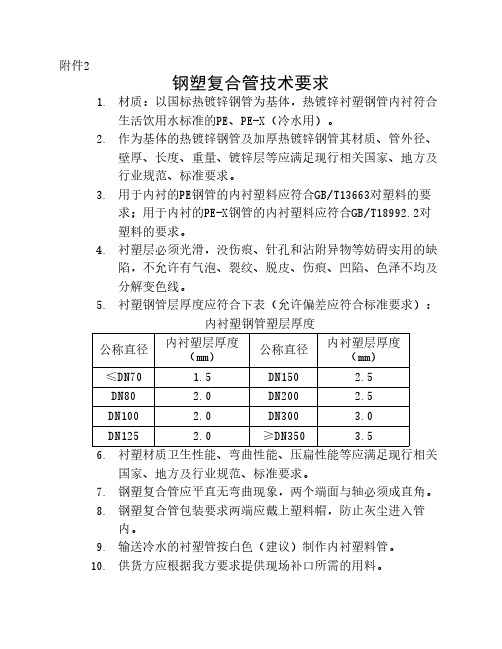
钢塑复合管的壁厚标准
钢塑复合管技术要求
4. 所配螺栓、螺母的结构和尺寸应满足GB/T8262规定、机械性 应符合GB/T3098.1-2000规定的6.8级要求,螺母的机械性能 应符合GB/T3098.2-2000规定的6级要求。
5. 铸件不应有影响机械性能的气孔、砂眼、夹渣冷隔和裂纹等 铸造缺陷。密封圈的外观应平整,不允许有气泡、裂口及影 响其性能的其他缺陷。
9. 供应商应根据我方要求无偿配置3~5套沟槽机具、开孔器。
以上所有管材、管件每一批均应有产品合格证、质量证明书
(制造商名称、产品名称、规格、标准编号、材料牌号、产品标 准规定的各项检验结果、制造厂质量部门的印记、包装日期)及 产品质量监督部门的检测报告,并应有明显标志标明生产厂名、 产品名称,包装上还应标有材料牌号、数量、规格尺寸、管径壁 厚、生产日期和检验人员的印记、生产厂名称和地址。
附件2
钢塑复合管技术要求
1. 材质:以国标热镀锌钢管为基体,热镀锌衬塑钢管内衬符合
生活饮用水标准的PE、PE-X(冷水用)。
2. 作为基体的热镀锌钢管及加厚热镀锌钢管其材质、管外径、
壁厚、长度、重量、镀锌层等应满足现行相关国家、地方及
行业规范、标准要求。
3. 用于内衬的PE钢管的内衬塑料应符合GB/T13663对塑料的要
12. 衬塑钢管外壁应标上产品标志、生产企业名称、执行标准号 等。包装应采用六角打捆包装,打捆前两端应戴上塑料帽, 防止灰尘进入管内。运输中不应抛摔和剧烈撞击,装卸时应 使用尼龙带吊装。
管件
1. 沟槽管件本体材质应满足现行相关国家、地方及行业规范标 准要求。
2. 密封圈所用材料不应含有对其使用寿命及对输送管路和零配 件有危害作用的物质。
关于钢塑复合管一些性能参数的探讨

关于钢塑复合管一些性能参数的探讨1.抗结露性能由于钢塑复合管导热系数低,传热慢,不易在外壁形成凝结水。
当管内介质温度高于空气温度时,不存在结露问题;当管内介质温度低于外界温度时,才有结露的可能。
通过做试验可知,当管内介质温度比外界温度低30℃时,在钢塑复合管外壁才有轻微的结露。
在实际的应用中,对于埋地的管材,不用考虑这一性能;对于明设于建筑内的给水管道,管内的介质温度与外界的温度之差一般达不到30℃,不用考虑结露的问题;只有当用于特殊场合,外界温度比管内介质温度高于30℃,且空气湿度较大时,才用考虑防结露措施。
2.抗静电性能静电的产生是由于物体之间相互摩擦产生的,对于HDPE来说,其微观组成是由亚甲基—(—CH2—)—长链组成的高分子物,亚甲基相当稳定,且管材表面相当光滑,因此对于用于市政给水、公用及民用建筑给水、工业用输水的管道即使有少量的静电荷产生也会被导走;对于输送特殊介质的管道(如燃气管道、工业用油管道),对于防静电的要求很高,对于这类管道需要在管体的基材中添加抗静电剂,抗静电剂是一种表面活化物,其分子由亲水基团和亲油基团两部分组成,亲油基团植于树脂内部,亲水基团在制品表面取向排列,吸附空气中的水分,形成均匀分布的导电溶液或自身离子化传导表面电荷,防止静电积蓄,而发挥抗静电效能。
3.管材膨胀性能我厂生产的各种管材的热膨胀系数如下:a)钢丝网骨架增强塑料复合管:α=0.012mm/m〃℃b)钢板网骨架增强塑料复合管:α=0.012mm/m〃℃c)钢丝缠绕骨架增强塑料复合管:α=0.0168mm/m〃℃d)PE管:α=0.016mm/m〃℃对于应用于室内的给水管网,一般要求采用枝状布置,对于这种布置可以有效的解决管道因热膨胀而引起的变形,即采用管道折角自由臂进行自然补偿;对于室内明设的长直管道,当水平长度30m时,按冬、夏季平均温差为30°C计算,管道的膨胀伸长就在10mm以上,因此必须加伸缩节,以避免管道隆起变形;对于埋地管道,可以利用钢塑复合管优良的‚柔性‛特点,在管线连接好以后下沟时,有意的给予一定的弯曲度,以此来吸收因热胀冷缩带来的变形;对于地面上布置的长、直架空管道,应每隔1Km左右增加一个伸缩节,来调节因热胀冷缩带来的变形。
钢塑复合管涂塑技术规范及要求
附着力试验
每批取1根
弯曲试验
压扁试验
冲击试验
型式检验:
有下列情况之一时,应进行型式检验。
新产品或者产品转厂生产的试制定型鉴定;
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性 能时;
产品停产一年以上,恢复生产时;
正常生产满两年时;
出厂检验结果与上次型式检验有较大差异时;
国家质量监督机构提出进行型式检验要求时。
制造及验收应符合《低压流体输送管道用螺旋缝埋弧焊钢管》
SY/T5037-2008或《低压流体输送用焊接钢管》GB/T3091-2001及《金 属熔化焊焊接接头射线照相》 且本工程要求卖方的所提供的钢管压力 等级不得小于1.6Mpa,所有的钢管应选用螺旋焊接钢管。选用的钢 管质量不得低于天津利达或友发钢管。
其他
管两端应有50-80mm的预留段,并涂刷防锈可焊涂料和加装隔离
帽;
堆放层数不大于4层,底层距离地面不小于150mm。采用两道支垫 垫起,支垫间距为米。支垫的最小宽度为150m m,支垫与管及管与 管之间用软垫隔开;
涂层外观要求
EP涂层必须光滑,没有伤痕、针孔和沾附异物等妨碍实用的缺
陷。涂塑钢管应具有实用性的直度,但两个端面与管轴必须成直角。
国工业标
冲击试验
涂层不发生脱落,断裂
卫生性能试验
符合GB/T17219要求
注:测量附着力时,如果薄膜断裂,应视为有充分的附着力。
试验方法
涂塑外观的质量用目测和手感进行检验。
涂层厚度测量,对涂塑钢管的两管端用电磁测厚仪测量圆周上相
交的任意四点
针孔试验
用电火花检测仪,对提供试验的管子的整个内表面在1500V电压 下作试验检验,看有无电火花产生。
新兴钢塑复合压力管简介

2、内胀式接口以可锻铸铁或球墨铸铁为主体材质,由管件体、螺帽或螺栓、胀口压兰或胀口螺纹环、胀口卡环、密封胶圈组成(见图3、图4),将管材扩胀与胀口压兰或胀口螺纹环、胀口卡环形成一体,采用紧固螺帽或压兰的方式使管材压缩端面密封胶圈,达到管材端面与管材端面或管材端面与管件端面形成密封连接的金属管件。
⑤管线无缩径;
⑥管材材质为可锻铸铁内衬搪瓷外镀锌喷塑;
⑦抗拔脱能力较强,立管管道井内明装需近规定设置滑动及固定支架;
管道铺设方式:室内明装/管道井内明装/直埋/管道沟明装
适用介质:冷水
安装工具选择
序号
名称
数量
适用规格
1
手动胀管器
一台
Dn25-Dn63
2
液压胀管器
一台
Dn25-Dn110
3
小口径专用割刀
六、技术参数
1、分类和标记按用途分类可分为:——冷水用复合管,代号L;——热水用复合管,代号R;——燃气用复合管,代号Q;——特种流体用复合管,代号T;——穿线用钢塑复合保护套管,C ——煤矿用复合管,K。
2、工作温度钢塑复合压力管工作温度
用途符号
塑料代号
工作温度
℃
L
PE
≤40
R
PE-RT;PEX;PP-R
一把
Dn25-Dn63
4
中口径专用割刀
一把
Dn75-Dn110
5
金属切割锯
一台
6
手持锯
一把
7
板手
胀管器
专用割刀
内胀管件连接过程:见录像片
材料及工具准备
胀口
连接
管件连接示意:
B.1等径三通
图B1等径三通
钢塑复合管规范1

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载钢塑复合管规范1地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容CJ/T 123—2004前言本标准是对CJ/T 123-2000的修订,在修订中主要参考了ISO 4427《Polyethylene (PE) pipes for water supply-Specifications》及GB/T 13663《给水用聚乙烯(PE)管材》等国际标准和国家标准。
本标准自实施之日起代替CJ/T 123—2000《给水用钢骨架聚乙烯塑料复合管》,与CJ/T 123—2000 相比主要内容变化如下:——在“范围”中将“复合管输送介质温度不超过70℃”修订为“复合管长期使用时输送的介质温度不超过70 ℃,非长期使用时输送的介质温度不超过80 ℃”;——在“原料”中新增加了“条纹、炭黑的分散、颜料的分散”等规定,取消了原标准中“挥发分含量、耐气体组分”等规定;——将“5.1.1” 中“Dn350~Dn500增加了1.6MPa系列”,“Dn50~Dn80增加了4.0 MPa 系列”;——将“5.1.2”中“60℃<t≤70℃折减系数0.76”修订为“0.7”,增加“70℃ <t≤80℃折减系数为0.6”;——将“5.2”中增加了“双承口管件连接和热熔对接”;——将“5.3”中增加了“双承口管件连接式复合管管端结构”及“热熔对接连接式复合管管端结构”;——增加了“6.3.4”“双承口管件连接式复合管管端的规格尺寸”;——将原标准:6.5”“弯曲度”取消;——将原标准“6.6”中“短期静液压强度试验”中“温度:20℃,时间:1h;公称压力×2”修订为“温度:20℃,时间:100h;压力:公称压力×1.5”;“温度:80℃,时间:165h;压力:公称压力×2×O.71”修订为“温度:80℃,时间:165h;压力:公称压力×1.5×0.6”(见6.5);——将“8.3.2”中“每批数量不超过100t”修订为“每批数量不超过20Ot”,“生产期 15 d 尚不足100t,则以 15 d 的产量为一批”修订为“生产期30d 尚不足 200t,则以30 d 的产量为一批”;——将“9.4”中“复合管贮存期一般不超过二年”取消;——增加了附录 C 。
钢塑复合管与管件标准
G33 Q 镇江超高塑料制品有限公司Q/321182 1AG-003-2011钢塑复合管与管件2000-07-09发布 2000-08-1实施镇江超高塑料制品有限公司发布镇江超高塑料制品有限公司企业标准钢塑复合管与管件Q/321182 1AG-003-20111主题内容与适用范围本标准规定了碳素钢管内衬热塑性塑料的钢塑复合管与管件(以下简称复合管与管件)的产品分类、技术要求、试验方法、检验规则、标志、包装、贮存和运输的要求。
本标准适用于公称压力PN1.6MPa、公称通径DN25~300mm内衬聚丙烯、聚乙烯、超高分子量聚乙烯的复合管与管件,内衬其它热塑性塑料的复合管与管件可参照使用。
2引用标准GB 150 钢制压力容器GB 3092 低压流体输送用焊接钢管GB 4216.3 10和16巴灰铸铁螺纹管法兰尺寸GB 8163 输送流体用无逢钢管GB 8923 涂装前钢材表面锈蚀等级和除锈等级GB 9114.2 PN1.0MPa(10bar)和1.6MPa(16bar)凸面带颈螺纹钢制管法兰GB 9119.8 1.6MPa(16bar)凸面板式平焊钢制管法兰GB 12382.2 2.0MPa(20bar)凸面带颈螺纹球墨铸铁管法兰GB 12670 聚丙烯树脂GB/T 13663 给水用高密度聚乙烯管材HG/T 20539-92 聚丙烯管材Q/H 20-07-1997 UHMW-PE管材3产品分类3.1 品种复合管与管件的品种、代号见表1所示。
表13.2 规格与基本参数3.2.1直管的结构和基本尺寸见图1、表23.2.2 三通的结构和基本尺寸见图2、表33.2.3 四通的结构和基本尺寸见图3、表43.2.4 90°弯头的结构和基本尺寸见图4、表53.2.5 45°弯头的结构和基本尺寸见图5、表63.2.6 异径三通的结构和基本尺寸见图6、表73.2.7 同心异径管、偏心异径管的结构和基本尺寸见图7、图8、表8塑料密封面尺寸见表94. 技术要求4.1 材料要求4.1.1 钢管复合管与管件所用钢管性能应符合GB8163或GB3092中的有关要求。
钢塑复合管现场验收标准
钢塑复合管现场验收标准
一、验收依据
《给水用缩合式衬塑钢管》(企业标准,编号Q/730195958-2008)、1、
《给水衬塑复合钢管》(行业标准,CJ_T-136-2007);2、合同;
3、验收原始样板;
二、验收工具:钢卷尺、游标卡尺;
三、验收时间:到货验收;
四、验收比例:每批次同一规格型号管材到场数量的3%,并不少于10根;每批次同一规格型号管件不少于5套;
五、验收步骤:
1、资料检查:进场产品必须有国家认可机构出具的产品质量检验报告(需要加盖厂家公章,公章必须是红章),产品合格证原件;如果没有检验报告和产品合格证,材料拒收。
2、衬塑钢管外层钢管为直焊式镀锌钢管。
内层塑料管为聚乙烯塑料管,冷水管为白色,热水管为红色。
3、实物检查:管材表面喷码清晰,喷码所示产品品名、规格、型号应与订单一致;表面油漆均匀、平整,不允许有气泡、褶皱、漏漆、脱漆、划痕等缺陷;
4、尺寸检查:
1)长度:管材长度允许有±20mm的偏差;
2)外径、壁厚:
表1 外径及壁厚,单位为mm
注:贝根按上表执行,其余厂家参考CJ_T-136-2007。
钢塑复合管涂塑技术规范及要求
钢塑复合管涂塑技术规范及要求设计制造及验收标准钢塑复合钢管及管件设计制造应遵循的国家规范与标准包括但不限于:《给水涂塑复合钢管》 CJ/T120-2008《低压流体输送用焊接钢管》 GB/T3091-2001《生活饮用水输配水设备及防护材料的安全性评价标准》 GB/T17219-1998 《低压流体输送管道用螺旋缝埋弧焊钢管》 SY/T5037-2000《现场设备、工业管道焊接工程施工及验收规范》GB50236-1998《金属熔化焊焊接接头射线照相》 GB3323-2005《涂装前钢材表面锈蚀等级和除锈等级》GB8923-1998若卖方采用的规范和标准在上述规范、标准之外,必须是国际公认的与中国规范标准同等或更高等级的规范标准。
卖方必须列表将明显的差异点进行详细说明,并同时提供规范标准的中英文版本。
钢管及管件钢管材质:螺旋焊缝或直缝焊钢管(Q235A);管件材质:标准管件制造及验收应符合《低压流体输送管道用螺旋缝埋弧焊钢管》SY/T5037-2008或《低压流体输送用焊接钢管》 GB/T3091-2001及《金属熔化焊焊接接头射线照相》且本工程要求卖方的所提供的钢管压力等级不得小于 1.6Mpa,所有的钢管应选用螺旋焊接钢管。
选用的钢管质量不得低于天津利达或友发钢管。
内涂层材料为环氧粉末用于涂敷的聚环氧粉末,其性能应符合《给水涂塑复合钢管》CJ/T120-2008 中的规定。
环氧粉末的检验除卫生安全性能一项外,其余各项由粉末生产厂家按每个生产批号进行检验,并向涂塑钢管生产厂提交检验报告。
卫生安全性能的检验由国家指定检验机构按粉末牌号进行检验。
制造方法用化学或机械等方法,对原管内表面进行先进的抛丸设备做抛丸处理,处理后应达到GB8923-1998标准中规定的Sa2.5级要求,并去除灰尘、油污。
钢管内焊筋高度应控制在0.5mm以下,并不允许有尖棱角和锯齿性飞溅。
对已处理的原管加热,用压送或抽吸等方法将EP粉末送入原管内,使其熔融附着在内壁上,由于钢管内外涂覆防腐层,设计管道时可不需要考虑钢管腐蚀量或者少考虑腐蚀量,原管加热的温度及粉末塑(固)化的时间应执行粉末生产厂的规定。