毕业论文滚动轴承的加工工艺设计》
机械制造及自动化专业毕业论文-- 磁流变液动压轴承设计

目录摘要 (I)Abstract (II)1 磁流变液动压轴承介绍 (1)1.1 磁流变液的介绍 (1)1.1.1 磁流变液定义]1[ (1)1.1.2 磁流变液的制备 (1)1.1.3磁流变液应用范围 (2)1.1.4 磁流变液应满足的指标: (3)1.1.5 磁流变液发展其前景 (3)1.2 滑动轴承简介 (4)1.3 磁流变液动压轴承 (5)2 方案设计以及选取 (5)2.1 滑动轴承的分类 (5)2.2 滑动轴承的选取 (7)2.3 电磁场的添加 (9)2.4 密封方式选择 (11)2.5 轴承座选取以及建模 (12)2.5.1 轴承座上端 (13)2.5.2 轴承座下端 (14)2.5.3 轴瓦 (14)2.5.4 轴承装配图 (15)3.1 滑动轴承的处电磁引入 (16)3.2 磁流变液的添加 (17)3.3 磁流变液动压轴承原理 (19)3.3.1 磁流变液添加以及电线接入 (19)3.3.2 磁流变液装载位置 (19)3.3.3 磁流变液的密封 (20)4 主要尺寸以及主要计算 (21)4.1 轴承座的具体尺寸 (21)4.1.1 轴承座上端 (21)4.1.2 轴承座下端 (22)4.1.3 轴瓦 (24)4.2 滑动轴承所涉及的主要计算 (24)4.2.1 电磁场的计算 (24)4.2.2 磁流变液粘度的计算 (25)4.2.3 磁流变液油膜承载能力计算 (25)5 SolidWorks仿真分析 (26)5.1 爆炸视图 (26)5.2 仿真运动 (28)6 总结 (30)致谢................................................ 错误!未定义书签。
参考文献 (31)文献综述............................................ 错误!未定义书签。
摘要磁流变液是可磁极化的固体微颗粒在基液中形成的悬浮液,其流变特性可由外加磁场连续控制。
滚动轴承设计论文 2
摘要本文对CAD在机械设计中的应用、机械CAD程序编制的特点及方法、面向对象的CAD程序编制原理等进行了分析和研究。
运用Visual FoxPro 6.0数据库管理系统对各种型号的滚动轴承进行数据收集、整理和分析,建立数据库。
以模块化设计思想为指导,将VB这个可视化的、面向对象的编程语言作为开发工具,开发了用户界面友好的滚动轴承自动设计系统,提高了设计质量,实现了计算机自动查询相关数据并自动利用公式计算,替代传统的手工计算,提高了设计效率。
关键词:计算机辅助设计;数据库;VB语言ABSTRACTIn this paper, analysed the application of CAD in mechanical design, mechanical characteristics and methods of CAD programming, object-oriented CAD programming principle. Rolling bearings of various types using Visual FoxPro 6 database management system for data collection, collation and analysis, to establish a database. Based on the modular idea, will VB this visualization, object-oriented programming language as a development tool, developed a friendly user interface of the rolling bearing automatic design system, improve the quality of design, has realized the computer automatic search of the relevant data and automatically using a formula, to replace the traditional manual calculation, improve the efficiency of design.Keywords: Computer Aided Design;Data base ; Visual Basic language目录第1章绪论 (1)1.1计算机辅助设计系统的发展状况和趋势 (1)1.1.1国外计算机辅助设计系统的发展状况和趋势 (2)1.1.2 国内计算机辅助设计系统的发展状况和趋势 (3)1.2 本课题研究的意义 (4)第2章滚动轴承设计的相关参数 (6)2.1滚动轴承的基本知识 (6)2.1.1滚动轴承的基本构造和材料 (6)2.1.2 滚动轴承的结构特性 (6)2.2 滚动轴承的类型、代号及特点 (7)2.2.1滚动轴承的代号 (7)2.2.2滚动轴承的类型及特点 (8)2.3滚动轴承类型的选择 (10)2.4 滚动轴承的工作情况 (12)2.5 滚动轴承设计中的相关公式和参数 (13)2.6 本章小结 (16)第3章滚动轴承数据库的建立和管理 (17)3.1滚动轴承数据库结构 (17)3.2 滚动轴承数据库的建立 (17)3.3滚动轴承数据库的管理与维护 (18)3.4 滚动轴承检索程序设计 (20)第4章滚动轴承设计计算 (24)4.1滚动轴承设计计算流程图 (24)4.2滚动轴承主界面设计 (25)4.3 轴承计算界面设计 (26)4.4 轴承计算界面的事件过程 (27)4.5 实例演示 (38)结论 (40)参考文献................................................... 错误!未定义书签。
滚动轴承的加工工艺探讨

滚动轴承的加工工艺探讨发布时间:2021-09-07T07:14:49.788Z 来源:《科学与技术》2021年5月第13期作者:季双[导读] :滚动轴承是机械基础部件季双上海市轴承技术研究所 201801摘要:滚动轴承是机械基础部件,也是一种包含了复杂技术的工业产品,每道工序都有讲究。
鉴于滚动轴承被应用于多个行业,其质量可对机械造成影响,所以本文就滚动轴承的加工工艺进行探究。
关键词:滚动轴承;加工工艺;工艺探讨1.滚动轴承概述滚动轴承简单来说就是一种精密的机械元件,但是其可将轴与轴座间的滑动摩擦变为滚动摩擦,将摩擦损失有效减少。
鉴于在机械制造中滚动轴承发挥着重要作用,所以相关部门已对其类型、尺寸、画法、结构型式提出标准。
2.滚动轴承的组成及各零件的作用滚动轴承的组成包括:外圈、内圈、滚动体、保持架。
2.1外圈外圈的作用为——支撑,在滚动轴承中常与轴承座、机械壳体孔进行配合。
2.2内圈内圈的作用就是和轴进行配合并进行运转。
2.3滚动体滚动体包括钢球、滚子、滚针三种,其通常在内圈与外圈间作滚动运动。
滚动体的各项因素可对轴承性能、负荷能力造成影响。
2.4保持架保持架的种类有以下五种:浪型的、冠型的、E型的、实体的、菊型的。
其主要作用为:使滚动体均匀的隔开、对滚动体旋转起到引导作用、对轴承内部润滑性能进行改善。
3.滚动轴承的特点3.1传动率高滚动轴承具有摩擦系数小的特点,而摩擦系数与传动率有着密不可分的联系,所以其传动率较高。
3.2使用、维修方便因滚动轴承具备的特征为:标准化、系列化、通用化,所以现已被应用于各大行业中,进行了大批量生产。
因此,滚动轴承的维修极其方便。
3.3使用寿命长、节约成本滚动轴承的主要材质为轴承钢,且在制作滚动轴承时工作人员对轴承钢进行了热处理。
所以,滚动轴承的使用寿命较长。
此外,通过这一过程可将价格昂贵的有色金属节省下来,在潜移默化中将成本节约下来。
3.4运转精度高滚动轴承内部间隙小,所以各零件加工精度高。
滚动轴承套圈加工工艺
套圈的冷却一般在30~80℃的10号、20号机油中冷却。冷却方法使用分级淬火:在正常奥氏体化温度后,再投入120~170℃的10号机油中冷却2~5分钟,再放入30~60℃10号机油中冷却,为减少残余奥氏体的稳定性,分级淬火后应立即进行冷处理和回火。
5.回火
回火的目的
消除内应力,稳定组织和尺寸,提高圈套的综合机械性能。回火是热处理淬火后必不可少的工序,是决定零件内在质量的关键工序。
四.加工工艺
棒料→锻制→正火→球化退火→车削加工→去应力退火→淬火→冷处理→低温回火→粗磨→补加回火→精磨→成品
1.正火
正火的目的
(1)消除网状碳化物及线条状组织
(2)返修退火的不合格品
(3)为满足特殊性能的需要
(4)为退火做组织准备
加热温度
正火加热温度主要依据正火目的和正火前组织状态来决定。此处正火主要是为了消除或减少粗大网状碳化物,所以正火温度选在930~950℃之间。如果一次正火不能消除粗大网状碳化物,可以以相同温度二次正火。
综上所诉,要求套圈要有1)高的接触疲劳强度2)高的耐磨性3)高的弹性极限4)适宜的硬度5)一定的韧性6)良好的尺寸稳定性7)良好的防锈能力8)良好的工艺性能
三.材料选择
套圈的材料选择一般有6种GCr4 ,GCr15 ,GCr15SiMn ,GCr15SiMo ,GCr18Mo
牌号
C
Si
Mn
Cr
Mo
P
7.热处理设备
7.1.中温箱式电阻炉
此次生产所要的最高温度为950℃。900℃以下的为低温箱式电阻炉,1300℃以上的为高温箱式电阻炉,为节约成本选用中温箱式电阻炉。中温箱式电阻炉适用于中小型钢制机件的淬火、退火、正火热处理。
滚动轴承制造工艺
滚动轴承制造工艺一、引言滚动轴承作为机械设备中常用的零部件之一,广泛应用于各行各业。
它的制造工艺对轴承的质量和性能有着重要影响。
本文将对滚动轴承的制造工艺进行介绍,并探讨其中的关键步骤和技术要点。
二、材料选择滚动轴承的制造工艺首先涉及到材料的选择。
常见的轴承材料有钢、陶瓷和塑料等。
钢是最常用的材料,其优点在于强度高、耐磨损。
而陶瓷材料则具有耐高温、耐腐蚀的特性,适用于高速运转的轴承。
塑料材料则主要应用于轻载荷和低速运转的轴承。
三、加工工艺1. 外圈加工:外圈是轴承的外部结构,其加工工艺主要包括车削和磨削。
车削是通过车床将外圈材料逐渐切削成所需形状和尺寸。
而磨削则是通过磨床对外圈进行精细加工,使其表面光滑度达到要求。
2. 内圈加工:内圈是轴承的内部结构,其加工工艺与外圈类似,也包括车削和磨削。
不同的是,内圈加工时需要考虑到与滚动体的配合要求。
3. 滚动体加工:滚动体是滚动轴承的关键部件,其加工工艺包括热处理和磨削。
热处理可以提高滚动体的硬度和耐磨性,常见的热处理方法有淬火和回火。
磨削则是对滚动体进行精细加工,使其尺寸和形状达到要求。
4. 保持架加工:保持架是滚动轴承的支撑结构,其加工工艺主要包括冲压和焊接。
冲压可以将金属板材冲压成所需形状,而焊接则是将保持架的各个部件焊接在一起。
5. 装配工艺:装配是滚动轴承制造工艺的最后一步,其关键在于保证各个部件的配合精度和装配质量。
常见的装配方法有手工装配和机器装配,其中机器装配具有更高的效率和精度。
四、质量控制滚动轴承的制造工艺中,质量控制是非常重要的环节。
通过严格控制每个制造步骤的质量,可以确保轴承的性能和寿命。
质量控制的关键点包括:1. 尺寸精度控制:要求各个部件的尺寸精度达到设计要求,以确保轴承的装配质量和工作性能。
2. 表面质量控制:轴承的表面质量直接影响其摩擦和磨损性能。
通过严格控制表面处理和加工工艺,可以提高轴承的表面质量。
3. 热处理质量控制:热处理是提高滚动体硬度和耐磨性的关键步骤,要求控制热处理工艺参数和冷却速度,以确保热处理质量。
毕业设计(论文)-滚动轴承的选择及组合设计模板

摘要随着轴承精加工的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主题。
高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。
而对于轴承加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适的加工方法,对一些工艺问题(加工路线等)也需要一些处理。
并在加工过程掌握控制精度的方法,才能加工出合格的产品。
本文根据轴承加工的特点,针对具体的零件,进行了工艺方案的分析,工艺方案的确定,确定加工顺序和加工路线,加工效率,简化工序等方面的优势。
关键词:轴承寿命计算、强度计算、轴承的尺寸及公差、类型目录第一章:轴承的功用和类型……………………………………………第二章:滚动轴承的组成、代号、类型及特点………………………第一节滚动轴承的组成……………………………………………第二节滚动轴承的类型及特点……………………………………第三节滚动轴承的代号……………………………………………第三章:滚动轴承的工作情况分析及计算……………………………第一节滚动轴承的受载情况分析…………………………………第二节滚动轴承的失效形式和计算准则…………………………第三节滚动轴承的寿命计算………………………………………第四节滚动轴承的静强度计算……………………………………第四章:滚动轴承的选择及组合设计…………………………………第一节影响轴承载能力的参数……………………………………第二节滚动轴承的类型选择………………………………………第三节滚动轴承的尺寸及公差选择………………………………第四节轴承套圈的轴向固定及组件的轴向固定…………………第五节轴承组合调整及支承部分的刚度和同轴度………………第六节滚动轴承的预紧及配合与装拆……………………………毕业总结致谢参考文献第一章轴承的功用和类型轴承的功用是支承轴及轴上零件,保持州的旋转精度,减少轴与支承之间的摩擦和磨损。
轴承滚子的加工工艺
轴承滚子的加工技术一,圆柱滚子柱面加工方法现状及发展方向:圆柱滚子是滚柱轴承的重要部件,其加工质量影响着滚柱轴承的品质。
传统圆柱滚子加工方法主要有无心磨削、无心研磨和超精加工等。
在一整个滚子的加工过程中,磨削加工占总加工量的70%以上,而其中的重要工序则是对滚动面的加工。
滚动体圆柱面加工质量是滚柱轴承质量提高的一个技术瓶颈。
1.无心磨削是工件不定中心的磨削,最大的优点是无需对工件进行装夹定位,这使之能很好地用于大批量生产的场合,每个工件的安装调试时间几乎为零。
而且一旦机床调整完毕,则工件在加工过程中基本上是自行找修正的。
无心贯穿磨削是无心磨削的一种,因其具有高效的生产效率和相对低廉的生产成本,是生产圆柱滚子较为常用的方法。
无心磨削因其高效廉价是最常用的磨削手段之一。
但由于工件采用不定中心的固定方式,磨削后的工件能否改善几何形状具有不确定性,并且在加工过程中影响因素较多,需要对各种要素进行合理的调整设置。
在滚子加工中,除了较为常用的无心贯穿磨削,还有其他多种磨削方式,如: 定程磨削法,横磨法,摆头磨削法等。
2.无心研磨:研磨是一种较早出现的光整加工方法,既能用于平面加工,也适用于曲面加工。
研具在一定的压力下与被加工表面作复杂的相对运动,磨粒则在两者之间发生滑动和滚动,从而产生切削和挤压作用。
同时,研磨液中的液体与工件表面发生化学反应,这样,研磨既有机械切削作用,又有化学作用。
3.超精研加工特点: ①磨粒能保持较长时间的切削作用,所以较研磨加工切削效率高;②切削过程能自动循环,从而能自动进行粗、细、精,完整的循环;③加工时工件发热低,不会产生加工变质层。
4.磁流体磨削:目前,在某些应用中,普通钢制轴承已经无法满足要求,以氮化硅( Si3N4)、碳化硅( SiC) 为代表的工程陶瓷作为结构用材料代替以往的金属材料的应用正在各个方面取得进展。
其中,氮化硅陶瓷以其高硬度、低密度、疲劳寿命长等优点作为轴承滚动体制作材料。
毕业设计(论文)-滚动轴承的热处理工艺设计

攀枝花学院学生课程设计(论文)题目:滚动轴承的热处理工艺设计学生姓名:学号:所在院(系):材料工程学院专业:级材料成型及控制工程班级:材料成型及控制工程一班指导教师:职称:讲师2013年12月15日攀枝花学院教务处制攀枝花学院本科学生课程设计任务书题目滚动轴承的热处理工艺设计1、课程设计的目的使学生了解、设计滚动轴承的热处理工艺,融会贯通相关专业课程理论知识,培养学生综合运用所学知识、分析问题和解决问题的能力。
2、课程设计的内容和要求(包括原始数据、技术要求、工作要求等)内容:(1)明确设计任务(包括设计的技术要求)(2)绘出热处理件零件图(3)给出设计方案(4)写出设计说明(5)设计质量检验项目(6)设计热处理工艺卡片(7)滚动轴承的热处理缺陷及预防或补救措施要求:(1)通过查找资料充实、完善各项给定的设计内容。
(2)分析热处理过程中可能出现的缺陷,针对这些缺陷提出预防措施或补救措施。
(3)提交设计说明书(报告),2千字以上。
报告格式请参照“毕业论文(设计)”格式。
3、主要参考文献[1] 夏立芳主编. 金属热处理工艺学. 哈尔滨: 哈尔滨工业大学出版社, 2005[2] 中国机械工程学会热处理分会.热处理工程师手册[M].机械工业出版社.2003.第一版.[3] 张玉庭主编.热处理技师手册[M].机械工业出版社.2006.第一版[4] 中国机械工程学会热处理学会.热处理手册[M].机械工业出版社.2003.第三版.4、课程设计工作进度计划第十六周:对给定的题目进行认真分析,查阅相关文献资料,做好原始记录。
第十七周:撰写课程设计说明书,并进行修改、完善,提交设计说明书。
指导教师(签字)日期年月日教研室意见:年月日学生(签字):接受任务时间:年月日注:任务书由指导教师填写。
课程设计(论文)指导教师成绩评定表题目名称评分项目分值得分评价内涵工作表现20% 01 学习态度 6 遵守各项纪律,工作刻苦努力,具有良好的科学工作态度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚动轴承加工工艺设计摘要:滚动轴承是现代机器中广泛应用的部件之一,具有摩擦阻力小,功率消耗少,起动容易等优点。
本文对滚动轴承的加工工艺进行了研究和设计。
主要内容包括滚动轴承的类型、性能与特点,滚动轴承的工作情况,滚动轴承尺寸的选择,轴承零件的加工工艺特点,轴承加工的工艺过程及轴承装置的设计。
通过了解滚动轴承的主要类型、性能与特点,结合实际需要中的产品要求,选择合适的轴承及所对应的加工工艺流程。
关键词:滚动轴承;性能;工艺设计Rolling bearing processing technology design Abstract:Rolling bearing is one of the components are widely used in modern machinery, the advantages of small frictional resistance, less power consumption, easy starting, etc.This paper studied the processing technology of the rolling bearing and design.Main contents including the types, performance and characteristics of the rolling bearing and rolling bearing working condition, the choice of rolling bearing size, machining process characteristics of bearing parts, bearing machining process and the design of the bearing assembly.Through understanding the main types of rolling bearing, the performance and characteristics, combined with the actual needs of the product requirements, select the appropriate bearing and the corresponding processing technological process.Key words:Rolling bearing; Performance; Process design目录1摘要 (1)2 滚动轴承的主要类型及其代号 (2)2.1 滚动轴承的主要类型、性能与特点 (4)2.2 滚动轴承零件结构的常用术语 (5)2.3 滚动轴承的代号 (6)3 滚动轴承类型的选择 (8)3.1 选择轴承时的考虑因素 (8)3.2 具体选择 (10)4 滚动轴承产品的性能要求 (11)5 滚动轴承零件的加工工艺特点 (11)5.1 滚动轴承零件的生产特点 (11)5.2 滚动轴承零件工艺过程的特殊性 (12)6 滚动轴承生产的一般工艺过程 (13)7 滚动轴承套圈车削加工 (14)7.1 车削加工的内容和方法分类 (14)7.2 套圈车削的位置精度和定位基准选择 (15)7.3 车削套圈的尺寸公差及余量的确定 (17)7.4 套圈车削加工的切削用量 (20)7.5 套圈车削加工所用的夹具 (21)8 套圈的热处理工序 (21)9 套圈的磨削 (22)9.1 6203轴承套圈的磨削过程 (22)9.2 套圈磨削用夹具 (24)10 钢球加工 (25)10.1 钢球加工的基本工艺路线 (25)10.2 钢球加工余量的确定 (26)11 保持架加工 (27)12 轴承的装配 (28)12.1 装配的基本工艺路线 (28)12.2 轴承零件的组装方法 (28)参考文献 (30)致谢 (31)2滚动轴承的主要类型及其代号2.1滚动轴承的主要类型、性能与特点滚动轴承是现代机器中广泛应用的部件之一,它是依靠主要元件间的滚动接触来支承转动零件的。
滚动轴承的基本结构如图1所示,它由内圈、外圈、滚动体和保持架等4部分组成。
内圈用来和轴颈装配,外圈用来和轴承座孔装配。
通常是内圈随轴颈回转,外圈固定,但也可用于外圈回转而内圈不动,或是内、外圈同时回转的场合。
当内、外圈相对转动时,滚动体即在内、外圈的滚道间滚动。
图1 滚动轴承的基本结构按照轴承所能承受的外载荷不同,滚动轴承分为推力轴承中与轴颈紧套在一起的叫轴圈,与机座相联的叫座圈。
向心推力轴承的滚动体与外圈滚道接触点(线)处的法线N-N与半径方向的夹角α叫轴承的接触角;轴承实际所受的径向载荷Fr 与轴向载荷Fa的合力与半径方向的夹角β叫载荷角。
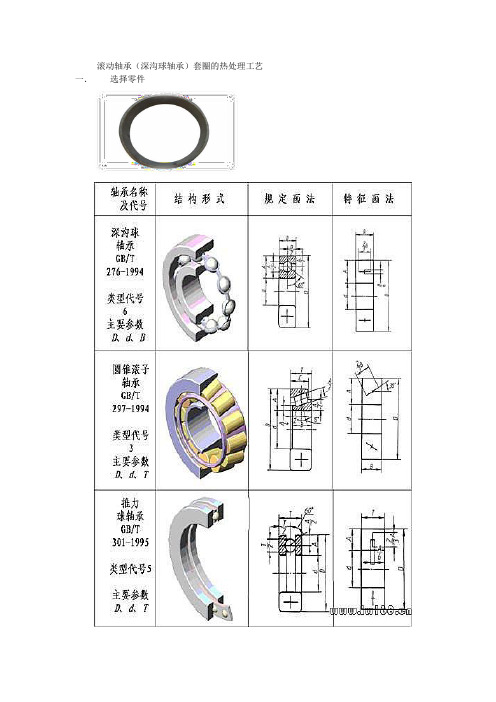
图2 不同类型的轴承的承载情况国标中根据轴承所受载荷的方向和滚动体类型,共分九种基本类型,见文献[1]表13-1。
2.2 滚动轴承零件结构的常用术语2.2.1 结构表面名称(1) 滚道轴承外圈上有供钢球(或滚子)滚动的槽,这些槽叫做外沟(或外滚道);同样,内圈上供钢球(或滚子)滚动的槽叫做内沟(或内滚道)。
外沟(又称外沟道)、外滚道和内沟(又称内沟道)、内滚道统称为滚道。
内圈上的滚道简称内滚道;外圈上的滚道简称外滚道。
(2) 内径和外径滚动轴承内径是指内圈内孔表面的直径;外径是指外圈外表面的直径。
(3) 内外径和外内径滚动轴承内圈上最大外表面的直径叫做内外径;外圈上最小内表面的直径叫做外内径。
图3 滚动轴承结构表面术语表1.1 滚动轴承结构表面术语2.3 Array滚动轴承的代号我国国标GB/T272-93规定了滚动轴承代号的表示方法。
滚动轴承代号由前置代号、基本代号、后置代号组成,用字母和数字等表示。
2.3.1 基本代号基本代号用来表示轴承的内径、直径系列、宽度系列和类型,一般最多为五位数。
轴承内径用d表示。
基本代号右起第一、二位数字为内径代号。
对常用内径d=20~480mm的轴承,内径一般为5的倍数,这两位数字表示轴承内径尺寸被5除得的商数,如04表示d=20mm;12表示d=60mm等等。
对于内径为10mm、12mm、15mm和17mm 的轴承,内径代号依次为00、01、02和03。
对于10mm和大于500mm的轴承,内径表示方法另有规定,可参看GB/T272—93。
轴承的直径系列(既结构相同、内径相同的轴承在外径和宽度方面的变化系列)用基本代号右起第三位数字表示。
直径系列代号有7、8、9、0、1、2、3、4和5对应于相同内径轴承的外径尺寸依次递增。
对于向心轴承和向心推力轴承,0、1表示特轻系列;2表示轻系列;3表示中系列;4表示重系列。
推力轴承除了用1表示特轻系列之外,其余与向心轴承的表示一致。
轴承的宽度系列用基本代号右起的第四位数表示。
宽度系列代号有8、0、1、2、3、4、5和6,对应同一直径系列的轴承,其宽度依次递增。
多数轴承在代号中不标出代号0,但对于调心滚子轴承和圆锥滚子轴承,宽度系列代号0应标出。
直径系列代号和宽度系列代号统称为尺寸系列代号。
2.3.2 后置代号轴承的后置代号用字母和数字等表示轴承的结构、公差及材料的特殊要求等等。
内部结构代号是表示同一类型轴承的不同内部结构,用字母紧跟着基本代号表示。
如接触角为150、250和400的角接触球轴承分别用C、AC和B表示内部结构的不同。
轴承的公差等级分为2、4、5、6、6x和0级六个级别,依次由高到低,其代号分别为/P2、/P4、/P5、/P6、/P6x和/P0,其中6x级仅用于圆锥滚子轴承;0级为普通级,在轴承代号中不标出。
常用的轴承径向游隙系列分为1组、2组、0组、3组、4组和5组,共6个组别,径向游隙依次由小到大。
0组游隙是常用的游隙组别,不标出,其余的游隙组别在轴承代号中分别用/C1、/C2、/C3、/C4、/C5表示。
2.3.3 前置代号轴承的前置代号用于表示轴承的分部件,用字母表示。
6308—表示内径为40mm,中系列深沟球轴承,正常宽度系列,正常结构,0级公差,0组游隙。
7211C/P5—表示内径为55mm,轻系列角接触球轴承,正常宽度,接触角α=150,5级公差,0组游隙。
3 滚动轴承类型的选择3.1 选择轴承时的考虑因素选用轴承时,首先是选择轴承类型。
出发点:1.轴承所受工作载荷的大小、方向和性质;2.安装轴承的空间范围;3.对轴承性能的特殊要求或限制;4.高速轴承考虑轴承的极限转速;5.经济性。
3.1.1 轴承的载荷轴承所受载荷的大小、方向和性质,是选择轴承类型的主要依据。
根据载荷的大小选择轴承的类型时,由于滚子轴承中主要元件间是线接触,宜用于承受较大的载荷,承载后的变形也较小。
而球轴承是点接触,宜用于承受较轻的或中等的载荷,故在载荷较小时,应优先选用球轴承。
根据载荷的方向选择轴承类型时,对于纯轴向载荷,一般选用推力轴承。
较小的纯轴向载荷可选用推力球轴承;较大的纯轴向载荷可选用推力滚子轴承。
对于纯径向载荷,一般选用深沟球轴承、圆柱滚子轴承或滚针轴承。
当轴承在承受径向载荷R的同时,还有不大的轴向载荷A时,可选用深沟球轴承或接触角不大的角接触球轴承或圆锥滚子轴承;当轴向载荷较大时,可选用接触角较大的角接触球轴承或圆锥滚子轴承,或选用向心轴承和推力轴承组合在一起的结构,分别承担径向载荷和轴向载荷。
3.1.2 轴承的转速在一般转速下,转速的高低对类型的选择不发生什么影响,只有在转速较高时,才会有比较显著的影响。
轴承样本中列入了各种类型、各种尺寸轴承的极限转速。
此极限转速是指载荷不太大(P≤0.1C,C为基本额定动载荷),冷却条件正常,且为0级公差轴承时的最大允许转速。
但是,由于极限转速主要是受工作时温升的限制,因此,不能认为样本中的极限转速是一个绝对不可超越的界限。
如果轴承的工作转速超过极限转速时,可采取下述的第五条措施。
从转速对轴承的要求,可确定以下几点:1. 球轴承与滚子轴承相比,有较高的极限转速,故在高速时应优先选用球轴承;2. 在内径相同的条件下,外径越小,滚动体就越轻小,运转时滚动体加在外圈滚道上的离心惯性力就越小,因而就更适合用在更高的转速下工作。
故在高速时,宜选用超轻、特轻及轻系列的轴承。
重及特重系列的轴承,只用于低速重载的场合。
如用一个轻系列轴承而承载能力达不到要求时,可考虑采用宽系列的轴承,或者把两个轻系列的轴承并装在一起使用。
3. 保持架的材料与结构对轴承转速影响极大。
实体保持架比冲压保持架允许更高一些的转速。
4. 推力轴承的极限转速均很低。
当工作转速高时,若轴向载荷不十分大,可采用角接触球轴承承受纯轴向力。
5. 若工作转速略超过样本中规定的极限转速,可用提高轴承的公差等级,或适当地加大轴承的径向间隙,选用循环润滑或油雾润滑,加强对循环油的冷却等措施来改善轴承的告诉性能。