工过程中,为了降低切削时的切削力,并及时带走切削区内产生的热以降低切削温度,提高刀具耐用度,从而提高生产效率,改善被加工工件表面粗糙度,达到最佳的经济效果。
切削液的推荐和选用
市面上切削液的品种良多,其组成和性质也很复杂。
良好的产品均具有冷却、润滑、清洗、防锈四大功能。
“使用液”是“现场使用着的切削液”的简称。
油基切削液分为:
⏹ 非活性型(矿物油、动物油、植物油+活性极压剂+油性剂)
⏹ 活性型(矿物油+活性极压剂+油性剂)
水基切削液分为:
⏹ 乳化油型(矿物油+表面活性剂+乳化剂+极压剂或油性剂+防锈剂)
⏹ 合成液型(不含矿物油和动植物油,只含大量表面活性剂+极压剂
添加剂+油性剂+防锈剂等)
(水性切削液)
(油性切削液)
⏹半合成液型(含少量矿物油+表面活性剂+极压剂+油性剂+防锈剂)
⏹化学溶液型(无机盐类、有机胺+表面活性剂等)
⏹乳化油通常称为“可溶行油”,其中含油量一般在70%以上。
其缺点是:
冷却性差,而且高温下易挥发,产生油雾,污染环境,必需安装排油污设备,甚至有引起火灾的危险。
不受细菌腐蚀影响,几乎不会引起皮肤病,使用中混入其他润滑油除了会降低添加剂浓度外,无其他不良影响。
关于“原液”和“使用液”
油基切削液的原液就是其本身,水基切削液的原液系指稀释前的母液。
像华南地区的FABLE/福邦润滑油旗下的SEN系列的半合成切削液就一直广受客户的好评。
油基切削液靠油的优良润滑作用降低摩擦生热,达到冷却的目的,水基切削液靠水的热导率、比热容、汽化热比油大,粘度比油小的特点达到冷却的目的。