电动自行车生产工艺流程图
电动车生产工艺
装
油 漆 车 身
总 装
底盘件 电器件
车身附件
……
整 库车
入
焊装工艺
焊装工艺
– 冲压好的车身板件局部加热或同时加热、加压而接 合在一起形成车身总成。在电动车车身制造中应用 最广的是点焊,焊接的好坏直接影响了车身的强度。
焊装线
焊接机器人
焊装工艺
焊接方式
典型应用实例
电阻焊
点焊 凸焊
车身主体总成、车身侧围总成 螺母
电动车生产工艺
优选电动车生产工艺
简介
一、工艺基础
– 工艺基础:概念 – 工艺基础:管理
二、电动车车身制造三大工艺定义及特点
– 焊装工艺 – 涂装工艺 – 总装工艺
粘接法:需粘接的零部件,内饰件一般有衬垫、隔音材料、车门内装饰护板,外饰件一般有挡风玻璃、车灯、标志等。
在四轮电动车制造业中,焊装、涂装、总装合为三大核心技术(即三大工艺)。
工艺参数 按产品的零、的某一工艺阶段编制的一种工艺文件。
一、电动车装配概念及其特点
工用焊艺数接卡 据 工片格艺(式参或来数作描:业述电指产源导–品极书结性)为如构/达电的焊文丝到流件直加、。径/工电电产极弧电品压压预力/焊期压接的等电流技。/术气体指流标量/,焊工接速艺度过/焊程丝中伸出选长用度/和直控流回制路的电感有等关。 量,
工艺设计过程
– 策划(产品定义)-产品设计和开发(产品数据)-过程设计和开 发-产品与过程确认-生产-(持续改进)。
电动车车身制造三大工艺定义及特点
在四轮电动车制造业中,焊装、涂装、总装合为三大核心 技术(即三大工艺)。从结构上看,四轮电动车属于有骨架车身,
它的生产工艺流程大致为:
焊
白车身
电动自行车车生产工艺设计

8X10刀、字螺丝刀、钳子、十字十螺丝、具动)工手、气动(电手扳14X17扳扳扭力手。
审核(日期)标准化(日期)设计(日期)
批准(日期)
记标
处数
件更改文号
字签
日期
记标
处数
号更改文件
签字
日期
司限公电动车有XXXXX线装装配工艺卡片
型车
共页17页第6
图部件号
时序工工
序工号6
闸前与名称把车装工序
罩
管鞍座
11整
2.1/2 4.1 5.1 5.2 6.1 13.1 16.1返组装前工.2飞内车后装安电池轮把返修外组胎盒泥架车刹组合叉前板车组挡碗合组合合
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
改更文件号
签字
日期
记标
处数
文更改件号
签字
日期
电动自行车线装装配工艺号:件文编102XXXX-GY– ):计(日期设 :期)日审核(
支泥、装1、安前泥板前板架。接连板架前安、2装泥板支。支泥装、泥装3、安后板安后板架板连架支泥装、4安后板接。安、5装射反后器。
1、泥板不得有明显的扭曲及偏斜。2、后反射器紧固无松动。3、裙网安装应可靠无松动。
4、车轮与车架或前叉内侧间隙。2mm相等,其偏差小于
工艺装备及辅料
)动(电扳手、气动十字螺丝刀、8X10具工
电动自行车生产工艺流程图101XXXX-GY–文件编号:
12*13 14 *15 1 16 17包出安装中整控装厂装制轴车车入线器组调筐检成束及试装验装品后配塑
库座料贴件花
2车架
3链轮
电动车的生产流程
电动车的生产流程电动车的生产流程电动车,作为一种新型的交通工具,既环保又经济,越来越受到人们的欢迎。
电动车的生产涉及到多个环节,下面将为大家介绍一下电动车的生产流程。
第一步,设计与研发。
在电动车的生产之前,需要进行大量的设计与研发工作。
设计师们根据市场需求以及技术的发展,进行车型的设计以及核心部件的研发。
这个阶段需要耗费大量的人力以及物力,并且需要进行多次的试验和修改。
第二步,采购原材料。
电动车的生产需要大量的原材料,包括电池、电机、轮胎等。
生产厂家需要从原材料供应商处采购相应的材料,并保证其质量符合要求。
这个过程需要管理人员跟供应商进行有效的协商和谈判,并签订相关的采购合同。
第三步,组装车身。
在获得了所有必要的原材料之后,生产厂家开始组装电动车的车身。
这个环节需要有相应的生产线,并且需要高熟练度的工人进行操作。
生产线上会有一系列的工位,其中每个工位都有特定的任务。
例如,第一个工位负责车架的焊接,第二个工位负责车身的涂装,第三个工位负责装配电池等。
整个组装车身的过程需要经过多次检验,确保每个零部件的安装质量及功能完好。
第四步,安装电池和电机。
组装完成车身之后,需要将电动车的核心部件——电池和电机安装到车身中。
这个过程需要相应的配备专业技术的工人进行操作,确保安装的质量和稳定性。
安装电池和电机之后,还需要进行测试,确保它们的工作正常。
第五步,装配其他配件。
在电动车的生产中,还需要安装其他一些配件,例如车灯、喇叭、后视镜等。
这个过程相对较简单,但也需要工人仔细操作,并确保各配件安装位置正确,功能正常。
第六步,质量检验。
在整个生产流程中,质量检验是必不可少的环节。
质量检验员需要对已经装配好的电动车进行全面的检查,主要是检查车身的质量、电池和电机的工作状态等。
只有通过了质量检验的电动车才能够出厂。
第七步,包装与发货。
经过质量检验合格的电动车需要进行包装,并进行相应的标志和标签。
随后,根据订单要求,电动车被发往客户。
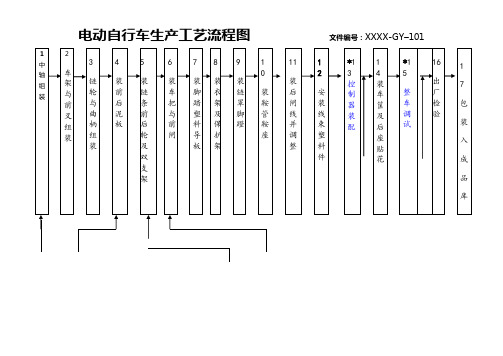
电动自行车生产工艺流程图
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
安装车架碗前叉下档
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号签字源自日期标记处数更改文件号
签字
日期
电动自行车生产工艺流程图
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
ቤተ መጻሕፍቲ ባይዱ处数
更改文件号
签字
日期
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
电动车生产工艺
電動車玻璃鋼件塗裝工藝流程
刮一道原子灰
烘乾打磨吹幹
噴底漆
烘乾打磨吹幹
乾乾燥燥
刮刮灰灰
乾燥
刮二道原子灰
噴中塗
烘乾
乾燥
打磨
乾燥
補紅灰
吹擦淨
噴面漆
烘乾
烘乾
打磨 拋光
噴中塗
檢查修飾 或返修
塗裝工藝
電動車鐵板件、鋁板塗裝工藝流程
預處理
(打磨、清洗)
噴底漆
烘乾 噴中塗 烘乾 補紅灰 刮灰並乾燥 打磨及乾燥
工藝設計過程
– 策劃(產品定義)-產品設計和開發(產品數據)-過程設計和開 發-產品與過程確認-生產-(持續改進)。
電動車車身製造三大工藝定義及特點
在四輪電動車製造業中,焊裝、塗裝、總裝合為三大核心 技術(即三大工藝)。從結構上看,四輪電動車屬於有骨架車身,
它的生產工藝流程大致為:
焊
白車身
塗
裝
焊接總成 ……
焊裝工藝
電動車骨架焊接系列夾具
定位與夾緊 裝配焊接三過程,一定位,二夾緊,三點固 定位是通過定位基準與夾具上的定位元件相接觸而實
現,定位元件有:擋鐵,定位銷,支承板,樣板 夾緊:有力,穩定,避免焊接運動干涉 焊接生產線 CO2保護焊、機械手焊接等
塗裝工藝
概述
– 電動車車身的塗裝品質要求最高,要長期在各種氣候條件下 使用而不發生漆膜劣化和銹蝕,還要能維持其光澤、色彩和 美觀。典型的電動車塗裝工藝是底架電泳,車身底漆、中塗、 面漆3C3B(3Coat3Bake)體系。在電泳底漆與中塗之間有焊縫 密封和底板防護塗層的噴塗,以保證車身的密封、降雜訊和 防銹,面漆後塗內腔防銹蠟。
點補中塗
檢查修飾 或返修
电动自行车生产项目审批流程
电动自行车生产项目审批流程如下:
1.公司注册:向国家市场监督管理部门提交公司设立登记申请书、
公司章程、住所使用证明等材料来申请注册公司。
2.生产许可证申请:生产者需要向国家相关部门申请电动车生产
许可证。
3.材料准备与提交:准备材料包括《工业产品生产许可证申请书》、
营业执照复印件、组织机构代码证(或企业负责人身份证复印
件)、生产场所布局图、工艺流程图、企业质量管理文件、产
品标准等。
4.审批与发证:质监局对提交的申请材料进行审验,审验通过后
颁发证书。
5.注册商标:生产者向国家知识产权局申请注册商标。
电动车生产工艺

工艺设计过程
–
电动车车身制造三大工艺定义及特点
在四轮电动车制造业中,焊装、涂装、总装合为三大核心 技术(即三大工艺)。从结构上看,四轮电动车属于有骨架车身, 它的生产工艺流程大致为:
白车身
焊接总成 ……
焊 装
涂 装
油 漆 车 身
总 装
底盘件 电器件
车身附件 ……
整 库车 入
焊工艺
焊装工艺
– 冲压好的车身板件局部加热或同时加热、加压而接
合在一起形成车身总成。在电动车车身制造中应用 最广的是点焊,焊接的好坏直接影响了车身的强度。
焊装线
焊接机器人
焊装工艺
焊接方式 典型应用实例
点焊 电阻焊
车身主体总成、车身侧围总成
凸焊
螺母
CO2保护焊、氩弧焊
车身总成
焊装工艺
点焊:通过导电,电阻加热,金属熔合。 点焊的过程:预压-焊接-保压-休止。 点焊相关工艺参数:电流/电压/电极压力/焊接时间/电极直 径等。 点焊设备:固定式点焊机,移动式点焊机,包括:供电系统(变 压器和二次回路)、焊具部分(机臂、电极夹持器、电极)、加 压机构(气压、液压等)、冷却系统、机体等。 CO2气体保护焊接:一种熔化极气体保护电弧焊接法,利用焊丝 与工件间产生的电弧来熔化金属,由CO2作为气体保护气,并采 用光焊丝填充。 焊接工艺参数:电源极性/焊丝直径/电弧电压/焊接电流/气 体流量/焊接速度/焊丝伸出长度/直流回路电感等。
打磨及干燥
点补中涂
检查修饰 或返修
打磨 抛光
装配
烘干
喷面漆
上件及擦净
打磨并干燥
总装工艺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安装车架碗前叉下档
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
电动自行车生产工艺流程图
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15