汽车模具基本结构介绍
钣金模具的基础介绍
《钣金模具的基础介绍》xx年xx月xx日•钣金模具概述•钣金模具的结构与特点•钣金模具的生产流程•钣金模具的关键技术目•钣金模具的常见问题及解决方案•钣金模具的实际应用案例录01钣金模具概述钣金模具是指用于成型金属板材的专用模具,通常由凹模、凸模、压边圈、固定板、活动板等组成。
定义钣金模具根据不同的分类标准,可以有不同的分类方式。
如按成型工艺可分为拉伸模、冲裁模、折弯模等;按模具结构可分为单工序模、级进模、复合模等。
分类定义与分类汽车车身、底盘、发动机等部件的制造都需要钣金模具。
钣金模具的应用范围汽车制造洗衣机、电视机、空调等家用电器的外壳和内部结构都需要使用钣金模具成型。
家用电器建筑用防盗门、铝合金门窗等需要使用钣金模具成型。
建筑行业高效、节能为了降低生产成本,提高生产效率,钣金模具的设计和制造更加注重高效、节能。
高精度、高寿命随着科技的不断进步,钣金模具的精度越来越高,寿命也越来越长。
多功能、柔性化为了适应多品种、小批量生产的需求,钣金模具向着多功能、柔性化方向发展,可以快速更换模具结构,适应不同的生产需求。
钣金模具的发展趋势02钣金模具的结构与特点钣金模具的基本结构凸模和凹模凸模是用于成形钣金件的凸起部分的模具,凹模则是用于成形凹槽或孔的模具。
上下模座用于固定和支撑钣金模具的上下部分。
导柱和导套用于导向和定位凸模和凹模,以确保模具闭合的精确度。
底板和垫板底板用于固定模具的下半部分,垫板则用于调整模具的高度。
顶杆用于顶出成形后的钣金件。
钣金模具结构相对简单,主要由凸模、凹模、上下模座等部分组成,制造和维护较为方便。
结构简单成形高效成形精度高钣金模具采用压力机进行成形作业,能够高效地完成大批量钣金件的生产。
由于导柱和导套的导向和定位作用,钣金模具的成形精度较高,能够有效保证钣金件的质量和精度。
030201选择具有良好成形性能、耐磨性和抗疲劳性的材料来制造钣金模具,以提高其使用寿命和精度。
选材合适设计合理的结构是钣金模具的关键,应考虑到操作方便、安全可靠、易于维护等因素。
《两板模基本结构》课件

# 两板模基本结构 本课程将介绍两板模基本结构及其组成部分,以及其在工业生产中的应用。
概要
两板模概述
两板模是一种冲压模具,由上下两个板组成,通常用于制作薄板金属零件。
两板模组成
两板模由四个基本部分组成:上板、导柱、下板和模柄。上下板通过导柱连接并互相保持一 定间隔。模柄用于固定模具和操纵上下板。
两板模的工作原理
冲压过程
将金属薄片放置在上下模具之间,通过精密的冲压过程,使薄板金属形成所需的形状。
两板模在工业生产中的应用
广泛应用
两板模广泛应用于汽车、电子产品、家用电器、空调和机器设备等行业的制造中。
主要工具
两板模是制造薄板金属零件的主要工具之一。
总结
通过学习本文,同学们应该对两板模的工作原理及其在制造中的应用有了更深入的了解。
内藏式分型线汽车外饰件模具的基本结构

f F模 具工程
2 0 .o1 6 期 0 6N . 2总 9
内藏式分型线汽车外饰件模具的基本结构
孙ቤተ መጻሕፍቲ ባይዱ为
延锋伟世通汽车饰件 系统有限公司模具公司, 上海。2 0 4 04 2
摘 ■: 本文介 绍了汽车外饰零件如保 险杠 、 防擦条等外观零件 中内藏式分型线注塑模具的基本 结构和模具动作要 点。通过 浅显 易懂的插 图和描 述向同行业介 绍 了这一可以令相关模 具制造厂商提升设计水平的技 术。 关■调 :内藏 式分型线 ;同步顶 出;变角度导轨
维普资讯
■圈
() 2 利用塑料制件 的可变形性 , 通过斜顶块 内横 向的滑块 , 将零件末端 向内拉动 , 通过横 向滑块末端 的导轨控制行程 , 使零件末端脱离定模倒勾处; () 3 打开模具 , 使零件与定模分离 ;
() 4 继续顶 出, 并通过横 向滑块末 端的导轨控制
期使用后产生的飞边 , 都不会影响产品的外观质量 , 既 满足了主机厂的要求 , 又大大增加了产品的合格率。
宽体饰条和镀铬饰条等注塑零件提出了分型线不可见
的要求 。一些国外高档轿车如奔驰 、 宝马等 , 早在几年
前就开始使用内藏式分型线的保险杠及相关零件 , 国
内车厂以大众为代表 , 1 自O 年推 出的 P L O O后 , 所有
4 其它一些■薹注意的问矗
( ) 产品设计 中应考虑在产品翻边处设置供模 1
轨 8 段 的角度变化 , 动滑块 4 使零件变形 回复。 c 推 ,
作者简介 : 孙为 ,17 90年生 , , 男 汉族 , 海人 , 上 工程 师, 学士学 位 ,93 自上海交通大学机械 系毕业后 进入延锋伟世通模具 19 年
汽车通风器盖板产品与模具分析

1产品特点及模具成型分析之六汽车通风汽车通风((器)盖板(风窗下装饰板风窗下装饰板))(Cowl panel )黄二力海信模具汽车项目部2前言汽车通风汽车通风((器)盖板盖板总成总成(风窗下装饰板风窗下装饰板))位于前风挡玻璃前位于前风挡玻璃前,,发动机舱盖下方动机舱盖下方,,通常通常,,雨刮器雨刮器转轴转轴转轴穿过产品穿过产品穿过产品。
以下简称通风盖板以下简称通风盖板。
盖板总成提供空调进风要求的进风量盖板总成提供空调进风要求的进风量,,防止汽车外部水进入空调进气系统气系统,,并起到防止车辆外部杂物进入的作用并起到防止车辆外部杂物进入的作用,,同时产品也具有装饰作用作用。
盖板本体有较大面积的进风网格或网孔盖板本体有较大面积的进风网格或网孔,,注塑料流复杂注塑料流复杂,,网格熔接痕处易出现断裂痕处易出现断裂。
盖板总成是外观件盖板总成是外观件,,也不允许有可见的表面缺陷也不允许有可见的表面缺陷。
盖板总成属重要外饰件盖板总成属重要外饰件,,各主机厂已形成独有结构各主机厂已形成独有结构,,如日系和欧系的产品就有明显不同的产品结构特点和制造工艺的产品就有明显不同的产品结构特点和制造工艺。
以下分产品特点和模具成型两方面分别说明(一)产品特点及要求1)产品种类2)产品基本结构3)产品材料及要求4)重点关注的问题5)产品的发展趋势(二)模具成型分析1)模具整体结构特点2)浇注系统3)冷却系统4)具体结构设计31)产品种类通风盖板与前风挡有匹配要求,要求与玻璃良好贴合,不应有间隙,产品边界准确,清晰,无飞边。
按匹配位置的结构不同,可分为三种类型:A)无密封条式B)安装密封条式C)双物料一体注塑式45(一)产品特点及要求1)产品种类A )无密封条式此类产品由硬胶注塑成型,本体与前风挡玻璃贴合。
由于产品较长,局部变形导致产品难以保证与前风挡全长度良好贴合。
(一)产品特点及要求1)产品种类B)安装密封条式盖板本体和密封条通过沟槽装配在一起,盖板本体由注塑生产,密封条是挤出型材,根据需要截取。
模具基本结构简介之三板模
常物或过度磨损导致,需要清理 杂物或更换磨损部件。
模具漏料
可能是由于密封件老化或损坏导致,需要更 换密封件。
模具动作不协调
可能是由于部件松动或损坏导致,需要重新 紧固或更换部件。
模具温度异常
可能是由于冷却系统故障或加热元件损坏导 致,需要检查冷却系统和加热元件。
脱模过程
脱模过程是将成型好的塑料从模具中脱出的过程。在脱模过 程中,模具的顶出机构将塑料从型腔中顶出,完成脱模。
脱模过程需要注意控制顶出速度和力量,避免对塑料造成损 伤或出现脱模困难等问题。
04
三板模的设计要点
模具材料的选择
钢材
钢材是制造模具的主要材料,其 强度、耐磨性和耐热性等性能对 模具的寿命和精度有很大影响。 常用的钢材有碳素工具钢、合金
行灵活调整。
三板模的发展趋势与未来展望
智能化
随着工业4.0和智能制造的推进,三板模将逐渐实现智能化,包括自 动化控制、数据监测和远程维护等功能。
高效化
为了提高生产效率和降低成本,三板模将不断优化设计,提高注塑速 度和减少成型周期。
环保化
随着环保意识的提高,三板模将采用环保材料和工艺,减少对环境的 污染。
顶出板
顶出板是三板模的重要部件之一,用 于将冲压件从凹模中顶出。
顶出板的顶出力和行程需要根据冲压 件的大小和形状进行合理设计和调整, 以确保冲压件的顺利取出和避免损坏。
顶出板上通常安装有顶出杆和顶出垫, 用于传递顶出力。
03
三板模的工作原理
成型过程
成型过程是三板模中最重要的环节之一,主要通过模具的加热和加压来实现塑料 的成型。在成型过程中,塑料颗粒被加热至熔融状态,然后在模具型腔内冷却并 固化,形成所需的形状。
模具结构设计
VS
详细描述
锻造模具结构设计需要考虑锻造工艺参数 、锻造材料特性、模具寿命和制造成本等 因素。在设计中,应注重优化模膛设计、 导向装置、顶出装置等部分,以确保锻造 生产的顺利进行和产品质量。
05
模具结构设计软件与应用
CAD/CAE/CAM技术在模具结构设计中的应用
01
CAD(计算机辅助 设计)
利用CAD软件进行模具的三维建 模,实现模具零件的精确设计和 定位。
低热膨胀系数
模具材料的热膨胀系数应尽可能小,以减小 温度变化对模具尺寸的影响。
04
模具结构设计实例分析
注塑模具结构设计实例
总结词
注塑模具结构设计是模具设计中的重要一环,需要考虑多方面因素,如塑考虑塑料的收缩率、流动性、结晶性等特性,以及模具的强度、刚度、寿命等因素。同时, 还需要考虑注塑机参数,如注射量、注射压力、模具安装尺寸等。在设计中,应注重优化浇注系统、冷却系统、 顶出系统等部分,以提高生产效率和产品质量。
浇注系统设计
浇注系统是模具的重要组成部分,其 设计的好坏直接影响到制品的质量和 生产效率。
浇注系统的结构形式有多种,应根据 制品的大小、形状和材料特性选择合 适的结构形式。
浇注系统的设计应遵循“快速、等高 、等流量”的原则,确保金属液能够 均匀地充满型腔。
浇注系统的尺寸和位置对制品的尺寸 精度和模具的加工制造也有很大影响, 需要仔细考虑。
02
CAE(计算机辅助 工程)
通过CAE技术对模具结构进行有 限元分析,预测模具的应力分布、 变形和寿命等性能。
03
CAM(计算机辅助 制造)
将模具设计数据导入CAM软件, 生成数控加工代码,控制机床完 成模具的加工制造。
常用模具结构设计软件介绍
中英文汽车模具模具设计规范图文讲解

h SIZE 600mm ±50850mm ±50FOLLOW DIESHUT HIGHT 1050mm 1200mm DRAW DIE 750mm ±501100mm ±50hh6KIND OF HEEL GUIDE 导跟的结构上下模导向形式GUIDE TYPE 导向形式(●)WEAR PLATE 导板(●)HEEL&POST 导板&导柱(●)POST 导柱(●)GUIDE POST SET 导柱7SAFETY AREA 安全区域8REQUIRED BACK UP FOR WEAR PLATE 导板需要背托压料器的导向及形式CONDITION OF PAD SLIDE SURFACE 滑动面的条件(●)POST 导柱(●)SINGLE WEAR PLATE 单面耐磨板 (●)DOUBLE WEAR PLATE9DIE LIFTING HOOK 模具起吊(●)CAST HOOK 铸入吊耳(●)PIN HOOK 镶板式吊耳(●)CAST NUT 铸入螺母(●)DRILL HOLE 螺孔PAD SLIDE SURFACE METHOD LOWER TO UPPER DIE GUIDE METHODA B C D (●)A()B()C()DGUAGE TYPE 定位器样式(●)(●)M A X 200BOTTOM PLATEENTRY AMOUNT OF CUTTING EDGE(●)REQUIRED 必要()NOT REQUIRED 不要(●)ALL PIERCE 所有的孔(●)LESS THAN ≤Ф 12 mm(●)CAM PRC CAM10PROVIDE BACKING PLATE 垫板(●)REQUIRED 必要( )NOT REQUIRED 不要(●)ALL PUNCH 所有冲头11SCRAP SHED OUTCHUTE ANGLE 滑槽角度废料处理A ≥ 20°B ≥ 15°SCRAP SHED OFF BOLSTER END 废料滑槽应超出工作台边5mmCHUTE MATERIAL 滑槽的材料t :2.0~2.5mm H :MIN50mm2nd SCRAP CHUTE 二次废料滑槽SMALL SCRAP DISPOSAL 小型废料处理(●)SHED OFF BOLSTER END 流至机台端(●)SCRAP BOX 废料盒处理PROVIDE CONVERYOR 提供输送带(●)REQUIRED 必要( )NOT REQUIRED 不要PROVIDE VIBRATOR 提供震动器(●)REQUIRED 必要( )NOT REQUIRED 不要12SCRAP BOXSTOCK VOLUM 收容量 ≤ 15 kg废料盒固定板垫板RETAINER BACKINGPLATEREF. SUPPLIER STD.SIZE A B C D E F G H J K L M N P Q R S T U SM505040404040303040303040301001001204030 40 L505040404040404050303040301001201204030 401MATERIALMATERIAL SPECS材料规格材料NO 123452(●)REQUIRED 必要( )NOT REQUIRED 不要斜楔中央导块3(●)REQUIRED 必要( )NOT REQUIRED 不要CAM 安全装置4POSTIVE RETURN (●)REQUIRED 必要( )NOT REQUIRED 不要强制回程5RETURN OF SLIDER 滑动块退回装置(●)COIL SPRING(●)URETHANE(●)GAS SPRING (●)AIR CYLINDER6CAM STOPPER (●)REQUIRED 必要( )NOT REQUIRED 不要斜楔到位块MoGrCAM DRIVERCAM SLIDER CAM DIE 斜楔模DIE DESIGN SPECIFICATION (模具设计规范)PARTS NAME 部品名称MATERIAL 材料MoGr CAM SLIDE CENTER GUIDE SAFTY RETAINER FOR CAM COLLAPS SLIDER DROP SLIDE DRIVER CAM HOLDER CAM PADMoGr MoGrMoGr。
汽车保险杠模具内分型结构的研究及应用
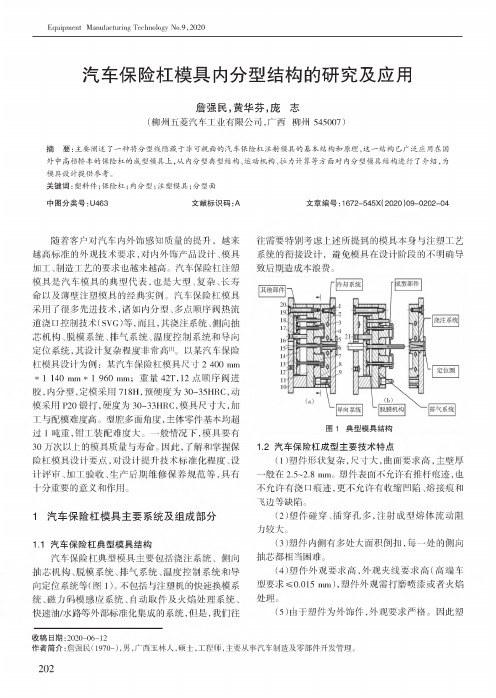
Equipment Manufacturing Technology No.9,2020汽车保险杠模具内分型结构的研究及应用詹强民,黄华芬,庞志(柳州五菱汽车工业限公司,广西柳州545007)摘要:主要阐述了一种将分型线隐藏于非可视面的汽车保险杠注射模具的基本结构和原理,这一结构已广泛应用在国外中高档轿车的保险杠的成型模具上,从内分型典型结构、运动机构、拉力计算等方面对内分型模具结构进行了介绍,为模具设计提供参考。
关键词:塑料件;保险杠;内分型;注塑模具;分型面中图分类号:U463文献标识码:A文章编号:1672-545X(2020)09-0202-04随着客户对汽车内外饰感知质量的提升,越来越高标准的外观技术要求,对内外饰产品设计、模具加工、制造工艺的要求也越来越高。
汽车保险杠注塑模具是汽车模具的典型代表,也是大型、复杂、长寿命以及薄壁注塑模具的经典实例。
汽车保险杠模具采用了很多先进技术,诸如内分型、多点顺序阀热流道浇口控制技术(SVG)等,,浇注、、模、、控制导向定位,设计复杂程非常高叫以汽车保险杠模具设计为例汽车保险杠模具2400mm *1140mm*1960mm;重量42T,12点顺序阀进,内分型,定模采用718H,为30-35HRC,模采用P20,为30-33HRC,模具大,工模高。
型多,主过1,工大。
,模具要有30 以上的模具质量寿命。
,了保险杠模具设计要点,对设计提升技术标准程、设计、加工、产保等,具有十分要的用。
1汽车保险杠模具主要系统及组成部分1.1汽车保险杠典型模具结构汽车保险杠典型模具要浇注、、模、、控制导定位等}1)。
注塑的模系、模感、及、/等外标准的,是,要 提的模具注塑工艺的设,模具在设阶段的不明确导致造浪费。
1.2汽车保险杠成型主要技术特点(1)塑件形状复杂,大,曲要求高,壁厚在2.5~2.8mm—塑件表允许有推杆痕迹,也允许浇口痕迹,更允许缩凹陷、熔接痕和飞边等缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
翻边整形:是在成形毛胚的平面部分或曲面部分上使板料沿一定得曲线翻 成竖立的边缘,使之成为带有凸缘形零件的冲压成型方法。
上模座
压料芯
上模翻 边镶块
下模翻 边镶块
下模座
下模翻 边镶块
下模
凸模
限位块
导板
导柱
缓冲块
上模翻 边镶块
上模
氮气弹簧
限位块
导套
导板
侧销
敦死块
压料芯
氮气弹簧 垫块
导板
翻边整形的设计要点
汽车模具的基本结构
汽车模具一般有以下几道工序: 1.拉延成型 2.修边冲孔(侧修侧冲) 3.翻边整形(侧翻侧整)
拉延成型:是把剪裁成一定形状的金属平板毛胚料在拉应力的 作用下,使 其 变成各种形状的零件的一种冲压工艺方法。
上模Leabharlann 压边圈下模下模
限位螺钉
凸模
导板
墩死块
压边圈
调压块 导板
素材定位器
上模
力的计算 1.翻边力P=Ltσ(N) L:冲裁轮廓长度(mm) t: 板件的厚度(mm) σ:抗拉强度(σ=350N/mm2) 压料力P1=0.15P(N)—内板 压料力P2=0.2P(N)—外板 2.选择力源的原则 力源给压料芯施加压力从而压紧板件。力源一般分为三种:① 螺旋弹簧 ②聚氨酯 ③氮气弹簧(昂贵) 我们一般选用螺旋弹簧。如果力不够,就选用氮气弹簧 3.力源分布原则 力源分布要平衡,且尽量靠近工作部位。
拉延模设计要点
1. 调压垫的布置 ※ 调整垫布置紧靠压料面,每300~400一个; ※ 调整垫对应位置,下模设置墩死块; ※ 调整垫、墩死块、顶杆的对应位置应有立筋。 2. 压边圈上应设置素材定位器,以保证板料稳定摆放。 3. 模具端头导板应设置防反,形式为模具左侧比右侧导向 位置尺寸Y 向单边大10mm.;导板处应设置窥视孔。 4. 应设置安全螺钉,螺钉长度应保证压边圈在上死点时 有 20 mm间隙。 5. 压边圈与下模板之间应设有安全保护板,护板高度应 保 证压料圈在 上死点时有30 毫米的遮盖高度。 6. 上下模之间设置运输连接板。 7. 顶杆布置要求:沿分模线一周均匀分布,使压边圈受 力稳定。
修边冲孔
上模
下模
下模
凸模
废料滑槽 废料刀
下模座 墩死块 导板 导柱
上模
侧销 修边刀块 导套
弹簧
冲头
导板
压料芯
压料芯
吊环
导板
修边冲孔设计要点
力的计算 1.冲裁力P=Ltσ(N) L:冲裁轮廓长度(mm) t: 板件的厚度(mm) σ:抗拉强度(σ=350N/mm2) 压料力P1=0.05P(N) 2.选择力源的原则 力源给压料芯施加压力从而压紧板件。力源一般分为三种:①螺旋弹簧 ②聚氨酯 ③氮气弹 簧(昂贵) 根据我司实际情况,我们一般选用螺旋弹簧。 我们优先选择中载弹簧,型号为SWM 50-X(MISUMI标准) 其中“50”为弹簧的外径,“X”为所选择弹簧的长度。 3.弹簧个数的计算 当上模修边刀刚要接触板件时,必须要保证板件上有足够的压料力。 P1=nkx P1:压料力 n:弹簧的个数 k:弹簧常数(N/mm) x:压料芯的行程ST-上模刀块的吃入量(一般为:ST-6) 4.力源分布原则 力源分布要平衡,且尽量靠近工作部位