班组不良品统计表
合集下载
不良品统计表样表
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
00000000 00000000 00000000 00000000
0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
#DIV/0! #DIV/0! #DIV/0!
17:30-19:30 总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
7:30-9:30 9:30-11:30 11:30-13:30 13:30-15:30 15:30-17:30 17:30-19:30
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
00000000 00000000 00000000 00000000
0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
#DIV/0! #DIV/0! #DIV/0!
17:30-19:30 总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
7:30-9:30 9:30-11:30 11:30-13:30 13:30-15:30 15:30-17:30 17:30-19:30
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
不良品分析统计表

256
0
不良率 0.00%
良率=产品总数/抽检数*抽检不良品总数/产品总数
100
90
#DIV/0!
80
#DIV/0!
70
#DIV/0!
60
#DIV/0!
50
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
40
30
20
10
0
0
0
0
0
0
0
0
0
0
#DIV/0!
可接受
B类-可接受
全天总产品不良率
抽检数
抽检不良品总数
256
0
不良率 0.00%
抽检数
抽检不良品总数
椭圆
水纹
不良品
0
备注:
压盖不良数量分类统计
盖体毛边 缺料 压坏
0
0
0
0
0
0
0
0
0
0
0
0
0
0
产品不良项目 变形 黑点 色差 椭圆
水纹
不良品合计
0 0 0 0 0 0 0
不良率 (%)
0.00% 0.00% #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.00%
数量
柏拉图分析
不良率%
盖口毛边
0
盖体毛边
0
缺料
0
压坏
0
变形
0
3:50 黑 点
色差
椭圆 水纹
不良品
0
时间
23:40 3:50 0:00 0:00 0:00 0:00 总计
样品 数 盖口毛边
128
不良品统计表图表
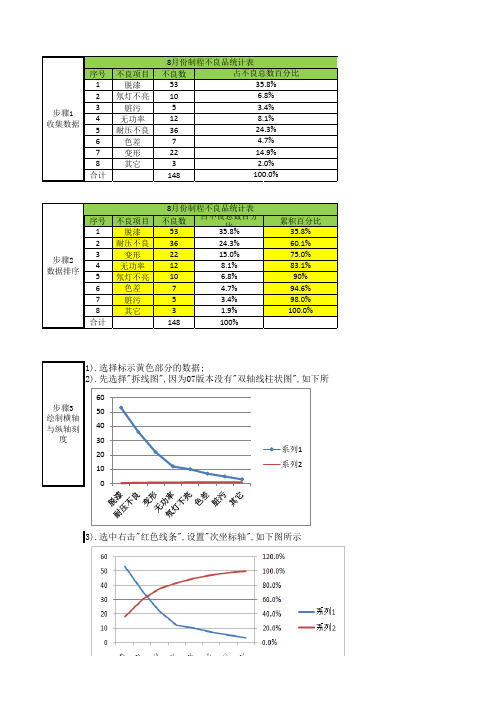
序号不良项目不良数1脱漆532氖灯不亮103脏污54
无功率125
耐压不良366
色差77
变形228
其它3合计148
序号不良项目不良数占不良总数百分比累积百分比1脱漆5335.8%35.8%2耐压不良3624.3%60.1%3变形2215.0%75.0%4
无功率128.1%83.1%5
氖灯不亮10 6.8%90%6
色差7 4.7%94.6%7
脏污5 3.4%98.0%8
其它3 1.9%100.0%合计148100%
步骤1
收集数据步骤2
数据排序步骤3
绘制横轴
与纵轴刻
度3).选中右击"红色线条",设置"次坐标轴",如下图所示
100.0%8月份制程不良品统计表1).选择标示黄色部分的数据;
2).先选择"拆线图",因为07版本没有"双轴线柱状图",如下所8.1%24.3%4.7%14.9%2.0%8月份制程不良品统计表占不良总数百分比35.8%6.8%3.4%010
20
30
405060
系列1系列2
5).再选中右击蓝色线条,更改图表类型为柱状图,如下所示6).再选中右击红色线条,更改"数据系列格式",如下图所示4).选中更改左右和下面轴线的格式,如下图所示
35.8%
60.1%75.0%83.1%90%94.6%98.0%0%10%20%30%40%50%60%70%80%90%100%0102030405060708090100110120130140系列1系列2。
不良品统计表样表
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
7:30-9:30 9:30-11:30 11:30-13:30 13:30-15:30 15:30-17:30
00000000 00000000 00000000 00000000 00000000 00000000 00000000
录
0
0
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
品质不良统计表
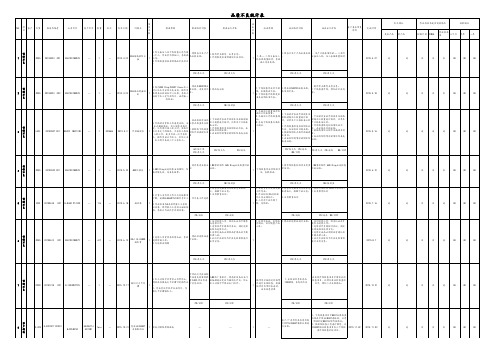
在本线外观检查项目中增加此项 检查项目,并增加至分析检查项
目中,增加二次全检确认。
2015.12.21
是
PD/田军
PD/田军
PD/田军
PD/田军
客
8
户 抱
S-CUV S-CUV1511101001
BJ92LBP34
44306T7J H011M1
1pcs
--
2015.10.31
变速箱端BOOT 未装配到位
流出。
PD/冉大杰
ME/张传星 PD/冉大杰
2015.12.27
是
是
1、对厂内P32R库存EPT小
Band夹紧位置进行全检,并
客
12
户 抱
P32R P32R160304001 EBJ100MBG35A
39100 4BA1E
1PCS
XE2FY11C3 052
2016/3/4
BOOT装配位置 不良
1
1、制程中拉力过大导致BOOT装配 位置不良
2、流出对策--a.出货时要求备货 员分件号逐项备货,并且备货完
成后要再次确认。(12/4许小
2015.12.4
2015.12.08
龙) b.对备货人员再次进行备货
是
是
流程培训。(12/4许小龙)
SP/许小龙
SP/许小龙
SP/许小龙
SP/许小龙
制
10
程 不
良
1、制作刀具补正方法OPL对全员培训
S-CUV 20151220001
1
出货员换装时零件识别错误导致标 签贴反
对客户端出货标签 互换后使用;
现出货对照主要为零件条码/厂内件号 /客户件号核对,后续增加零件条码/ 厂内件号/客户件号/实物照片对照 表,防止下次再发。
不良品统计表
5
6
7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
22 23 24 25 26 27 28 29 30 31
不良品统计表
序号
料号
物料描述
IQC检验不良 数
生产线退不良品
作业不 来料不
良
良
上月盘点数
来料不料作业不良 原材料来料不
(2)仓原库存
良
良品转
来料不良
作业不 良
作业不良出库
作业不 良出库
作业2仓转1仓 作业1仓转2仓 报废
转良品 出生产 出零星
转来料不 良
作业不良 出库总数
当前原材料(2)仓不良实 际库存
来料不良调仓
作业不良
来料不良
来料2仓转1 来料1仓转2
仓
仓
报废
出生产
来料不良出库
来料不良出库 出零星 转作业不良 转良品
退供应商
来料不良 出库总数
售后退 其它
来料不良
来料转 入
其它
来料转 出
其它 作业转
入
其它作 当前仓库不良实际库存 仓库不 每日退供应商
业转出 来料不良 作业不良 良总计 1 2 3 4