SPC计算公式
SPC控制图计算公式
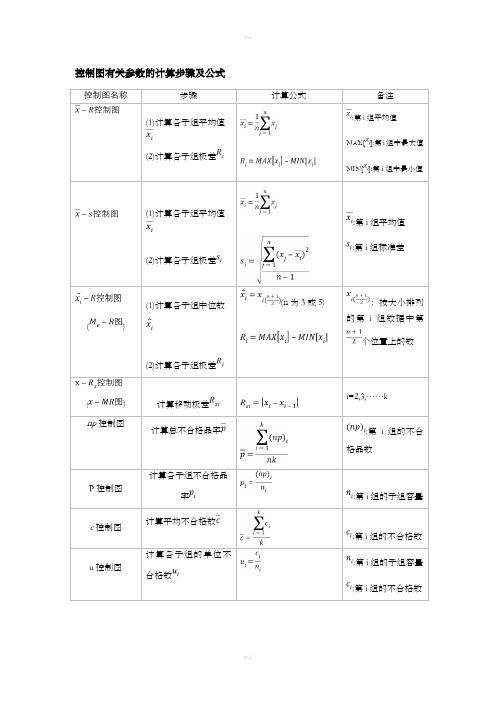
控制图有关参数的计算步骤及公式控制图名称步骤计算公式备注(1)计算各子组平均值(2)计算各子组极差:第i组平均值MAX[]:第i组中最大值MIN[]:第i组中最小值(1)计算各子组平均值(2)计算各子组极差:第i组平均值:第i组标准差()(1)计算各子组中位数(2)计算各子组极差(n为3或5):按大小排列的第i组数据中第个位置上的数()计算移动极差i=2,3,……knp控制图计算总不合格品率:第i组的不合格品数P控制图计算各子组不合格品率:第i组的子组容量c控制图计算平均不合格数:第i组的不合格数u控制图计算各子组的单位不合格数:第i组的子组容量:第i组的不合格数控制图中控制限的计算控制图名称 中心线(CL )上、下控制限(UCL 与LCL ) 备注CL==UCL=LCL=①当LCL 为负值时,取0为自然下限 ②,,,,,,查控制图系数表RCL==UCL= LCL=CL==UCL= LCL=sCL==UCL= LCL=CL==UCL= LCL= RCL==UCL= LCL=()xCL==UCL= LCL=CL==UCL=3.267 LCL=0P 图CL=UCL=LCL=np 图CL=nUCL= LCL=c图CL==UCL= LCL=u图CL=UCL= LCL=。
SPC控制图计算公式

计算移动极差
i=2,3,……k
np控制图
计算总不合格品率
:第i组的不合格品数
P控制图
计算各子组不合格品率
:第i组的子组容量
c控制图
计算平均不合格数
:第i组的不合格数
u控制图
计算各子组的单位不合格数
:第i组的子组容量
:第i组的不合格数
控制图有关参数的计算步骤பைடு நூலகம்公式
控制图中控制限的计算
控制图名称
中心线(CL)
CL= =
UCL=3.267
LCL=0
P图
CL=
UCL=
LCL=
np图
CL=n
UCL=
LCL=
c图
CL= =
UCL=
LCL=
u图
CL=
UCL=
LCL=
控制图名称
步骤
计算公式
备注
(1)计算各子组平均值
(2)计算各子组极差
:第i组平均值
MAX[ ]:第i组中最大值
MIN[ ]:第i组中最小值
(1)计算各子组平均值
(2)计算各子组极差
:第i组平均值
:第i组标准差
( )
(1)计算各子组中位数
(2)计算各子组极差
(n为3或5)
:按大小排列的第i组数据中第 个位置上的数
上、下控制限(UCL与LCL)
备注
CL= =
UCL=
LCL=
当LCL为负值时,取0为自然下限
, , , , , , 查控制图系数表
R
CL= =
UCL=
LCL=
CL= =
UCL=
LCL=
s
CL= =
SPC计算公式

計
量 值 概 念
多品質特性圖
基礎篇
7.品質指標:
5.
USL :規格上限 SL :規格中心值
品質規格要求
計
量 值 概 念
LSL :規格下限
XUCL:Xbar管制圖的管制上限 Xbar: Xbar管制圖的中心值 XLCL:Xbar管制圖的管制下限 RUCL:Rbar管制圖的管制上限 RBar:Rbar管制圖的中心值 RLCL:Rbar管制圖的管制下限 Ca Cp Cpk PPM :製程准确度 製程精密度(製程潛力) 製程能力 Parts Per Million
σa是統計上的標準差概念, 即是按上述公式計算出來的 σs是為了在品管中有一個相對比較值而引進的, 計算方法是 σs=(USL-LSL)/6
技術篇
2.管製界限
1.
S P C 的 品 質 指 標
管製中心線(Center Line):
即實際數據的平均值(即Xbar)
CL=Xbar 管製上限(Upper Control Level, 縮寫為UCL):
LCL CL UCL
B.單邊上限規格
Cp=(USL-CL)/3σa=CpU
LCL
SL CL
USL UCL
技術篇
3.品質指標
1.
S P C 的 品 質 指 標
製程能力指數(Cpk):
A.雙邊規格 Cpk= (1-Ca)*Cp B.單邊上限規格 CPK=CPU=Cp C.單邊下限規格 CPK=CPL=C p
技術篇
3.品質指標
1.
C.單邊下限規格
LSL LCL SL CL USL UCL
S P C 的 品 質 指 標
Cp=(CL-LSL)/3σa=CpL
计算公式集合

SPC计算公式表二------计算PpK導體電阻計算公式:實測:1M試樣導體電阻值讀取:R t=(R步進盤+R滑盤)×倍率20℃1KM導體電阻換算公式R 20=Rt×254.5/(234.5+t)×1000/L (單位:Ω/KM)注:L為試樣長度/M,R t為試樣實測電阻值/Ω,t為測試時溫度/℃導體電阻率換算公式:ρ=3.14×R t×d2/4L 或者ρ= R t×S×K(單位:Ω•mm2/M)注:L為試樣長度/M,R t為試樣實測電阻值/Ω,d為導體直徑/mm,S為導體截面積,K為測試時溫度/℃導體截面積和絞合外徑:S=d*d*n*0.7854 d:為銅線直徑,n: 為銅線根數;束絞絞合外徑:D=√n *d*1.155 D:為絞合外徑,d:為銅線直徑,n: 為銅線根數;同心絞絞合外徑:D=(1+2n)*d n:為導體自內到外的層數,d:為銅線直徑;最小絕緣厚度係數:0.0254;如:UL要求7mil minimum at any point.即:0.0254*7=0.1778約等於0.18mm;抗漲強度:P=F/A (單位:kgf/mm2) P:為抗漲強度,F:為實測拉力值,A:為截面積;P单位为kgf/mm2(拉断F为kgf,截面积A为mm2)P=F/A*1428.6 (單位:PSI) P:為抗漲強度,F:為實測拉力值,A:為截面積;P单位PSI (拉断力F为磅,截面积A为inch2)1kgf=2.2lbsF;P单位为Mpa(拉断力F为N,截面积S为mm2,1Mpa=144.83183PSI)伸长率=(L2-L1)/L1*100%管状试样截面积A=0.7854×(OD2-D2)OD为管状绝缘体直径(单位mm);D为导体直径,单位mm.(绞式导体可采公式D=1.155×√N×d进行计算);A单位为mm2,換算成inch2则乘以0.00155即。
Spc应用计算公式(超全)

SPC所有公式详细解释及分析SPC统计制程管制计量值管制图: Xbar-R(平均-全距)、Xbar-S(平均-标准差)、X-MR(个别值-移动全距)、EWMA、CUSUM等管制图。
计数值管制图:不良率p、不良数np、良率1-p、缺点数c、单位缺点数u等管制图。
常用分析工具:直方图、柏拉图、散布图、推移图、%GRR...等。
公式解说制程能力指数制程能力分析制程能力研究在于确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。
制程能力研究的时机分短期制程能力研究及长期制程能力研究,短期着重在新产品及新制程的试作、初期生产、工程变更或制程设备改变等阶段;长期以量产期间为主。
制程能力指针 Cp 或 Cpk 之值在一产品或制程特性分配为常态且在管制状态下时,可经由常态分配之机率计算,换算为该产品或制程特性的良率或不良率,同时亦可以几 Sigma 来对照。
计数值统计数据的数量表示缺点及不良(Defects VS. Defectives)缺点代表一单位产品不符要求的点数,一单位产品不良可能有一个缺点或多个缺点,此为计点的品质指针。
例如描述一匹布或一铸件的品质,可用每公尺棉布有几个疵点,一铸件表面有几个气孔或砂眼来表达,无尘室中每立方公尺含微粒之个数,一片PCB有几个零件及几个焊点有缺点,一片按键有几个杂质、包风、印刷等缺点,这些都是以计点方式表示一单位产品的特性值。
不良代表一单位产品有不符要求的缺点,可能有一个或一个以上,此将产品分类为好与坏、良与不良及合格与不合格等所谓的通过-不通过(Go-NoGo)的衡量方式称为计件的品质指针。
例如单位产品必须以二分法来判定品质,不良的单位产品必须报废或重修,这是以计件方式来表示一单位产品的特值。
每单位缺点数及每百万机会缺点数(DPU VS. DPMO)一单位产品或制程的复杂程度与其发生缺点的机会有直接的关系,越复杂容易出现缺点;反之越简单越不容易出现缺点。
SPC计算公式和判定准则

SPC计算公式和判定准则SPC(Statistical Process Control,统计过程控制)是一种通过统计方法对过程进行监控和控制来确保产品质量的方法。
SPC包含了一系列的计算公式和判定准则,用于对过程数据进行分析和判断。
本文将介绍SPC的常用计算公式和判定准则。
一、计算公式1. 平均值(X-bar)和范围(R)控制图的计算公式:平均值控制图:X-bar = (X1 + X2 + ... +Xn)/n范围控制图:R = Xmax - Xmin2.方差(S)控制图的计算公式:方差控制图:S = √((∑(xi - x̄)²)/(n-1))其中,xi为单个数据点,x̄为平均数,n为样本个数。
3.标准差(σ)控制图的计算公式:标准差控制图:σ = √((∑(xi - x̄)²)/n)其中,xi为单个数据点,x̄为平均数,n为样本个数。
4. 标准分数(Z-score)的计算公式:标准分数:Z=(X-μ)/σ其中,X为观测值,μ为总体平均值,σ为总体标准差。
5.概率(P)的计算公式:概率:P=1-Z其中,Z为标准分数。
二、判定准则SPC通过控制图上的控制限来进行判定,一般包括控制线和规范线。
常用的判定准则有以下几种:1.控制线:控制线用于界定过程是否处于统计控制状态。
一般有上限控制线(UCL)和下限控制线(LCL)。
当数据点超过控制线时,表明过程处于非随机状态,可能存在特殊原因。
2.规范线:规范线用于界定过程是否处于规范状态。
一般有上限规范线(USL)和下限规范线(LSL)。
当数据点超过规范线时,表明产品或过程不符合规格要求。
3.判定准则:SPC根据运行趋势和控制限来进行判定,常见判定准则包括:-单点超出控制限:当单个数据点超出控制限时,可能存在特殊原因,需要进行调查和纠正。
-一组连续点趋势逐渐上升或下降:当连续的数据点呈增加或减少的趋势时,表明过程可能不稳定,需要进行调查和纠正。
SPC所有公式详细解释及分析
SPC所有公式详细解释及分析SPC(统计过程控制)是一种用于监控和控制过程变异的统计方法。
在SPC中,有许多公式用于计算统计量和确定控制界限,以帮助检测异常和评估过程的稳定性。
本文将详细解释和分析一些常见的SPC公式。
1. 平均值(Mean):平均值是样本数据的算术平均值。
计算平均值的公式是将所有观测值相加,然后除以观测值的个数。
平均值可以用来了解过程的中心位置。
2. 范围(Range):范围表示样本数据的最大值和最小值之间的差异。
计算范围的公式是将样本数据的最大值减去最小值。
范围主要用于检测过程变异的大小。
3. 方差(Variance):方差用于测量样本数据的离散程度。
计算方差的公式是将每个观测值与平均值的差异平方后相加,并除以观测值的个数减1、方差越大,表示过程的波动性越大。
4. 标准差(Standard Deviation):标准差是方差的平方根,用于衡量过程数据的离散程度。
标准差可以用来判断过程的稳定性和控制界限的设定。
标准差越大,表示过程的变异性越大。
5. 控制图界限(Control Limits):控制图界限是用来判断过程是否处于统计控制的范围内。
常用的控制图包括X-bar图和R图。
在X-bar图中,控制界限由平均值加减3倍标准差计算得到。
在R图中,控制界限由平均范围的加减2.66倍平均范围的标准差计算得到。
如果一个点超出了控制界限,则表示该点可能是异常值或过程发生了变化。
6. 过程能力指数(Process Capability Index):过程能力指数用来衡量过程在规格限制内产生产品的能力。
常用的过程能力指数包括Cp、Cpk、Pp和Ppk。
Cp和Pp表示过程的潜在能力,只考虑过程的平均值和规格限制的距离;Cpk和Ppk表示过程的实际能力,同时考虑过程的变异性。
7. 规格上限与规格下限(Specification Limits):规格上限和规格下限是产品或过程的设计要求。
当产品或过程的测量值超出规格限制时,表示产品或过程不符合设计要求,可能需要调整或改进。
SPC计算公式及参数
類別
-R
X-Rm
平均值(個別值)
管制圖
【 (X)Leabharlann 制圖】管制上限管制中心線
管制下限
全距(移動全距)
管制圖
【R(Rm)管制圖】
管制上限
D4*
管制中心線
管制下限
D3*
2)計量值管制圖之常數對照表﹕
樣本數值(n)
A2
D3
D4
E2
2
1.880
0
3.267
1.128
0.184
1.816
2.970
1.010
10
0.308
0.223
1.777
3.078
0.975
16
0.212
0.363
1.637
3.532
0.849
註:X-Rm管制圖查計量值管制圖之常數對照表時,查n=2之數值。
3)計數值管制圖的計算公式﹕
類別
nP
P
C
U
管制
上限
管制
中心線
管制
下限
A平均值﹕ =(X1+X2+…+Xn)/n;
2.660
3
1.023
0
2.574
1.693
1.772
4
0.729
0
2.282
2.059
1.457
5
0.577
0
2.114
2.326
1.290
6
0.483
0
2.004
2.534
1.184
7
0.419
0.076
1.924
2.704
SPC计算公式和判定准则
SPC计算公式和判定准则SPC(Statistical Process Control,统计过程控制)是一种用于监测和控制过程稳定性的方法,通过对过程进行统计分析和监测,可以及时发现过程中的变异,从而采取相应的控制措施,提高过程的稳定性和可控性。
本文将介绍SPC的计算公式和判定准则,以帮助读者了解如何应用SPC进行过程监控和控制。
1. SPC计算公式SPC计算公式是用于计算各种统计指标和控制图的数学公式,下面是常用的SPC计算公式。
1.1 均值(Mean)均值是一组数据的平均值,用于表示过程的中心位置。
计算均值的公式如下:均值公式均值公式其中,mu 表示均值,n 表示数据的数量,x_i 表示第i 个数据。
1.2 极差(Range)极差是一组数据的最大值和最小值之差,用于表示过程的变异程度。
计算极差的公式如下:极差公式极差公式其中,R 表示极差,x_{\text{max}} 表示数据的最大值,x_{\text{min}} 表示数据的最小值。
1.3 标准偏差(Standard Deviation)标准偏差是一组数据的离均差平方和的平均值的平方根,用于表示过程的稳定性。
计算标准偏差的公式如下:标准偏差公式标准偏差公式其中,sigma 表示标准偏差,n 表示数据的数量,x_i 表示第i 个数据,\bar{x} 表示数据的均值。
2. SPC判定准则SPC判定准则用于判断一个过程是否处于稳定状态,常用的判定准则有以下几种。
2.1 均值控制图(Mean Control Chart)均值控制图用于监测过程均值是否稳定。
常用的均值控制图有Xbar-R 控制图和 Xbar-S 控制图。
•Xbar-R 控制图:对应的是过程均值和极差的统计指标。
当连续 n 个点全部落在中心线(均值线)的上方或下方时,表示过程中有特殊原因的变异,需要采取相应措施进行调整。
•Xbar-S 控制图:对应的是过程均值和标准偏差的统计指标。
当连续 n 个点全部落在中心线(均值线)的上方或下方时,表示过程中有特殊原因的变异,需要采取相应措施进行调整。
SPC计算公式和判定准则
PPT文档演模板
2020/10/31
SPC计算公式和判定准则
常用统计量
1. Mean:(平均值) 2. Max:(最大值) 3. Min:(最小值) 4. Range:(Max- Min最大跨距) 5. StdDev标准差 6. Cp:(过程能力指数) 7. Cr:(过程能力比值 ) 8. k:(偏移系数 ) 9. Cpu:(上限过程能力指数 ) 10. Cpl:(下限过程能力指数 ) 11. Cpk:(过程能力指数 ) 12. Cpm:(目标能力指数) 13. Zu(Cap) :(规格上限SIGMA水平) 14. Zl(Cap) :(规格下限SIGMA水平) 15. Fpu(Cap): (超出规格上限机率)
•CP=(40.5-39.5)/(6*0.4)=1/2.4=0.42
•7、Cr:(过程能力比值 ) •例:产品规格为(40±0.5),产品标准差为0.4,试计算Cr
•Cr=(6*0.4)/(40.5-39.5)=2.4
PPT文档演模板
SPC计算公式和判定准则
计算公式
• 8、k:(偏移系数 )
•评价产品检验结果偏离规格中心程度的质量指标!
•例:产品规格为(40±0.5),产品均值为40.2,产品标准差为0.4试计算Cpk; •Cpk =Min(0.25,0.58)=0.25 •或Cpk =0.42*(1-0.4)=0.25
• 12、Cpm:(目标能力指数)
•例:产品规格为(40±0.5),目标值为40.2,产品均值为40.2,产品标准差为0.4试计算 Cpm;
PPT文档演模板
SPC计算公式和判定准则
演讲完毕,谢谢听讲!
再见,see you again
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计算公式
13、Zu(Cap) :(规格上限SIGMA水平)
Zu(Cap) 3*Cpu USL -
产品均值μ
Zu(Cap)表示产品均值离 规格上限有多少倍标准差?
也表示为几个SIGMA
0.30 0.25 0.20 0.15 0.10 0.05 0.00
6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 17.0
SPC统计过程控制
(SPC统计量介绍)
1
常用统计量
1. Mean:(平均值) 2. Max:(最大值) 3. Min:(最小值) 4. Range:(Max- Min最大跨距) 5. StdDev标准差 6. Cp:(过程能力指数) 7. Cr:(过程能力比值 ) 8. k:(偏移系数 ) 9. Cpu:(上限过程能力指数 ) 10. Cpl:(下限过程能力指数 ) 11. Cpk:(过程能力指数 ) 12. Cpm:(目标能力指数) 13. Zu(Cap) :(规格上限SIGMA水平) 14. Zl(Cap) :(规格下限SIGMA水平) 15. Fpu(Cap): (超出规格上限机率)
T2
2
规格中心 M
产品均值μ
0.30
0.25
0.20
规格宽度
0.15
T
0.10
0.05
0.00 6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 17.0
K越大说明产品均 值偏离中心值越远;
6
计算公式
9、Cpu:(上限过程能力指数 )
Cpu USL 3
Cr=(6*0.4)/(40.5-39.5)=2.4
5
计算公式
8、k:(偏移系数 )
评价产品检验结果偏离规格中心程度的质量指标!
例:产品规格为(40±0.5),产品均值为40.2,试计算K
K=(40.2-40))/((40.5-39.5)/2)=0.4
k M ,其中T USL LSL, M USL LSL
6、Cp:(过程能力指数)
Cp USL LSL 6
例:产品规格为(40±0.5),产品标准差为0.4,试计算CP CP=(40.5-39.5)/(6*0.4)=1/2.4=0.42
7、Cr:(过程能力比值 ) 例:产品规格为(40±0.5),产品标准差为0.4,试计算Cr
Cr 6 USL LSL
4、Range最大跨距 例:X1=2,X2=4,X3=6,X4=4,求Range(2,4,6,4)=6-2=4
Range X max X min
4
பைடு நூலகம்
计算公式
5、StdDev标准差
例:X1=2,X2=4,X3=6,X4=4,求
StdDev
n
(xi Mean)2
i 1
n 1
StdDev (2 4)2 (4 4)2 (6 4)2 (4 4)2 1.63 4 1
0.30
0.25
0.20
规格上限
0.15
USL
0.10
0.05
0.00 6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 17.0
所有检验数据形成一
个数据分布,而用
可以衡量数据分布离
散的大小; 越小分
布越好,数据越集中
8
计算公式
11、Cpk:(修正的过程能力指数 ) Cpk=Min(Cpl,Cpu)=Cp(1-k)
例:产品规格为(40±0.5),产品均值为40.2,产品标准差为 0.4试计算Cpu;
Cpu =(40.5-40.2))/(0.4*3)=0.3/1.2=0.25
※Cpu越大,产品检验数据超出上限的概率就越小,也就 是说产品超出上限的不合格品数量就越少;
规格下限 LSL
产品均值μ
0.30
0.25
0.20
3
计算公式
1、Mean均值
n
xi
Mean i1 n
2、Max最大值
Max X max
例:X1=2,X2=4,X3=6,X4=4,求Mean=(2+4+6+4)/4=4 例:X1=2,X2=4,X3=6,X4=4,求Max(2,4,6,4)=6
3、Min最小值
Min X min
例:X1=2,X2=4,X3=6,X4=4,求Min(2,4,6,4)=2
例:产品规格为(40±0.5),产品均值为40.2,产品标准差为0.4试计算Cpk; Cpk =Min(0.25,0.58)=0.25 或Cpk =0.42*(1-0.4)=0.25
12、Cpm:(目标能力指数)
Cpm USL LSL 6 2 ( T)2
例:产品规格为(40±0.5),目标值为40.2,产品均值为40.2,产品标准差为0.4试计算Cpm; Cpm=1/2.4=0.42
Cpl LSL 3
例:产品规格为(40±0.5),产品均值为40.2,产品标准差为 0.4试计算Cpl;
Cpl =(40.2-39.5))/(0.4*3)=0.7/1.2=0.58
※Cpl越大,产品检验数据超出下限的概率就越小,也就
是说产品超出下限的不合格品数量就越少;
规格下限 LSL
产品均值μ
规格上限
0.15
USL
0.10
0.05
0.00 6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 17.0
所个有数检 据验 分数 布据 ,而形用成一ˆ 可散以的衡 大量 小数 ; 据ˆ越分小布分离
布越好,数据越集中
7
计算公式
10、Cpl:(下限过程能力指数 )
2
常用统计量
16. Fpl(Cap):(超出规格下限机率) 17. Fp(Cap):(超出规格限的机率) 18. Pp:(过程性能指数 ) 19. Pr:(过程性能比值 ) 20. Ppu:(上限过程性能指数 ) 21. Ppl:(下限过程性能指数 ) 22. Ppk:(过程性能指数 ) 23. Ppm:(目标过程性能指数) 24. Zu(Perf):(规格上限SIGMA水平) 25. Zl(Perf):(规格上限SIGMA水平) 26. Fpu(Perf):(超出规格上限机率) 27. Fpl(Perf):(超出规格下限机率) 28. Fp(Perf): (超出规格界线的机率) 29. Skewness:(偏度) 30. Kurtosis:(峰度)