生产指令单1
生产指令单

□自制
■焊装
销售订单号
产品名称
******有限公司
生产指令单
下单日期:
NO.:
文件编号:QR-MFG-051
■涂装
■总装
■改良
客户名称
要求完成时间
产品编号
生产数量
生产要求:
座椅:
发动机型号:
面漆颜色:
警灯:
控制器型号:
空调:
电机型号:
其他:
电池:
充电机:
其它要求: 1、配随车工具、充电机、合格证、备胎每台各1件; 2、整车车门线条均衡一致(包含:两侧共4扇门,后尾门的间隙都要调试好);
9、发车前要对整车内外清理和清洗。
10、前后安装“**”车牌;
11、配天能胶体电池;
12、注意整车的品质,做好细节,确保按时交货。
制单
审核
批准
发布:生产部 采购部 财务部 品管部 物控 仓库
版本:A/0保ຫໍສະໝຸດ 年限:2年3、电池必须具备在寒冷冬天0度以下低温时能正常使用,在0度以下-负10度时以40Km匀速续驶的一次充 电追的续驶里程一定要达到80Km;
4、必须保证仪表盘安装整齐美观。
5、必须保证整车油漆的品质崭新光亮。
6、车两侧挡板涂胶必须保证美观和均匀。 7、前包围的2个网罩保证硬度和美观。
8、必须保证车门胶条无磨损痕迹。
生产指令单
生产指令单1.目的:建立填充,批准和下达批量生产订单的程序,以便计划和物流部门可以按照规定的程序进行物料进料和间接分批。
2.适用范围:适用于所有生产品种。
3.责任:3.1物料计划员负责填写和下达批量生产订单。
3.2质量部门主任负责审核批量生产订单。
3.3生产综合部长负责生产指令的审批。
3.4生产车间负责按照批生产指示接收物料。
4内容:4.1生产综合部根据每周生产计划安排生产,并填写(SG / R-PS-001-00)“批量生产说明表”。
原料和辅助材料的数量根据配料数量和单一品种加工规定进行计算。
4.2完整的批量生产说明表应由质量部部长审查,并在综合生产部长批准后发布。
填写的内容应包括名称,批号,规格,生产能力以及准备用的原辅材料的名称,规格和剂量。
4.3批量生产说明书的说明书应明确注明产品名称,理论用量和固定用量,并规定计划工作时间4.4批准的批生产说明表一式四份,其中第一页是首页,由生产综合部门保存,第二页发送到计划后勤部门进行材料准备,第三页发送到车间。
带有批生产记录,第四个发送给质量控制人员。
4.5规划后勤部应在收到批量生产订单后准备材料。
4.6生产综合部门下达批量生产指导书后,车间领料员应按照指导书中规定的材料填写物料申请表,只有经车间主任批准后方可进行领料,仓库应根据请购单发出材料。
4.7提货时,提货成员应检查名称,规格,批号和数量。
检验正确后,仓库主管,仓库管理员和拣配人员应在物料拣配清单上签名以进行确认。
4.8物料拣选人员应将物料送到车间,以移出外室,清洁外包装,并执行《进入洁净区的物料提纯管理标准》(SG / SMP-CS-010-00)。
4.9配料人员应按批生产说明书领料,核对每种物料的名称,规格和数量,正确后在领料单上签名,交还领料员;车间主任应按照批量生产说明书和该品种的生产工艺规程组织生产。
4.10批量生产订单应在该品种生产前两天发布批量生产记录。
4.11如果任何部门在执行批量生产订单时遇到特殊情况而无法正常执行,则应向生产综合部门报告解决方案。
喷油丝印外发生产指令单
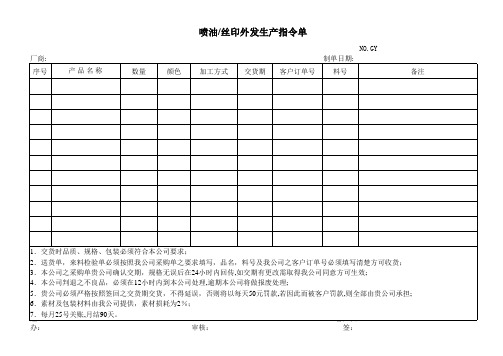
NO.GY
序号产品名称数量颜色加工方式交货期客户订单号料号备注
经
办:审核:客户回签:
6.素材及包装材料由我公司提供,素材损耗为2%;7.每月25号关账,月结90天。
喷油/丝印外发生产指令单
1.交货时品质、规格、包装必须符合本公司要求;
2.送货单,来料检验单必须按照我公司采购单之要求填写,品名,料号及我公司之客户订单号必须填写清楚方可收货;3.本公司之采购单贵公司确认交期,规格无误后在24小时内回传,如交期有更改需取得我公司同意方可生效;
4.本公司判退之不良品,必须在12小时内到本公司处理,逾期本公司将做报废处理;
5.贵公司必须严格按照签回之交货期交货,不得延误,否则将以每天50元罚款,若因此而被客户罚款,则全部由贵公司承担;。
鞋厂生产指令单样本
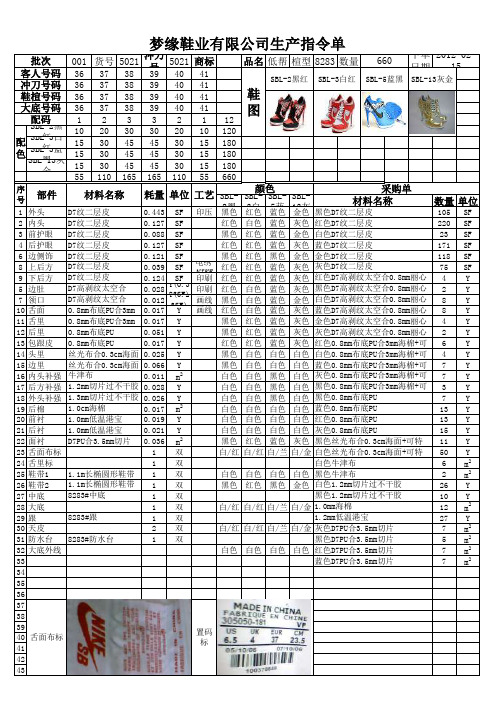
12 120 180 180 180 660
序 号
部件
1 外头
材料名称
D7纹二层皮
耗量 单位
0.443 SF
工艺
印压
SBL黑2黑色
颜色 SBL- SBL红3白色 蓝5蓝色
采购单
SBL1金3灰色
材料名称
黑色D7纹二层皮
数量 单位
105 SF
2 内头
D7纹二层皮
0.127 SF
红色 白色 蓝色 灰色 红色D7纹二层皮
2双 1双
白/红 白/红 白/兰 白/金 灰色D7PU合3.5mm切片 黑色D7PU合3.5mm切片
白色 白色 白色 白色 红色D7PU合3.5mm切片 蓝色D7PU合3.5mm切片
7
m2
5
m2
7
m2
7
m2
34
35
36
37
38
39 40 舌面布标 41
置码 标
42
43
制 杜自孟
0.121 0.039 0.124 0.028 0.012 0.017
SF SF Y(S0F.3 8Y3(S0F.)2 3SYF)
电绣 N印IK刷E 印刷 画线 画线
黑色 红色 红色 红色 黑色 红色
红色 红色 红色 白色 白色 白色
黑色 蓝色 蓝色 蓝色 蓝色 蓝色
金色 金色D7纹二层皮 灰色 灰色D7纹二层皮 灰色 红色D7高剥纹太空合0.8mm丽心 灰色 黑色D7高剥纹太空合0.8mm丽心 金色 白色D7高剥纹太空合0.8mm丽心 灰色 蓝色D7高剥纹太空合0.8mm丽心
D7PU合3.5mm切片 0.036 m2
黑色 红色 蓝色 灰色 黑色丝光布合0.3cm海面+可特 11 Y
生产指令单

生产指令单生产指令单编号:XXXXXXX企业名称:XXXXX有限公司生产日期:20XX年XX月XX日一、产品信息名称:XXX产品型号:XXXX数量:XXXX台质量等级:一级/二级/三级(根据客户要求确认)二、生产要求1.工艺要求:根据公司生产标准执行,确保产品质量稳定。
2.设备要求:生产设备应保持清洁卫生,严格按照设备操作规范操作。
3.原材料要求:拉丝材料必须符合生产标准,所有原材料必须从生产批次记录上集中编码,方便追溯。
4.生产环境要求:生产厂房应保持清洁卫生,以确保产品质量。
三、生产过程1.生产前准备(1)检查设备是否正常,根据生产计划准备生产工具。
(2)按照要求提取原材料,检查原材料质量是否合标准。
2.生产过程(1)根据工艺流程将原材料放入拉丝机进行拉丝。
(2)拉丝完成后将产品送入清洗设备清洗。
(3)清洗完成后进行烘干,待产品完全干燥后进行抛光处理。
(4)抛光完成后进行质量检查,检查是否符合客户要求质量等级。
(5)检查完成后进行包装封箱。
3.生产后清理生产结束后,清理生产现场和设备,保持生产环境整洁。
四、质量控制在生产中,执行以下质量控制措施:(1)出产中每批产品都要做检验和复检,确保产品符合要求。
(2)记录每一台设备及其所用材料的批号,方便追溯,避免不良品混入。
(3)严格按照操作规范进行生产,保障成品质量。
五、安全控制在生产中,执行以下安全控制措施:(1)生产现场设施完善,确保生产环境安全。
(2)操作设备前需进行安全培训,保障员工的人身安全。
(3)制定安全管理制度,遵守国家安全法规。
本着“质量至上,安全先行”的原则,公司将全力保证产品的质量和安全。
做到品质一流,用户至上,创造优秀的产品,展现更好的企业形象。
生产指令单表格66556--

审核: 版次:VO
用量
实际用量 仓库发料总数 备注
工程:
工程规格下发及制程事项 资材评估物料交期 品质有无特殊要求
审核: 签名:
签名:
备注: 签收:
生产能力及交期
签名:
业务员:
总经理 审核:
请各领班与QC填写实际数量及仓库实际领料总数。指令单完成后请及时交财务室。
客户 产品型号
序号 1 2 3 4 5 6
名称 配件 电源 螺丝 铝基板 灯珠 面罩
LED照明生产指令单
指令单号:
JCZM20120901
发送:采购 仓库 生产 品质
客户料号
下单日期 业务交期及品质要求
订单编号 客户交期
数量C-TD-012
产品BOM单
供应商 规格/型号 单位
机加、下料指令单模板
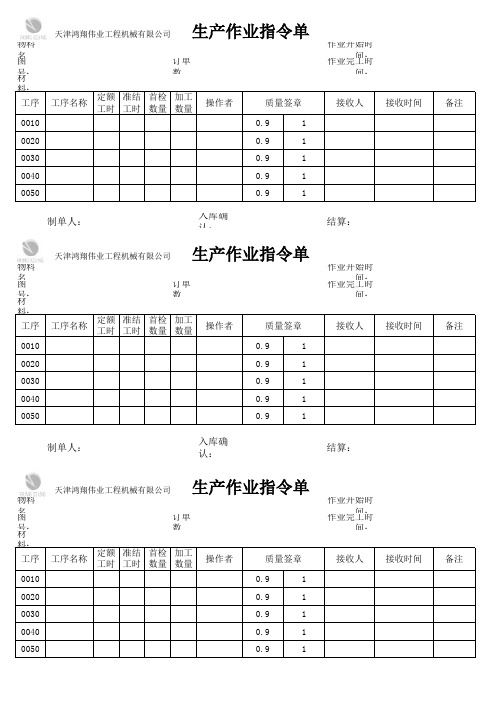
物料名称:作业开始时间:图号:订单数量:
作业完工时间:
材料:00100.9100200.9100300.9100400.910050
0.9
1
制单人:入库确认:结算:
物料名称:作业开始时间:图号:订单数量:
作业完工时间:
材料:00100.9100200.9100300.9100400.910050
0.9
1
制单人:入库确认:结算:
物料名称:作业开始时间:图号:订单数量:
作业完工时间:
材料:00100.9100200.9100300.9100400.910050
0.9
1
制单人:入库确认:结算:
天津鸿翔伟业工程机械有限公司
生产作业指令单
备注
接收人操作者
首检数量准结工时定额工时工序名称
工序备注
天津鸿翔伟业工程机械有限公司
生产作业指令单
质量签章加工数量
接收时间 天津鸿翔伟业工程机械有限公司
生产作业指令单
工序工序名称
定额工时准结工时首检数量加工数量
加工数量
操作者
质量签章接收人接收时间工序工序名称
定额工时准结工时首检数量操作者
质量签章接收人接收时间备注。
生产指令单
NO.*******
订单 编号
产品名称
车间
生产 前工序 数量 完成日期
质量要求
完工 日期
完成转 移车间
工艺
备注
① 车 间
作业 说明
1、接收时要核查清楚数量、重量、质量要求经签收后由签收车间负责。 2、后工序要按照生产部指定日期范围内追前工序交货,如有问题请及时通知生产部。 3、完成后送货到下一工序。
制表:
日期:
SH4-022
生产通知单
NO.*******
订单 编号
产品名称
车间
生产 前工序 数量 完成日期
质量要求
完工 日期
完成转 移车间
工艺
备注
② 查清楚数量、重量、质量要求经签收后由签收车间负责。 2、后工序要按照生产部指定日期范围内追前工序交货,如有问题请及时通知生产部。 3、完成后送货到下一工序。
制表:
日期:
SH4-022
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生 产 指 令 单
指令单号: YX20160622 包装 日期: 2016年携式蓝牙音箱 品名: 客户型号: S203A(CRDC-S203A) 订单编号: 20160509003 订单总数: 1402 PCS
型号颜色: 冷灰ABS+黄色方形铁网+冷灰硅胶 701 PCS 数量: 型号颜色: 黑色ABS+黑色铁网+黑色硅胶/700PCS 701 PCS 数量: 下单日期: 2016年6月4日 交货日期: 2016年6月28日 检测要求: 全检 包装牛皮盒包装,USB充电线跟音频线各一条,带登山扣(用大头AUX IN线) 一、:主芯片:CSR8635;蓝牙设备名:AUKEY SK-M7 二、产品标准及质量要求: 符合 FCC 标准,原材料符合 ROHS 标准;符合无铅测试,( 所有油墨的无铅测试以及表 面无铅,比如:线材表面及产品表面都要做);产品符合 PRO65 加洲 65 标准,并提供报 告;符合 CPSIA 当中的 3P,并提供报告;CPSIA-Phthalate Content(3P);CPSIA-Total Pb;California Proposition 65 463718;California Proposition 65 474817; 三. 包装要求: 每个产品包装上需要贴我司型号标签,标签不要求条码格式,外箱箱唛需有客户公司 logo,侧唛唛头,装箱重量最大14-15KG,能过跌落测试.每个产品包装检测后需要过热缩膜 。注包装贴纸贴法:1、冷灰+黄网 700套(贴:LLTS50457,对应进货单号:JHD-2016-0518-1332 )2、全黑 700套(贴:LLTS50456,对应进货单号:JHD-2016-05-18-1331 )3、 注意事项: 另2台为客户备品可不贴 四、 颜色和 LOGO: A: 冷灰色硅胶套+冷灰11C壳料+黄色方孔铁网 701套 (硅胶套丝印:AUKEY) B:黑色硅胶套+黑色壳料+黑色0.8孔径铁网 701套 (硅胶套丝印:AUKEY) 五. 配件: USB充电线+大头Line in线+登山扣+说明书+牛皮盒+内卡 +标贴+PE袋+热缩袋,外箱装 箱(28台/箱) 注:此为客户线下订单,不需保修卡,请生产包装时注意! 六. 开机声/ 进入配对模式/ 配对成功/ 关机声: 七. 出货时产品请确保含有 80%的电量。 制单: 确认: 审核: 包装: