游标卡尺的精度如何计算
如何正确读游标卡尺(一)

如何正确读游标卡尺(一)用法卡尺必需会读游标尺,要会正确读游标尺,必需熟知游标原理,游标原理是设计和用法卡尺的基础。
惟独了解了游标原理,才干正确读取游标尺的数值,得出正确的测量结果。
所以,我们先介绍游标原理。
所谓游标原理,就是将两根按一定要求刻上线的直尺对齐或重叠后,其中一根固定不动,另一根沿着它做相对滑动。
固定不动的直尺称为主尺,沿主尺滑动的直尺称为游标尺(简称游标)。
游标尺能对主尺举行精确的读数。
假如主尺和游标尺的刻线间距挑选得当,利用游标读数就可以获得较高的精确度。
主尺一格(两条相邻刻线间的距离)的宽度与游标尺一格的宽度之差,称为游标分度值、游标读数值:故 b =γα-i l=nb=n(γα-i)=α(γn-1) 式中:α为主尺的刻度值,对于公制游标卡尺,普通α=1mm;b为游标尺的每格宽度(mm)n为游标尺刻线数;i为游标分度值,又称为游标读数值(mm);i为游标尺刻线部分的总长度(mm);γ为游标模数。
以上儿个公式称为游标计算公式。
目前,游标卡尺的主尺刻度值α=1 mm,游标分度值有0.02mm、0.05 mm 和0.10mm三种。
因为参数取值不同,所以游标的结构形式也不同。
表1.2.5中所列的是游标分度值为0.02 mm、0.05 mm和0.10 mm三种游标的结构形式及其参数值,图示位置是游标处于“0”位的状态。
从表中可见,γ=2的游标刻线部分的长度l比γ=1的游标l要长,所以读数也便利。
表1.2.5游标结构形式及其读数图1.2.2是游标分度值i=0.10mm的游标读数原理暗示图。
图1.2.2游标的读数原理从图1.2.2中可见,当游标尺的“0”线与主尺的“0”线对齐(即重合)时,除游标尺的最末(尾线)一根线与主尺的第9根线对齐外,其他线都不对齐,这种状况称为“0”位。
在“0”位时,游标尺与主尺的位置关系是:游标尺的第1根线与主尺的第1根线的距离为0.1 mm,它们的第2根线间的距离为0.2mm,第3根线间的距离为0.3 mm (10)线间的距离为1 mm。
游标卡尺 差值法-概述说明以及解释
游标卡尺差值法-概述说明以及解释1.引言1.1 概述游标卡尺是一种常用的测量工具,通过直观地读出被测尺寸与标尺刻度之间的差距来实现精确测量。
它广泛应用于各种工程领域和日常生活中的尺寸测量。
游标卡尺使用了差值法,利用两组刻度尺之间的差值,从而提高了测量的准确性和精度。
其原理基于游标尺的移动,游标尺与主尺之间存在一个固定的小量差距,通过读取游标尺所在位置的刻度值,再加上固定差距,就可以准确地得到被测物体的尺寸。
使用游标卡尺的过程相对简单,首先需要正确握持卡尺并将其与被测尺寸相贴合,然后通过掌握游标卡尺的读数规则,即可读出被测尺寸的值。
同时,游标卡尺还具备可逆性,即可以从两个方向进行读数,并取平均值来提高测量的准确性。
差值法在游标卡尺中的应用使其具有高精度的特点。
通过较小的差距值,游标卡尺可以测量出非常精细的尺寸。
与其他测量工具相比,游标卡尺能够提供更为准确的测量结果。
此外,游标卡尺的结构设计合理,使用方便,使其成为广泛使用的测量工具之一。
然而,游标卡尺差值法也存在一些局限性。
例如,由于读数时需要准确对齐刻度,误差可能会在操作中产生。
此外,游标卡尺在测量较大尺寸时,由于差距的限制,其准确度和测量范围可能受到一定的制约。
总结而言,游标卡尺差值法通过巧妙利用游标尺与主尺之间的固定差距,提高了测量的准确性和精度。
虽然存在一定的局限性,但游标卡尺仍然是一种广泛应用的测量工具,在各个领域起着重要作用。
在下文中我们将详细介绍游标卡尺的定义、原理和使用方法,以及差值法在游标卡尺中的具体应用。
1.2 文章结构本文主要围绕游标卡尺的差值法展开讨论。
具体而言,文章分为引言、正文和结论三个部分。
在引言部分,我们将对游标卡尺进行概述,介绍其定义和原理,以及本文的目的。
通过对游标卡尺的基本情况和使用方法的介绍,读者可以对游标卡尺有一个基本的了解,并且了解到差值法在游标卡尺中的应用。
正文部分将详细阐述游标卡尺的定义和原理,包括其结构、工作原理和使用方法。
游标卡尺读数
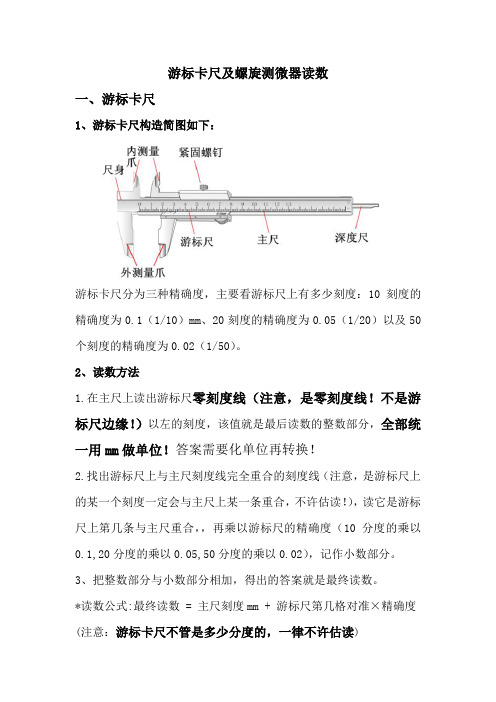
游标卡尺及螺旋测微器读数一、游标卡尺1、游标卡尺构造简图如下:游标卡尺分为三种精确度,主要看游标尺上有多少刻度:10刻度的精确度为0.1(1/10)mm、20刻度的精确度为0.05(1/20)以及50个刻度的精确度为0.02(1/50)。
2、读数方法1.在主尺上读出游标尺零刻度线(注意,是零刻度线!不是游标尺边缘!)以左的刻度,该值就是最后读数的整数部分,全部统一用mm做单位!答案需要化单位再转换!2.找出游标尺上与主尺刻度线完全重合的刻度线(注意,是游标尺上的某一个刻度一定会与主尺上某一条重合,不许估读!),读它是游标尺上第几条与主尺重合,,再乘以游标尺的精确度(10分度的乘以0.1,20分度的乘以0.05,50分度的乘以0.02),记作小数部分。
3、把整数部分与小数部分相加,得出的答案就是最终读数。
*读数公式:最终读数 = 主尺刻度mm + 游标尺第几格对准×精确度(注意:游标卡尺不管是多少分度的,一律不许估读)读数示例:先看清是多少分度值的!读数:主尺上,游标尺零刻度线对3cm处,即30mm,记30mm 游标尺上,看这是多少分度值,10分度值,说明精确度0.1mm,读出这是第6个刻度与主尺上某个刻度线对其,所以游标尺记6×0.1=0.6mm最终结果:30+0.6=30.6mm(不需要估读,精确到0.1mm)50分度值,说明精确度为0.02。
读数:主3mm+副(第20格对准)20×0.02=3.40mm,小数后面的零也不许省略。
二、螺旋测微器(千分尺)1、构造如下2、读数方法:其读数方法与游标卡尺类似,一样分为以上三步:a、在主尺上(即固定轴上的固定刻度)读出与旋钮相交处的刻度,同样统一用mm作单位。
与游标卡尺不同的地方在于主尺上刻度精确度为0.5mm,上面一格1mm,每个1mm在主尺刻度下行中间有一个刻度,即把1mm分为了两等分,一等分0.5mm,下行刻度未满半格不计,满半格记作0.5mm。
游标卡尺的刻线原理和读数方法
游标卡尺的刻线原理和读数方法
游标卡尺是一种常用的测量工具,可以方便地测量外径、内径和深度。
它的刻线原理和读数方法如下:
刻线原理:
游标卡尺的主尺和游标尺之间的刻度线表示了测量范围和精度。
一般来说,游标卡尺分为10分度、20分度和50分度三种,精度分别为0.1mm、0.05mm和0.02mm。
游标尺上的刻度线是根据主尺上的整毫米数来设置的。
读数方法:
1. 首先,将游标卡尺的测量爪放置在被测物体上,并移动测量爪直至夹紧物体。
此时,要注意防止数值在量具移动过程中发生变化。
2. 读数时,先观察游标尺零刻度线左侧的主尺整毫米数(x)。
3. 接着,找出游标尺与主尺刻度线正对的位置。
在这一位置,游标尺上的某一刻度线与主尺上的刻度线对齐。
注意观察游标尺上的这一刻度线是哪一条,并记录下来。
4. 根据游标尺的精度(10分度、20分度或50分度),计算出这一
刻度线所表示的毫米数。
例如,如果游标尺是10分度的,那么每条刻度线表示0.1mm;如果是20分度的,那么每条刻度线表示0.05mm;如果是50分度的,那么每条刻度线表示0.02mm。
5. 最后,将主尺读数(x)和游标尺读数(游标尺上与主尺刻度线对齐的刻度线所表示的毫米数)相加,得到被测物体的实际尺寸。
需要注意的是,在读数时要认真观察游标尺上的刻度线,确保准确无误。
同时,在使用游标卡尺时,要确保量具的精度和测量范围符合实际需求。
游标卡尺的读数和测量

游标卡尺的读书和测量方法
游标卡尺的测量方法
1、游标卡尺,作为常用的度量工具,以其精度为名,一般可以精确到0.02cm,
2、测量外径
如图,红框内部分,钳住物品,得出测量数据。
3、测量内径
如图,红框内部分,在物品内径部分,两端张开,撑住物品,得出测量数据。
4、测量深度
如图,红框内部分,探入后,固定标尺,得出测量数据。
游标卡尺的读书方法
1、无论测量方法如何,数据都便现在标尺上。
所以我们以下图测量内径的图示为例:
2、首先,看副尺“0”的位置,它决定了头两个数位。
图中0在1.4cm的后面。
即为测量物体的内径为1.4xcm.
一、然后观察副尺分度(精确度),就是有多少个格图中为50分度,即精确度为0.02mm。
二、然后看副尺和主尺完全重合的数位,看红框内再读取游标所指示的数值。
观察游标上第几条刻度线与尺身的刻度线对齐,如图所示,取最接近对齐的线,下图取游标8数值处刻度线与主尺刻度线对齐。
则读数结果为:40格*0.02mm(精度)=0.8mm
五、将两次读数相加即为此次测量的数值。
即最终读数为14mm+0.8mm=14.8mm。
游标卡尺的精度如何计算
游标卡尺的精度如何计算精度是1mm除以游标上的格数10格就是精确到0.1mm20格就是精确到0.05mm50格就是精确到0.02mm游标卡尺是我们大家手中必不可少的测量性工具。
但是我发现很多人并不会读数,,,下面请大家拿起手中的卡尺跟我出发。
游标卡尺结构名称如图所示:尺身,内侧量爪,紧固螺钉,主尺,深度尺,游标尺,外测量爪七步分构成使用部分:内侧量爪,紧固螺钉,深度尺,外测量爪四部分读数部分:尺身,游标尺,主尺三部分游标卡尺按精度又可分为三种:1.十分游标尺其精度0.1毫米2.20分游标尺其精度0.05毫米3.50分游标尺其精度0.02毫米【重要】【必会】读数方法:以游标尺0刻度线在主尺上读出整毫米数,再看游标尺上哪一条刻度线与主尺上某刻度对齐,由游标尺上读出毫米以下的小数。
总读数=主尺上的整毫米数+游标尺上的毫米以下的小数【题外话】拿起你手中的卡尺看着游标尺上的刻度。
仔细看、、、有没有发现什么呢?我以十分度游标尺为例,游标尺上共十个刻度线全部之长为9毫米,注意,是9毫米!!比主尺上10个刻度线短1毫米,,,即每刻度表示0.9毫米所以游标卡尺测量原理:游标尺上的全部刻度之长比主尺上相应刻度之长短1毫米下面总结一下三种游标尺读数!!!!一.十分度尺(强烈推荐)游标尺刻度格数10 刻度总长9毫米每小格表示0.9毫米精度0.1毫米测量结果:主尺上读的毫米数+0.1n(n为游标尺上第n个与主尺刻度线对齐的格数)二.20分游标尺游标尺刻度格数20 刻度总长19毫米每小格表示0.95毫米精度0.05毫米测量结果:主尺上读的毫米数+0.05n(n为游标尺上第n个与主尺刻度线对齐的格数)三.50分游标尺游标尺刻度格数50 刻度总长49毫米每小格表示0.98毫米精度0.02毫米测量结果:主尺上读的毫米数+0.02n(n为游标尺上第n个与主尺刻度线对齐的格数)。
精度为0.02mm的游标卡尺测量工件尺寸的原理
精度为0.02mm的游标卡尺测量工件尺寸的原理
游标卡尺是一种用来测量线尺尺寸的工具,精度通常以毫米或者分米为单位表示。
其原理主要是通过两个可移动的刻度盘(即游标)来测量工件的尺寸。
游标卡尺的结构由两部分组成:固定刻度尺和滑动刻度尺。
固定刻度尺上的刻度是固定不变的,用来确定游标的位置。
而滑动刻度尺则可以通过滑动来与固定刻度尺上的刻度相对应。
在测量时,首先将游标卡尺放置在待测工件的两个测量点之间,确保游标卡尺与工件表面紧密接触。
然后通过滑动刻度尺来与固定刻度尺上的刻度对齐,确定当前测量的尺寸。
游标卡尺的分度值通常为0.02mm,这意味着每两个相邻的刻度之间的距离为0.02mm。
通过目测滑动刻度尺与固定刻度尺上的刻度的对齐程度,可以估算出工件尺寸的测量结果。
测量精度受到一定的人为误差的影响,例如视觉判定的准确性、手部操作的稳定性等等。
因此,在使用游标卡尺进行测量时,需要保持稳定的操作和准确的读数,以获得更精确的测量结果。
3.5科学测量:长度的测量及测量工具的选用(鲁科版2019)

读数:
8.5mm+2.3ⅹ0.01mm=8.523m m
使用注意事项
1、在使用螺旋测微器之前,首先应检查零点。 用左手拿尺架,右手缓缓转动微调旋钮,使测微螺杆和测砧接触,
至棘轮发出声音为止,此时可动刻度上的零刻度线应当和固定刻度上 的中间线对齐,否则就有零点误差。 2、接着,仍是左手拿尺架,右手转动粗调旋钮,使测微螺杆与测砧间 距稍大于被测物。放入被测物,转动微调旋钮到夹住被测物,直至棘 轮发出声音,随即拨动止动旋钮使测微螺杆固定,然后读数。 3、测量时,在测微螺杆快靠近被测物体时应改用微调旋钮,这样既能 使测量结果精确,又可避免产生过大的压力使螺旋测微器受损。
7mm
3、计算式 若用 l 表示物体的长度,n 表示游标尺 零刻度线前整毫米数,k 表示与主尺对 齐的游标尺刻度数,m 为游标卡尺的精
度,则 l = n + km。
第6条线对齐 6ⅹ0.1mm
左图读数: 7 mm + 6×0.1 mm = 7.6 mm
读数
n 主尺: k 游标: m 精度:
14mm 第32条 0.02mm
周,测微螺杆前进或后退 0.5 mm,而可动刻
度分为 50 等分,每旋转一个可动刻度,测微
螺杆前进或后退0.5
50
mm=0.01m Nhomakorabea,所以,用
螺旋测微器测量长度可精确到 0.01 mm。
读数 1、读固定刻度
先读固定刻度的毫米刻度,再读半毫米刻度。若半毫 米刻度线已露出,记作 0.5 mm ;若半毫米刻度线未 露出,则记作 0.0 mm。
螺旋测微器的精度: 0.01 mm
一般可测量小于 50 mm 的物体的 相关尺寸
三 长度测量工具的选用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
游标卡尺的精度如何计算
精度是1mm除以游标上的格数
10格就是精确到0.1mm
20格就是精确到0.05mm
50格就是精确到0.02mm
游标卡尺是我们大家手中必不可少的测量性工具。
但是我发现很多人并不会读数,,,下面请大家拿起手中的卡尺跟我出发。
游标卡尺结构名称如图所示:尺身,内侧量爪,紧固螺钉,主尺,深度尺,游标尺,外测量爪七步分构成
使用部分:内侧量爪,紧固螺钉,深度尺,外测量爪四部分
读数部分:尺身,游标尺,主尺三部分
游标卡尺按精度又可分为三种:
1.十分游标尺其精度0.1毫米
2.20分游标尺其精度0.05毫米
3.50分游标尺其精度0.02毫米
【重要】【必会】读数方法:以游标尺0刻度线在主尺上读出整毫米数,再看游标尺上哪一条刻度线与主尺上某刻度对齐,由游标尺上读出毫米以下的小数。
总读数=主尺上的整毫米数+游标尺上的毫米以下的小数
【题外话】拿起你手中的卡尺看着游标尺上的刻度。
仔细看、、、有没有发现什么呢?
我以十分度游标尺为例,游标尺上共十个刻度线全部之长为9毫米,注意,是9毫米!!比主尺上10个刻度线短1毫米,,,即每刻度表示0.9毫米
所以游标卡尺测量原理:游标尺上的全部刻度之长比主尺上相应刻度之长短1毫米
下面总结一下三种游标尺读数!!!!
一.十分度尺(强烈推荐)
游标尺刻度格数10 刻度总长9毫米每小格表示0.9毫米精度0.1毫米
测量结果:主尺上读的毫米数+0.1n(n为游标尺上第n个与主尺刻度线对齐的格数)二.20分游标尺
游标尺刻度格数20 刻度总长19毫米每小格表示0.95毫米精度0.05毫米
测量结果:主尺上读的毫米数+0.05n(n为游标尺上第n个与主尺刻度线对齐的格数)三.50分游标尺
游标尺刻度格数50 刻度总长49毫米每小格表示0.98毫米精度0.02毫米
测量结果:主尺上读的毫米数+0.02n(n为游标尺上第n个与主尺刻度线对齐的格数)。