奥太气保焊机控制板
奥太焊机120917Pulse MIG R系列说明书

·10·
焊机参数 一、焊接电源 1.电源参数
型号 额 定 输 入 电 压 /频 率 额 定 输 入 容 量 ( KVA ) 额 定 输 入 电 流 ( A) 额 定 输 出 电 压 ( V) 额 定 负 载 持 续 率 ( %) 输 出 空 载 电 压 ( V) 输 出 电 流 范 围 ( A) 输 出 电 压 范 围 ( V) 功率因数 焊 丝 直 径 ( mm ) 脉冲特性 焊接类型 恒压特性 30 ~ 350 15 ~40 ≥ 0.87 0.8 、 1.0 、 1.2 、 1.6 碳钢、不锈钢、铝及其合金、铜及其合金、 有色金属等 CO2 碳 钢 、 富 氩 碳 钢 Pulse MIG -350R/RP Pulse MIG-500R/RP 50Hz 25 38 39 60% 91 30 ~500 15 ~50
………………………………………………… (4)
2 . 安全注意事项 ………………………………………………… (7) 3 . 电磁兼 容注意 事项 ………………………………………… (9) 4. 焊机参数 5.焊机安装
………………………………………………………(11) ………… … ………………………………………… (15)
6.焊机操作……………………………………………………………(17) 7.送丝机………………………………………………………………(26) 8.DeviceNet 机器人接口盒……………………………………(32) 9.水冷机………………………………………………………………(36) 10 . 焊枪 … … … … … … … … … … … … … … … … … … … … … …( 3 7 ) 11 . 报警代码 ……………………………………………………(39) 12 . 焊机保养 …………………………………………………… (41 ) 13.技术资料…………………………………………………………(43)
焊机故障一览表(奥太)

(1) 三相电源的线电压是否在304V-437V范围内,有无缺相; (2) 电源输入电缆的接线是否正确可靠; (3) 保护接地是否正确可靠; (4) 输出电缆连接是否正确,接触是否良好;
(5) 面板的状态选择和显示是否正确。
3.2 常见故障现象、故障原因及排除方法,见左表。 4. 定期检查及保养
a.送丝 轮加压 轮的检 查…… 槽部磨 损情 况,槽
内有无 2.送丝机 灰尘等
b.送丝导管的检查……有无偏斜、灰尘等
c.电机检查……碳刷磨损情况
d.更换黄油……检查电机齿轮的黄油
a.内部清扫……半年清扫一次内部灰尘
3.焊接电 源
b.电缆类…...有无松弛或断线的现象
3.焊接电 源
c.控制电路……有无特殊检查的必要
1.长期过在运行 按照焊机负载率使用
焊接过程中, 2.空气开关坏 12 空气开关自动 3.三相整流模块坏
断电
4.IGBT坏
5.压敏电阻坏
更换空气开关 更换三相整流模块 更换IGBT 更换压敏电阻
6.机内线间短路 检查并处理
1.送丝机控制电缆连 接不好或断线
检查并处理
2.主控板坏
更换
13
显示不正常或 3.显示板坏 不显示 4.保险管坏
立即跳闸 4.IGBT模块坏
更换压敏电阻 更换三相整流桥 更换IGBT
5.控制板坏
更换控制板
1.电流太小、电压太 低、电感太小
适当调节焊接规范
16
熔深浅,焊缝 成型太高
2.焊丝干伸长太长 3.极性接反
减小干伸长 调换极性
4.焊丝太细,焊件太 更换焊丝,选择合适的焊接
厚
参数
5.控制板坏
奥太焊机维修资料 奥太ZX-STG手工氩弧两用焊机主板图 (一)
奥太焊机维修资料奥太ZX-STG手工氩弧两用焊机主板图 (一)奥太焊机维修资料是每个焊接工人必备的重要工具,因为在实际使用中,焊机难免会出现一些故障或错误,而需要进行相应的调试和修复。
在本文中,我们将关注奥太ZX-STG手工氩弧两用焊机主板图,来了解其基本原理和结构,以及如何进行维修。
一、焊机主板图的基本概念和意义奥太ZX-STG手工氩弧两用焊机主板图,是指所谓的电路板图或电路图,可以直观地表示焊机的所有元件以及它们之间的连接方式,类似于建筑物的结构图或蓝图。
理解焊机主板图的意义在于,在焊机电路出现故障或错误时,可以通过主板图找出其中的问题所在,进而进行准确地修复。
二、奥太ZX-STG手工氩弧两用焊机主板图的基本结构奥太ZX-STG手工氩弧两用焊机主板由以下几部分组成:1.电源输入端:用来接受外部电源输入。
2.改流器:用于将输入的交流电转换为直流电。
3.电子开关:它的作用是控制焊接电流的输出。
4.稳压器:用于稳定输出电压。
5.输出端:用于输出焊接电流。
三、焊机故障排查步骤及处理方法对于奥太ZX-STG手工氩弧两用焊机故障排查的步骤,我们可以分为以下几个方面:1.检查电源:如果焊机不能正常工作,首先需要检查电源是否正常供电,并查看电源线是否有断路。
2.检查焊机器壳上的安全装置:有些时候,这些装置可能会失灵,而造成焊机无法正常工作,在这种情况下,可以检查是否有故障的开关或熔丝。
3.检查连接器:如果焊机是通过连接器与电力网连接,则可能是由于连接器接触不良造成的故障,在这种情况下,需要检查连接器及其接头,以确保它们紧密且连接良好。
4.检查电路板:如果以上方法都不行,则需要检查电路板和焊机的主板图。
在这种情况下,需要尝试重新插拔电路板上所有插头,这有可能会重新连接一些故障组件。
综上所述,焊机维修中奥太ZX-STG手工氩弧两用焊机主板图是非常重要的一环,有了它的帮助,焊接工人可以通过对焊机电路的深入理解,准确地解决焊机电路的各种故障,并保证焊接工作的稳定和安全性。
奥太焊机维修说明材料
500,630
500
630 500 630 500 630
500,630
500,630
500,630 500
630
型物
料
编
码
722300063060
201275470000
201275475000 732030470119
732030475100
714111000033
724111380150
724111380300
称适
用
机
型物
料
编
码
T1
主变压器
T2
升压变压器
T3
电源变压器Ⅱ
T4
电源变压器Ⅰ
T5
高漏抗变压器
T6
隔离变压器
WJ
温度继电器
XFB
泄放板
XSB
显示板
YHB
引弧板
ZKB
主控板
500 630 500 630 500,630 500,630 500,630 500,630 500 500,630 500,630 500,630 500,630 500 630
J7(2)
J18(1) J18(2) J18(3) J18(4) J18(5)
T3(5) DF(2)
J7(7) J7(8)
水流开关(1)
J7(5)
J3(1)
J3(2)
P2(3) P2(4)
-+
ZKB
J13(9) J13(8)
水流开关(2)
J7(6)
T4(8)
3 T6 1
T4(9) 4
2
18
J8(1)
J11(1) J14(1) J14(2)
山东山大奥太电气有限公司WSM系列焊机说明书

用途及特点奥太WSM系列逆变式脉冲氩弧焊机(以下简称WSM系列焊机)包含有WSM-160、WSM-200、WSM-315、WSM-400等规格。
可用于直流恒流氩弧焊、直流脉冲氩弧焊以及手弧焊,实现碳钢、不锈钢、铜、钛等各种材料的焊接。
由于该系列焊机具有理想的静外特性及良好的动态特性,控制功能比较完备,因此它表现出如下特点:IGBT高频软开关变换,效率高,体积小,重量轻;采用无源功率因数校正,功率因数高;控制调节性能好,一机多用,使用方便;起弧容易、电弧稳定,焊接质量高;脉冲电流、脉冲频率、脉冲宽度在较大范围内可任意调节。
手弧焊飞溅小,电流稳定,可靠性高,焊缝成形好.安全注意事项一般安全注意事项请务必遵守本说明书规定的注意事项,否则可能发生事故。
输入电源的设计施工、安装场地的选择、高压气体的使用等,请按照相关标准和规定进行。
无关人员请勿进入焊接作业场所内。
请有专业资格的人员对焊机进行安装、检修、保养及使用。
不得将本焊机用于焊接以外的用途(如充电、加热、管道解冻等等)。
如果地面不平,要注意防止焊机倾倒。
防止触电造成电击或灼伤请勿接触带电部位。
请专业电气人员用规定截面的铜导线将焊机接地。
请专业电气人员用规定截面的铜导线将焊机接入电源,绝缘护套不得破损。
在潮湿、活动受限处作业时,要确保身体与母材之间的绝缘。
高空作业时,请使用安全网。
不用时,请关闭输入电源。
避免焊接烟尘及气体对人体的危害请使用规定的排风设备,避免发生气体中毒和窒息等事故。
在容器底部作业时,保护气体会沉积在周围,造成窒息。
应特别注意通风。
避免焊接弧光、飞溅及焊渣对人体的危害请佩戴足够遮光度的保护眼镜。
弧光会引起眼部发炎,飞溅及焊渣会烫伤眼睛。
请使用焊接用皮质保护手套、长袖衣服、帽子、护脚、围裙等保护用品,以免弧光、飞溅及焊渣灼伤、烫伤皮肤。
防止发生火灾、爆炸、破裂等事故焊接场所不得放置可燃物,飞溅和烫焊缝会引发火灾。
焊接电缆与母材要连接紧固,否则会发热酿成火灾。
奥太焊机常见故障排查说明

a. 控制电缆断线
19
E34
给定异常故障
b. 送丝机遥控盒电位器故障
c. CL 载波线或 CL 焊接电缆断路
① 使用原因
a. 焊机输出短路;
20
E36
焊丝顶丝故障 ② 电路故障
a. 控制电缆与工件短路
b. 主控板故障
① 使用原因
a. 小车行走机构卡死
行车电机过流故 ② 电路故障
21
E37
障
a. 行车电机故障
常见故障表
表 1.1
№
故障现象
故障原因及排除方法
①、电源不良
a.电源缺相
1
接通电源后,焊机无任何反应
b.配电盘或焊接电源的自动空气开关损坏
c.输入电缆接触不良
②、焊机保险丝管断
①、输入电缆短路
2
配电盘或焊接电源的自动空气开 关自动跳开
②、IGBT 模块损坏 ③、三相整流模块损坏 ④、压敏电阻损坏
⑤、自动空气开关损坏
① 使用原因
a. 焊丝被卡死
b. 焊枪没有拉直
c. 导丝管扭曲或者堵塞
17
E30
送丝机 过流故障
d. 导电嘴堵塞 ② 电路故障
a. 电机故障
b. 送丝机电缆短路
c. 主控板故障
d. 光栅反馈板故障
① 电路故障
a. 控制电缆断线
18
E31
电机开路故障
b. 送丝电机故障
c. 主控板故障
① 电路故障
送丝机
② 开机出现空载电压
a. 驱动板故障
8
E15
开机异常
b. 主控板故障 ③ 开机有电流输出
a. 驱动板故障
b. 主控板故障
奥太焊机常见故障排查说明
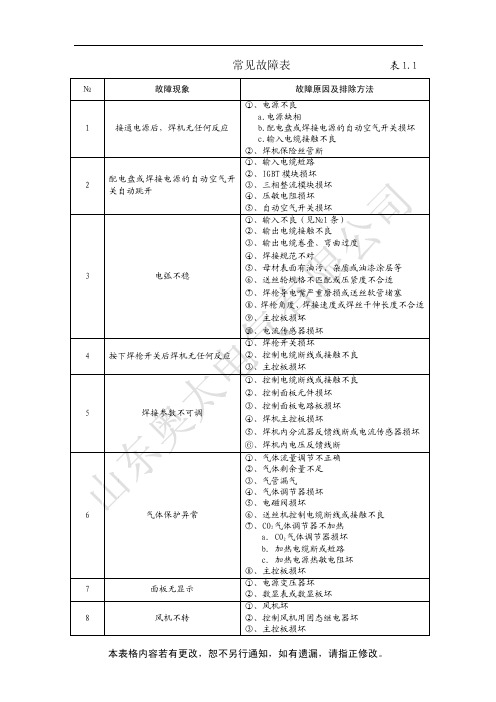
①、输入不良(见№1 条) ②、输出电缆接触不良
③、输出电缆卷叠、弯曲过度
④、焊接规范不对
⑤、母材表面有油污、杂质或油漆涂层等
3
电弧不稳
⑥、送丝轮规格不匹配或压紧度不合适
⑦、焊枪导电嘴严重磨损或送丝软管堵塞
⑧、焊枪角度、焊接速度或焊丝干伸长度不合适
⑨、主控板损坏
⑩、电流传感器损坏
①、焊枪开关损坏 4 按下焊枪开关后焊机无任何反应 ②、控制电缆断线或接触不良
⑦、CO2 气体调节器不加热
a. CO2 气体调节器损坏
b. 加热电缆断或短路
c. 加热电源热敏电阻坏
⑧、主控板损坏
7
面板无显示
①、电源变压器坏 ②、数显表或数显板坏
①、风机坏
8
风机不转
②、控制风机用固态继电器坏
③、主控板损坏
本表格内容若有更改,恕不另行通知,如有遗漏,请指正修改。
自动识别故障表
表 1.2
焊机与送丝机
a. 控制电缆没有插好或断线
② 开机出现空载电压
a. 驱动板故障
8
E15
开机异常
b. 主控板故障 ③ 开机有电流输出
a. 驱动板故障
b. 主控板故障
c. 电流传感器故障
本表格内容若有更改,恕不另行通知,如有遗漏,请指正修改。
d. 信号线短路
④ 开机常送丝
a. 检查更换送丝开关故障
b. 送丝驱动板故障
c. 信号线短路
d. 控制电缆短路
b. 焊机进风口与墙壁距离过近
c. 焊机进风口被遮挡
d. 散热器积灰过厚,长时间没有清理
② 使用原因
a. 焊机使用超过额定负载率
11
E19
奥太故障代码(最终版)

代号编码含义0E00缺相保护缺相检查电源及电源线1E01电压过压保护电源电压过高:电压升到允许范围之上检查电源及电源线2E02电压欠压保护电源电压过低:电压降到允许范围之下检查电源及电源线3E034E045E05气压欠压保护调高气压6E06气压过压保护调低气压7E078E089E0910E0A 缺水保护①水冷系统无水循环或水流过小②水流开关或其信号线出现故障①冷却水太少或没有②水管堵塞或没有连接③焊枪水循环堵塞④水冷电机故障⑤检测水流开关或其信号线⑥ 针对方波焊机:用气冷焊枪时,需同时按住参数设定旋钮与参数调节旋钮,进行焊枪气冷、水冷的选择⑦更换对应的控制板WSM 系列:315、315A 、315AF 、400、500WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500Pulse MIG 系列:500、350、350Y11E0b 水冷机过热保护①冷却水过热②温度继电器或其信号出现故障①等待水冷却②更换温度继电器③检测信号线④更换对应的控制板12E0C 13E0d 14E0E 15E0F16E10焊枪开关异常长时间按下焊枪开关,仍未进行焊接松开焊枪开关:①故障代码消失,焊枪正常;②一直显示故障代码,焊枪损坏,更换焊枪WSM 系列:315、315A 、315AF 、400、500WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500故障代码原因解决办法/排查步骤类型电网气路水冷机产品型号全数字化焊机故障代码表检测标准山东奥太电气有限公司17E11水冷焊枪过热①水冷焊枪过热等待水冷焊枪冷却18E12焊枪异常焊枪未接或没有接触好检查焊枪接口是否插紧19E1320E1421E15开机异常①开机时焊枪开关处于闭合状态②空载电压③有电流输出④送丝⑤送气①检测焊枪开关②更换对应的控制板③更换驱动板Pulse MIG 系列:500、350、350Y22E16直流风机异常23E17输出电流过大①过流;②电流传感器故障;③信号线断开④主控板故障①检修输出电缆;②排除信号线故障③更换电流传感器;④更换主控板故障Pulse MIG 系列:500、350、350Y24E18输出电压异常①电压反馈线断②主控板故障①检查电压反馈线②更换主控板故障Pulse MIG 系列:500、350、350Y25E19过热保护①焊机内部过热(超出额定负载持续率使用、前后通风口被堵塞)②温度继电器故障;③信号线故障④主控板故障①检查风扇,等待焊机内冷却②检查温度继电器的连线③更换温度继电器④更换主控板WSM 系列:315、315A 、315AF 、400、500WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500Pulse MIG 系列:500、350、350Y 、500II 、500FR26E1A 环流保护当整流二极管发生损坏时,正常工作逆变器输出和故障逆变器输出形成内部环流,导致外部输出电流减小,同时导致与损坏整流二极管相连的主变线包过流烧损;①检查输出二极管;②检查电流互感器;③检查控制板;27E1b 漏电保护28E1C 一次逆变过流保护29E1d二次逆变过流保护30E1E二次过压保护①泄放板故障②主控板故障①更换泄放板故障②更换主控板故障WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500焊机山东奥太电气有限公司32E20控制电源模块异常33E21电磁阀回路异常34E22软启动异常①软启动继电器开关侧开路,无法闭合。