FANUC的网络配置
FANUC的网络配置
F A N U C的网络配置Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】FANUC以太网接口技术交流ID号_ dwxc2009004 _日期 _文件使用的限制以及注意事项等文件版本更新的纪录目录FANUC 0i-D系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
1. 内嵌式以太网FANUC 0i-D系列中的0i-MD/0i-TD系统都标准配置有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进行NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:·基于FTP 传输功能的NC 程序传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
·基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视系统。
此外,可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件;也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
·可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
fanuc网线数据传输

电脑端首先设定IP和子网掩码(最基本设定)设定数据服务器功能所需的基本参数如要使用数据服务器功能,需将系统参数#20设为5 下面进行CNC端IP等参数设定点击SYSTEM-ÆETHPRM-Æ操作—》板卡下面进行电脑端servu软件的设定(servu软件用于电脑做数据服务器时)a.安装Serv-U,包括汉化和注册(试验时用的是Serv-U v6.4.0.6)。
b.打开“Serv-U Administrator”,在左侧“域”图标上按右键并选择“新建域”。
在弹出的对话框中填入“域地址”192.168.1.1,单击“下一步”。
在“域名”中填入任意合法名称,如“computer-ftp”,单击“下一步”。
“域端口号”必须填写21(不能是其它端口,如果其它程序已经占用21 号端口,请立即修改此程序的端口,或者卸载此程序),单击“下一步”。
在“域类型”中选择“存储于.INI 文件”,单击“下一步”。
c.在新建的域下的用户图标上按右键并选择“新建用户”。
在弹出的对话框中的“用户名称”中填入wanghw,密码输入123,单击“下一步”。
在“主目录”填入一个非盘符的并且存在的目录路径,例如在C 盘有一个叫SERVU 的文件夹,那么就可以填写“C:\SERVU”,单击“下一步”。
在“是否锁定用户于主目录”中选择“是”,单击“完成”。
d.单击“用户”下的“wanghw”,在右侧的选项卡中选择“目录访问”,单击“C:\SERVU”,并把右侧的复选项都选上,单击“应用”。
e.最后,单击左侧的“本地服务器”,把右侧的选项“自动开始(系统服务)”选中,并单击弹出的“警告”窗口中的“确定”。
服务器连接成功后,servu软件将会出现“服务器正在运行”字样编辑方式下,点击MDI键盘程序—》扩展—》主机—》操作—》板卡—》,将会出现下图上图为电脑端C盘servu文件夹内的文件;如果“服务器正在运行”,CNC界面未出现上图,那么可能为系统访问电脑服务器的权限不够,请检查防火墙、用户名权限等。
FANUC CNC与电脑通过以太网连接WFTPD
CNC与电脑通过内置以太网连接传输方法
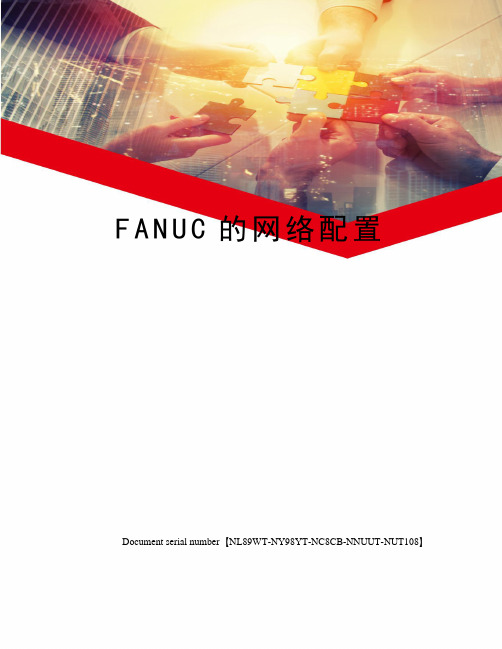
1.电脑端设置
(1)下载软件,下载链接:/c3HWeMmyqzA5n (提取码:3408)。
(2)设置网络IP:
(3)关闭Windows防火墙:
(4)Wftp.exe软件设置:
打开软件,点击菜单栏的Security—>Usesr/rights…
弹出Uses/rights Security对话框,点击New User…创建用户(用户名和密码)
点击Browse…,选择电脑中程序所在的文件目录:
点击Rights<<,设定用户权限,勾选完成后点击Done完成设定。
C端设置
(1)共同设定
按—>—>—>:
按—>—>—> :
(2)FTP传输设定
按—>—>—> :
C与电脑传输(通过内置以太网)
(1)通道号(参数号No.20)改为9,使用内嵌(网线)进行传输:
(2)在模式下,按—>—>—>—>,即可在CNC上显示电脑中的程序文件。
FANUC DEVICENET配置说明

FANUC DeviceNet IO 配置说明一、硬件连接1.系统要求a.FANUC Device Net 接口板b.FANUC R-J3iC 控制柜c.DeviceNet 接口设备d. 5 芯Phoenix 接口*2+专用电缆+120Ω电阻*2e.系统软件——DeviceNet Interface(J753)2.连线图以WAGO750-346 I/O 模块为例,硬件连接如下:图 1. DeviceNet 连接由于FANUC 按照I/O 个数进行分配,所以WAGO 数字量模块可以单块(750-402,750-504)的加入,无须凑齐8 位的倍数加入。
但是在机器人识别时,仍按照8 的整数倍分配I/O。
配置的最后几位I/O 无法使用。
3.MAC 地址设置接口板和I/O 设备均需要设置MAC 地址,DeviceNet 链中所有设备必须都有唯一的MAC 地址。
后续软件配置中需要使用,必须配置正确。
a.FANUC 接口板MAC 地址设置以单通道DeviceNet 接口板SST-DN3–104 为例:接口板MAC 地 址拨码开关 (DIP )图 2. 接口板MAC 地址设置b. Device Net I/O 设备 MAC 地址设置以 WAGO (750-346)模块为例:图 3. WAGO (750-346)MAC 地址设置二、 软件设置完成硬件连接后,开始软件配置。
必须确保机器人先于 DeviceNet设备上电,否则有很大几率出现设备无法连接的问题。
1. 进入 MENUS->I/O->DeviceNet 界面。
将当前使用的接口卡激活(ONLINE )。
如果出现无法激活的情况,请检查接口卡的MAC 地址设置。
确保DIP 开关号与插槽号(RACK)相一致。
图4. 激活DeviceNet 接口卡2.板卡激活后,按DIAG 键进入诊断界面,开始寻找外部I/O 设备。
如果不确定外部设备的MAC 地址,点击BROWSE 键可以自动寻找外部设备。
FANUC工业机器人配置与编程技术 第3章 EtherNetIP配置

3.1 3.2 3.3 3.4 3.5 3.6 3.7 EtherNet/IP的概述 适配器方式设定 扫描仪方式设定 EtherNet/IP的DeviceNet路由设定 EtherNet/lP的I/O设定 网络设计和性能 诊断和故障检修
3.1 EtherNet/IP的概述
• 在2个以太网端口中,可设定为在EtherNet/IP中使 用其中的一个或两个都使用。同时使用两个端口 时,务必设定为不同的子网。此外,端口2(CD3 8B)被最优化为EtherNet/lP等的以太网I/O通信协议。 由此,工业机器人通过HTTP、FTP等访问的网络与 端口1(CD3 8A)连接,而EtherNet/IP的封闭的网络 与端口2(CD38B)连接是一个好方法。
• 2、
• (1)网络设计和施工:良好的网络设计和遵照施工上 的惯例,有利于构建安全可靠的网络极为重要。 • (2)IP地址的设定:所有的网络设备必须拥有有效的IP 地址。 • (3)设定适配器设备:适配器设备有时需设定I/O容量 等。 • (4)设定扫描仪设备:必须设定与扫描仪设备所连接 设备(适配器)的清单。并且,必须设定各自的连接参 数。 • (5)EtherNet/IP的I/O分配在工业机器人的数字、模拟、 外围设备I/O上。 • (6)设定备份。
• 3、EtherNet/IP状态画面中显示项目的说明:
• (1)Description(注释),初始设定为Connection x,这 是适配器的插槽编号:此项目对适配器连接、扫描仪连接 进行说明。可根据具体的器材/设备,自由更改字符; • (2)TYP(类型),初始设定为ADP:此项目表示设定为 适配器连接或扫描仪连接方;。 • (3)Enable(有效),初始设定为TRUE(适配器1), FALSE(适配器2-32):此项目表示适配器或扫描仪有效 (TRUE)或无效(FALSE); • (4)Status(状态)栏显示以下的值表示:OFFLINE-连接 无效;ONLINE -连接有效,但不是主动型如,等待确立连 接;RUNNING -连接有效且为主动型。(进行I/O的发送和 接收处理);PENDING -表示设定已更改,必须将工业机 器人的电源置于OFF后,再次置于ON; • (5)Slot(插槽):该项目的值用于将EtherNet/IP的l/O分 配在数字l/O、组I/O、外围设备l/O中。
FANUC-MF系统 以太网设置方法
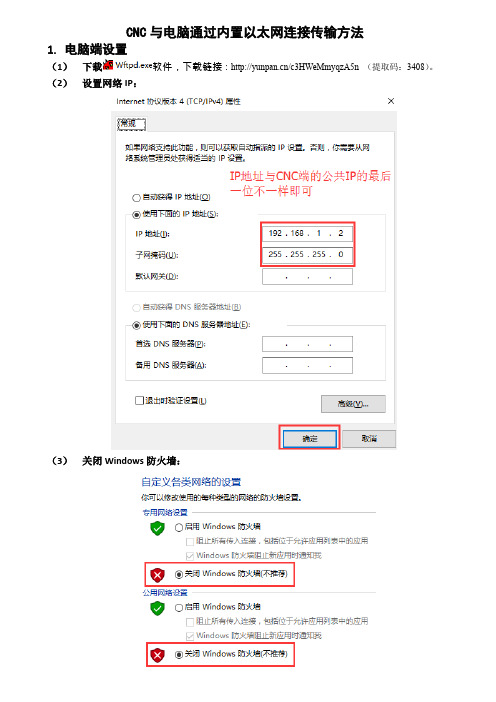
F0i MF系统以太网的使用(CN-FTPServ)1.先把电脑与系统用网线连接,再查看并设置电脑端的IP地址,双击电脑桌面【网络】。
注:电脑配Win7系统桌面显示【网络】,XP系统桌面显示【网上邻居】!单击【网络和共享中心】点击【本地连接】点击【属性】,找到Internet协议版本4(TCP/IPV4)并选择,再点击【属性】。
查看IP地址或设置【192.168.1.2】,点击【子网掩码】,会自动显示255.255.255.0然后点击【确定】退出即可。
注意:必要时关闭防火墙!2.拷贝软件【CN-FTPServ】,并打开软件文件夹,如下图,双击【cn-FTPServ.exe】应用程序安装包进行安装,并新建快捷方式;打开软件;点击【设定】,再点击【IP限制】;设置【IP限制】菜单如下图,设置【允许】的IP列表:【192.168.1.*】,点击【添加】并【关闭】即可;再点【设定】-->【用户】;点击【新建用户】,并输入用户名,如【WN】,点【OK】;设置密码、选择放程序的文件目录等,按下图设置,并【保存】;(先在电脑F盘新建【FANUC】文件夹,选择这个文件夹)3.系统上的设置,先把I/O通道设置为【9】。
选择系统面板上【SYSTEM】键。
系统参数14885#1设【1】,14885#0设【0】,13115#4#5设【11】,11630#1设【1】;再按屏幕下面的扩展键(最右边的三角键),连续6次,显示【内藏口】并选择:选择【公共】,设置系统的IP地址,要求不能与电脑一致,如【192.168.1.1】:选择【FTP传送】,如下图设置主机名(电脑的IP地址)、端口号(21)、用户名、密码,与软件设置保持一致。
按【+】扩展菜单,选择【PING】。
按【操作】,选择【PING FTP1】,屏幕上出现【收到应答】即可。
4.把程序放在【F:/FANUC】文件夹中。
格式:.NC、.PRG、.TXT、无后缀等都行。
FANUC的网络配置

FANUC的⽹络配置F A N U C的⽹络配置Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】FANUC以太⽹接⼝技术交流ID号_ dwxc2009004 _⽇期 _⽂件使⽤的限制以及注意事项等⽂件版本更新的纪录⽬录FANUC 0i-D系列系统的以太⽹硬件设备主要有以下两种:快速以太⽹板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太⽹功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太⽹和PCMCIA⽹卡,⽽0i-Mate MD和0i-Mate TD只标配PCMCIA⽹卡。
PCMCIA⽹卡和内嵌式以太⽹的功能接近,只是PCMCIA⽹卡不⽀持FANUC程序传输软件。
1. 内嵌式以太⽹FANUC 0i-D系列中的0i-MD/0i-TD系统都标准配置有⽀持100Mbps 的内嵌式以太⽹。
将CNC 与电脑连接起来,即可进⾏NC 程序的传输、机械的控制和运⾏状态的监视、机械的调整和维护。
其基本功能包括:·基于FTP 传输功能的NC 程序传输可通过CNC 画⾯的操作来传输NC 程序。
电脑侧使⽤FTP 服务器软件,所以,可以与Windows 环境以外的主机⼀起传输NC 程序。
·基于FOCAS2/Ethernet 的机械的控制和监视可利⽤i CELL 和CIMPLICITY,创建进⾏机械的控制和监视系统。
此外,可以直接使⽤FOCAS2/Ethernet 功能,创建独特的应⽤软件;也可通过CNC 主导信息通知功能,利⽤NC 程序、或者梯图程序发出的指令,从CNC ⾃发地向电脑的应⽤程序通知信息(CNC/PMC数据)。
·可以在线进⾏基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
FANUC—0iD系统伺服总线的网络配置及研究

FANUC—0iD系统伺服总线的网络配置及研究串行伺服总线(FSSB)是FANUC-0iD数控系统CNC与伺服放大器连接的串行总线,正确设置FSSB总线参数是数控系统工作的重要部分,文章分析了FSSB总线设定的三种方法。
标签:串行伺服总线;设定方法;参数1 总述FSSB是FANUC数控系统的高速串行伺服总线,是Fanuc Serial Servo Bus 的简称,是1台主控器(CNC装置)和多台从控器用光缆连接起来,在CNC与伺服放大器间进行通信。
主控器指CNC本体,从控器是指伺服放大器(主轴放大器除外,主轴放大器是用光缆连接,但不是FSSB总线)及分离型位置检测器用的接口装置。
FSSB在硬件上连接好后,还需设定FSSB总线参数。
使用FSSB对进给轴控制时,需要设定下列参数将FSSB上所连接的放大器分配给对应的机床坐标轴:No.1023、No.1905、No.1936、1937、No.14340-14349、No.14376-14391。
2 设定方法(1)自动设定一是设定系统的总控制轴数。
系统总控制轴数参数为8130,进给轴有几轴在8130中相应设定为几,如图1的配置设定为5。
二是伺服参数初始化。
按实际伺服电动机的连接形式、控制功能及电动机ID代码,正确设定伺服参数,执行系统伺服参数初始化操作。
三是正确设定伺服轴名和伺服轴属性。
1020是系统伺服轴名设定参数,参考表1根据实际情况设定,1022是伺服轴属性参数,设定时参看表2。
四是在自动设定之前将参数1902#0设置为“0”,1902#0设定为0时指FSSB的设定方式为自动设定方式,设定为1时是手动设定方式2;1902#1设定为0时自动设定未完成,当自动设定成功实现时,该位自动设定为1,系统断电再重新上电,进行轴设定的自动计算。
五是利用FSSB设定页面,输入轴和放大器的关系。
首先是FSSB(AMP)设定-建立驱动器与轴号之间的对应关系,进入“参数设定支援”页面,单击【操作】,将光标移动至“FSSB(AMP-放大器)”处,单击【选择】,出现参数设定页面如图2所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC以太网接口技术交流ID号_ dwxc2009004 _日期_2009、12、15文件使用得限制以及注意事项等文件版本更新得纪录目录1、内嵌式以太网ﻩ错误!未定义书签。
2、以太网与数据服务器软硬件得比较........................................................ 错误!未定义书签。
2、1以太网板与快速数据服务器板ﻩ错误!未定义书签。
2、2 以太网功能与数据服务器功能ﻩ错误!未定义书签。
3、以太网功能 ................................................................................................... 错误!未定义书签。
3、1以太网功能及其相关软件ﻩ错误!未定义书签。
3、2以太网功能在CNC上得设定ﻩ错误!未定义书签。
3、3以太网功能应用 ............................................................................... 错误!未定义书签。
4、数据服务器功能ﻩ错误!未定义书签。
4、1实现数据服务器功能得基本工作模式........................................ 错误!未定义书签。
4、2CNC与电脑得连接 ..................................................................... 错误!未定义书签。
4、3关于FTP文件传输协议................................................................ 错误!未定义书签。
4、4 使用电脑作为FTP传输得服务器端 .............................................. 错误!未定义书签。
4、5使用CNC作为FTP传输得服务器端ﻩ错误!未定义书签。
5、WindowsXP下FTP服务得使用与设定.......................................... 错误!未定义书签。
5、1 使用Windows XP自带得IISﻩ错误!未定义书签。
5、2使用Serv-Uﻩ错误!未定义书签。
6、CNC系统与PC得连接调试步骤与技巧ﻩ错误!未定义书签。
6、1 在本地确认FTP服务器工作正常................................................... 错误!未定义书签。
6、2检查网络连接就是否正常ﻩ错误!未定义书签。
6、3 确认CNC设置并联机调试ﻩ错误!未定义书签。
7、附录ﻩ错误!未定义书签。
FANUC 0i-D系列系统得以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)与数据服务器板(Fast DataServer Board),对应功能叫做以太网功能(EthernetFunction)与数据服务器功能(DateServer Function)。
现0i-MD与0i-TD系统都标配有内嵌式以太网与PCMCI A网卡,而0i-MateMD与0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡与内嵌式以太网得功能接近,只就是PCMCIA网卡不支持FANUC程序传输软件。
1、内嵌式以太网FANUC0i-D系列中得0i-MD/0i-TD系统都标准配置有支持100Mbps 得内嵌式以太网。
将CNC 与电脑连接起来,即可进行NC程序得传输、机械得控制与运行状态得监视、机械得调整与维护。
其基本功能包括:·基于FTP 传输功能得NC程序传输可通过CNC 画面得操作来传输NC 程序。
电脑侧使用FTP 服务器软件,所以,可以与Windows 环境以外得主机一起传输NC程序。
·基于FOCAS2/Ethernet 得机械得控制与监视可利用i CELL 与CIMPLICITY,创建进行机械得控制与监视系统。
此外,可以直接使用FOCAS2/Ethernet 功能,创建独特得应用软件;也可通过CNC 主导信息通知功能,利用NC程序、或者梯图程序发出得指令,从CNC 自发地向电脑得应用程序通知信息(CNC/PMC数据)。
·可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE得机械得调整与维护、梯图程序得维护与伺服电机得调整。
0i-D系统支持得各种网络接口得功能如下表所示:(注:(*)部分功能限制)2、以太网与数据服务器软硬件得比较2、1以太网板与快速数据服务器板无论快速以太网板(A02B-0309-J299)还就是快速数据服务器板(A02B-0309-J146),都可以认为就是FANUC提供得可直接连接以太网得硬件接口,所谓得“快速”就是针对以太网传输速度而言,理论上得传输速率可以达到100Mbps。
快速以太网板与快速数据服务器板使用不同得软件可以实现各自不同得功能。
尽管快速以太网板与快速数据服务器板得PCB板板号不同,但从硬件结构上来瞧,她们得主要芯片都就是一样得,只就是快速数据服务器板比快速以太网板多了一个CF卡(pact Flash Card)插槽。
另外从功能上瞧,以太网功能也可以在快速数据服务器板上实现。
或者说快速数据服务器板在硬件上已经完全包含了快速以太网板得功能,但就是必须在订货得时候选择相应得以太网功能(A02B-0310-S707)才可以使用。
2、2 以太网功能与数据服务器功能快速以太网板与快速数据服务器板具有各自不同得硬件,那么相对于这两种硬件,FANUC分别提供了两种不同得软件功能,分别为:以太网功能(A02B-0310-S707)与数据服务器功能(A02B-0310-S 737)。
所谓功能,可以简单得理解为软件,以方便与前面所说得硬件加以区别。
FANUC得软件与硬件都就是有固定得匹配关系,对于以太网得相关功能来说,快速以太网板只能选择以太网功能;而快速数据服务器板则比较灵活,可以选择以太网功能或数据服务器功能,或者两者皆选。
3、以太网功能以太网功能全称就是EthernetFunction,软件FOCAS就是FANUCO pen CNC API Specifications得所写,目前通用得就是第2版,第1版适用于早期得系统,对于0i系统两个版本没有什么太大得区别。
FANUC以太网相关得软件功能,都就是这个平台上完成得。
3、1 以太网功能及其相关软件以太网功能主要包含:NC数据传送、远程控制等。
但就是前面说过了,快速以太网板仅仅就是一个硬件接口,联机通讯得时候还需要专用得FANUC软件。
FANUC系统使用得以太网软件从来源上分主要有以下两种:1.直接购买FANUC提供得相关软件,如:基本操作包1(FANUC Basic OperationPackage 1/A02B-0207-K752)、远程诊断包(Machine Remote Diagnose Package/A08B-9210-J515)等,详细内容可以参考订货清单;2.使用MicrosoftVisual Basic或者Visual C++,配合FANUC提供得FOCAS2(A02B-0207-K737)应用程序接口(API)进行自主编程。
3、2 以太网功能在CNC上得设定FANUC得以太网功能主要通过TCP/IP协议实现,使用得时候在CNC系统上只需设定CNC得IP、TCP与UDP端口等信息即可。
以太网、内嵌式以太网与PCMCIA得设定方法一样,下面以内嵌式以太网得设定方法为例进行说明,具体操作方法如下:当按下功能键SYSTEM键后,扩展显示[内置][PCMCIA],分别按下以上两软健,都会出现[公共][FOCAS2]。
注意得就是,两套参数就是独立得。
*以下就是以[内置]进行说明* 可以与3个不同IP地址(PC)联机(1)[公共]画面:(2)[FOCAS2]画面: (3) [FTP传送] 画面:注意:该画面得IP地址应与PC端IP设置相同。
(4)主机文件列表显示画面:按下软健[操作]-[设备]当设备有效中“内置板”切换到“PCMCIA”选项后,按照(4)中设置方法,CNC与PC用网线直连可进行FANUC LADDER-Ⅲ通讯操作,SERVO GUIDE在线调整。
3、3 以太网功能应用假设我们希望使用以太网连接电脑与CNC进行远程控制,电脑端必须要有一个以太网卡,CNC端则需要一个快速以太网板或者其她以太网接口并选择以太网功能;另外,在电脑上还需要有相应得控制软件,比如基本操作包1。
这样,我们就可以通过以太网来控制车间中得机床了。
4、数据服务器功能FANUC系统得数据服务器功能,主要用于加工程序存储空间得扩展以及使用数据服务器方式得DNC加工。
数据服务器得数据传输基于快速以太网,使用FTP文件传输协议。
简单得说,数据服务器功能就是建立在快速以太网板得基础上,可以用硬盘或CF存储卡完成DNC加工。
数据服务器方式进行DNC加工比普通DNC加工更加可靠,也更加稳定。
另外,因为数据服务器使用了FTP文件传输协议,所以电脑上可以完全脱离FANUC得软件进行各种传输工作,更具灵活性。
目前FTP相关软件很多,使用非常方便。
4、1 实现数据服务器功能得基本工作模式使用数据服务器功能进行DNC加工必须使用快速数据服务器板才可以实现,数据服务器共有两种工作模式:1.存储(STORAGE)模式此模式相当于用快速数据服务器板本身作为数据服务器得存储介质。
DNC加工时,程序从板载CF卡输出到CNC;而板载CF卡上得加工程序则事先通过外部电脑传入,传输得时候同样使用FTP协议与电脑建立连接。
数据流向如图:使用存储模式时,必须使用板载CF存储卡,并将NO、20参数设为5。
在此模式下,DNC加工得时候程序直接来自CF卡,不需要借助外部设备,工作更加稳定。
2.FTP模式此模式相当于用外部电脑作为数据服务器得存储介质。
DNC加工时,程序直接从电脑输出到CNC,数据流向如图:使用FTP模式时,也要将NO、20参数设为5,但不需要使用额外得板载CF卡。
但由于DNC加工程序就是通过FTP协议直接从电脑上读取,所以需要在电脑上安装相应得FTP服务器控制软件(如:IIS、Serv-U等)。
这两种方式可以通过DS方式画面进行切换。
具体操作如下:按[选择板] 软键,扩展找到[DS方式] 软键,进入DS方式设定画面:再按[操作] 软键进入下图所示画面,选择存储模式或者FTP模式。
4、2 CNC 与电脑得连接CNC 与电脑得连接方式主要有两种:一种就是CNC 在FTP 模式下,使用电脑作为FTP 传输得服务器,用数据服务器功能进行DN C加工;另一种则就是CNC 在存储模式下,使用CNC 作为FTP 传输得服务器,通过电脑向CF 卡上传输加工程序。