GTAW电弧温度场与流场数值模拟
固定电弧等离子弧焊接热传导的数值计算
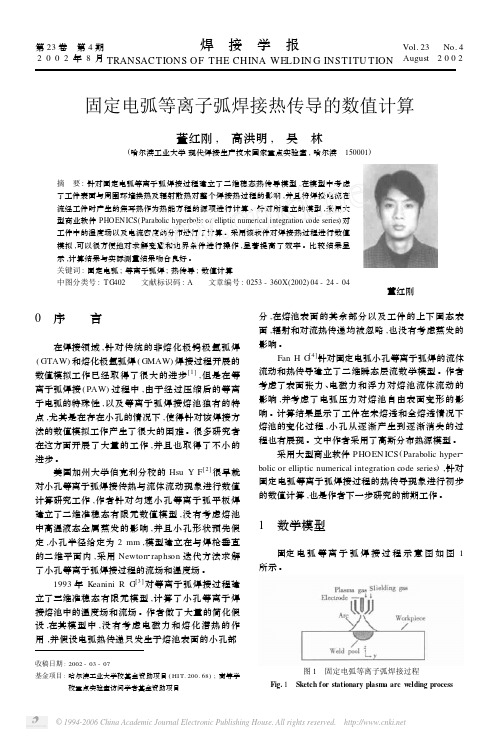
固定电弧等离子弧焊接热传导的数值计算董红刚, 高洪明, 吴 林(哈尔滨工业大学现代焊接生产技术国家重点实验室,哈尔滨 150001)摘 要:针对固定电弧等离子弧焊接过程建立了二维稳态热传导模型,在模型中考虑了工件表面与周围环境换热及辐射散热对整个焊接热过程的影响,并且将焊接电流在流经工件时产生的焦耳热作为热能方程的源项进行计算。
针对所建立的模型,采用大型商业软件PHOEN ICS(Parabolic hyperbolic or elliptic numerical integration code series)对工件中的温度场以及电流密度的分布进行了计算。
采用该软件对焊接热过程进行数值模拟,可以很方便地对求解变量和边界条件进行操作,显著提高了效率。
比较结果显示,计算结果与实际测量结果吻合良好。
关键词:固定电弧;等离子弧焊;热传导;数值计算中图分类号:TG402 文献标识码:A 文章编号:0253-360X(2002)04-24-04董红刚0 序 言在焊接领域,针对传统的非熔化极钨极氩弧焊(GTAW)和熔化极氩弧焊(GMAW)焊接过程开展的数值模拟工作已经取得了很大的进步[1],但是在等离子弧焊接(PAW)过程中,由于经过压缩后的等离子电弧的特殊性,以及等离子弧焊接熔池独有的特点,尤其是在存在小孔的情况下,使得针对该焊接方法的数值模拟工作产生了很大的困难。
很多研究者在这方面开展了大量的工作,并且也取得了不小的进步。
美国加州大学伯克利分校的Hsu Y F[2]很早就对小孔等离子弧焊接传热与流体流动现象进行数值计算研究工作,作者针对匀速小孔等离子弧平板焊建立了二维准稳态有限元数值模型,没有考虑熔池中高温液态金属蒸发的影响,并且小孔形状预先假定,小孔半径给定为2mm,模型建立在与焊枪垂直的二维平面内,采用Newton2raphson迭代方法求解了小孔等离子弧焊接过程的流场和温度场。
1993年Keanini R G[3]对等离子弧焊接过程建立了三维准稳态有限元模型,计算了小孔等离子焊接熔池中的温度场和流场。
等离子弧焊接熔池流场和温度场三维数值模拟

(3)合理的疏密分布:在流场参数变化率较大的区域(如焊接熔池区、液固两相区等)及几何形状变化剧烈的区域采用较密的网格:(4)正交性:物面上尽可能地保证网格线的正交性,保证边界上的计算精度;(5)单值性:物理域与计算域上点一一对应,不能有网格线相交和重叠。
由于工件上存在较大的温度梯度,尤其是靠近电弧附近,温度梯度最大,离热源越远,温度梯度越小,因此把热源附近的网格分的细一些,而在远离熟源处则采用较粗的网格,这样就可以在不增加单元和节点数量静条件下提高计算精度。
有限元方法的优点之一是能很好地适应物理域复杂的几何形状,可以生成非均匀网格。
图3·1三维模型及非均匀阐格系统示意{耋{ANSYS中网格类型有自由网格和映射网格两种。
自由网格对于实体模型无特殊要求。
对任何几何模型,规则的或不规则的,都可以进行网格划分,并且没有特定的规则。
所用单元形状取决于对面还是对体进行网格划分,自由面网格可以只由四边形单元组成,也可以只由三角形单元组成,或由两者混合组成:自由体网格一般限图4—1(b)为焊接时问为0.2s时温度情况,可以看出,在焊接热源作用下,电弧下方中心处工件温度迅速升高,工件开始熔化,并出现少量液相。
图4.1(c).(g)即0.2s,1.2s时间段,随着焊接过程的进行,热输入量增加,焊接熔池温度不断升高。
液态金属量逐渐增多,熔池沿着径向和轴向两个方向扩展。
其中径向方向的扩展更为明显。
这主要是因为焊接初期,热传导起主要作用,形成的熔池体积较小,流体流动速度较低,等离子流力和电磁力纵向的挖掘作用较弱,因此熔池主要沿着径向方向扩展,轴向也伴随有一定程度的扩张。
焊接熔池形状近似成半椭圆形,并以椭圆形为基础逐渐长大。
图4一l(h)一(n)即1.4s.2.4s时问段,随着焊接时间的延长,热输入量继续增加,焊接熔池液态金属量增多,液态金属的运动也逐渐加剧,此时熔池主要沿轴向方向扩展,熔深增加,直至熔透,径向方向上熔池尺寸也有一定程度的增加。
GTAW电弧温度场与流场数值模拟
GTAW电弧温度场与流场数值模拟樊丁;杜华云;张瑞华【期刊名称】《电焊机》【年(卷),期】2004(034)008【摘要】基于自由燃烧的钨极氩弧焊电弧建立了二维稳态的轴对称模型,研究了电弧的传热和流体流动,计算了电弧温度场和速度场的分布.方程的求解采用以SAMPLE算法为基础编写的通用热流计算软件-PHOENICS(Parabolic hyperbolic or elliptic numerical integration code series).计算的条件为电弧电流200A,弧和mm,氩气作保护气体.计算得到的电弧温度、流体速度和电势分布与文献报导的测量结果吻合良好.【总页数】4页(P6-9)【作者】樊丁;杜华云;张瑞华【作者单位】兰州理工大学,甘肃省有色金属新材料国家重点实验室,甘肃,兰州,730050;兰州理工大学,甘肃省有色金属新材料国家重点实验室,甘肃,兰州,730050;太原理工大学,材料科学与工程学院,山西,太原,030024;兰州理工大学,甘肃省有色金属新材料国家重点实验室,甘肃,兰州,730050【正文语种】中文【中图分类】TG402【相关文献】1.直流GTAW电弧条件下钎料润湿铺展温度场的数值模拟及分析 [J], 李瑞峰;于治水;余春2.直流GTAW电弧钎焊温度场的数值模拟及分析 [J], 李瑞峰;于治水;余春3.外加变位磁场作用GTAW焊接电弧的数值模拟 [J], 周祥曼;刘练;陈永清;袁有录;田启华;杜义贤;何青松;付君健4.Q235与304L异种钢角焊缝GTAW电弧能量分配规律研究 [J], 赵金涛;岳建锋;谢昶;刘文吉;刘海华5.无熔滴电弧热丝GTAW自润滑耐磨堆焊层组织及性能 [J], 田春英;王军;庄明辉;李慕勤;杨小兵因版权原因,仅展示原文概要,查看原文内容请购买。
GTAW焊熔池形态的数值模拟及视觉检测-毕业论文-毕业论文
---文档均为word文档,下载后可直接编辑使用亦可打印---摘要随着焊接产品质量要求的不断提高,发展焊接自动化和智能化已成为必然趋势,而其核心问题是实现对焊接熔池动态过程的自动控制,通过理论或实验的手段获取熔池的动态信息,具有非常重要的实际意义。
本文分别利用数值模拟技术和视觉检测技术对GTAW焊熔池进行数值模拟和视觉检测,从理论上和实验上对GTAW焊熔池进行研究。
熔池的数值模拟过程建立了GTAW焊熔池的三维瞬态数值分析模型,模型中充分考虑熔池液态金属对流传热和熔池外工件的固态导热;焊接过程中的相变潜热;熔池流体的紊流特性;材料的热物理性能参数随温度变化等因素。
焊接过程的电弧热源模型采用双椭圆热流分布模型,该热源模型有利于改善计算熔池的形态,提高熔池的计算精度。
用FLUENT软件对所建熔池的数值分析模型进行求解,提取熔池温度场、流场及熔池形态等结果信息并进行分析,还分析了不同焊接电流情况下的熔池的动态行为。
熔池的视觉检测过程是利用主动视觉传感系统对焊接熔池进行拍摄,以小功率半导体激光器作为系统主动光源,采用投影光栅条纹的方式照明熔池,用窄带滤波和4f系统空间滤波相结合的方法抑制电弧光的干扰,CCD通过4f系统对熔池进行拍摄,拍摄出了清晰的熔池图像。
再通过图像处理成功地提取了熔池形状及形状参数等信息,实现熔池的视觉检测。
对GTAW焊熔池进行数值模拟和视觉检测结果的对比分析,结果显示二者数据吻合良好,相对的误差值在允许误差以内,可以为焊接过程的进一步研究提供可靠的实验数据和理论依据。
关键词:GTAW焊;温度场;流场;熔池形态;数值模型;视觉检测ABSTRACTWith the rising demands of welding quality, the development of welding automation and intelligence has become an inevitable trend. And its key problem is that realization automatic control of welding pool dynamic process. Acquisition the dynamic information of pool by theoretical or experimental methods has important practical significance. In this paper, using numerical simulation technology and vision inspection to numerical simulation and inspection GTAW welding pool, systematic studied GTAW welding pool in theory and experiments.In the process of numerical simulation, a three-dimensional transient numerical model of GTAW welding is established. In the model, many factors are considered including convective heat transfer of liquid metal and heat conduction of solid metal, latent heat in welding process, turbulence characteristics of welding pool fluid, material thermo physical properties as the function of temperature and so on. Model of arc heat source is used double-elliptic distribution modes for heat flux, it will help improve welding pool shape and increase the calculation accuracy. Solving the numerical analysis model by FLUENT software, then extract and analysis the result information such as temperature field, flow field and welding pool shape. And welding pool behaviors in different welding current condition is analyzed.In the process of visual inspection, an active visual inspection system is used to shoot welding pool. A low-power semiconductor laser is an active light source in the system, then project grating fringe on the welding pool surface, narrow band filter and spatial filtering are used to filtering out the disturbance of arc, through 4f system using CCD shoot welding pool and gains clear images. Then extraction of the welding pool shape and shape parameters and so on after image processing, to achieve visual inspection of welding pool.Numerical simulation technology and visual inspection are used to study GTAW welding pool, analysis of the study results, then compared the numerical simulation results and visual inspection results, the comparison results show two data in goodagreement with each other. And this can provide a reliable theoretical basis and experimental data for further study of welding process.Keywords: GTAW welding; temperature field; flow field; welding pool shape; numerical simulation; visual inspection目录第一章绪论 (1)1.1 研究背景及意义 (1)1.2 焊接熔池数值模拟的进展 (2)1.3 常用的数值模拟软件 (4)1.4 焊接熔池视觉检测的研究现状和进展 (5)1.5 本文主要研究内容 (7)第二章GTAW焊熔池的数值分析模型 (8)2.1 模型的建立 (8)2.2 熔池的控制方程组 (9)2.3 熔池流体流动驱动力分析 (10)2.3.1 浮力 (10)2.3.2 电磁力 (11)2.3.3 表面张力 (11)2.4 控制方程的定解条件 (12)2.4.1 初始条件 (12)2.4.2 边界条件 (12)2.4.2.1 热量边界条件 (12)2.4.2.2 动量边界条件 (14)2.5 本章小结 (14)第三章焊接熔池数值模型的求解 (16)3.1 FLUENT软件相关知识 (16)3.1.1 FLUENT软件简介 (16)3.1.2 FLUENT软件的程序结构 (16)3.1.3 用FLUENT求解一般问题的步骤 (17)3.2 几何模型的建立及网格的划分 (18)3.3 计算模型的确定 (19)3.3.1 紊流模型 (19)3.3.2 熔化/凝固模型 (19)3.4 材料的热物性能参数 (20)3.5 软件的UDF编程 (22)3.6 方程的求解策略 (23)3.7 本章小结 (24)第四章熔池的数值模拟结果 (25)4.1 熔池温度场数值模拟结果 (25)4.2 熔池流场数值模拟结果 (28)4.3 熔池形态的动态变化 (32)4.4 焊接电流对熔池的影响 (33)4.4.1 不同焊接电流时温度场分布 (33)4.4.2 不同焊接电流时流场分布 (34)4.4.3 不同焊接电流时熔池形状的变化 (35)4.5 本章小结 (36)第五章GTAW焊熔池的视觉检测 (37)5.1 熔池视觉检测 (37)5.2 试验系统 (37)5.2.1 试验系统构成及原理 (37)5.2.2 试验系统的设计 (38)5.2.2.1 窄带滤波系统 (39)5.2.2.2 4f系统 (39)5.2.2.3 激光投影角度和CCD拍摄角度 (41)5.3 熔池图像的获取 (42)5.4 熔池图像的处理 (43)5.4.1 图像滤波 (44)5.4.2 图像增强 (44)5.4.3 图像的边缘提取 (45)5.5 熔池几何参数的提取及对比分析 (46)5.6 本章小结 (48)结论 (49)致谢 (50)参考文献 (51)攻读硕士学位期间的研究成果 (55)第一章绪论1.1 研究背景及意义随着现代工业的发展,焊接技术在工业生产中的应用已越来越广泛,如造船、航空航天、冶金建筑等诸多领域。
GTAW电弧电势、电流密度和电磁力的数值模拟
b e i lt d h o g h te r f e e t e n smu a e t ru h t e h oy o 1 mma n t m. h o t l e u t n s s le sn g n r l t e mo u d me h n c g ei T e c n r q a i s wa ov d u i g a e e a h r f i — c a is s o o l
杜 华 云 , 樊 丁 , 文 先 , 王 卫英 慧 , 并 社 , 许
(. 1太原理 工大学 材料科 学与 工程 学院 , 山西 太原 0 0 2 ;. 州理 工大 学 甘 肃省 有 3 0 4 2兰
色金 属新 材 料 国 家 重 点 实验 室 , 肃 兰 州 7 0 5 1 甘 3 0 0
结果与 文献 结果相 一 致 , 验证 了 电弧理 论 的基本 观 点 。
P E IS 计 算 HO NC 。
关 键词 : T W 电弧; GA 数值模拟 ; 电弧电势 电流密度 ; 电磁力
中圈分 类 号 :G 0 T 43
文 献标 识 码 : A
文章 编 号 :O 120( 0) -000 l0-33 06 905-4 2 0
s f a e, HOE C w ih s b s d o t e S ot r P w NI S, h c i a e n h AMP E l o t m. h s lt d e u t o h s wo k r i g o a r e n w t L ag r h T e i ae rs l f t i i mu s r a e n o d g e me t i h ca sc l h o n ac l td rs l y oh r . l s ia e r a d c l u ae e u t b t e s t y s
一种新型的GMAW三维温度场解析模型
存在较大的误差,分析为由于正面焊接过程中的添 加的熔滴金属热传导作用过大所致。
(3)以上该温度场模型建立在固体热传导的基 础上,没有考虑熔池对流与辐射的影响,这也是存在 误差的一个方面。
参考文献:
[1]李亮玉,陈树君.殷树言.基于焊接温度场正面信息的熔透 控制——I.三维温度场熔透解析模型及验证[J].机械工程 学报,2000,36(9):41—44.
…l,J
唧L_——————百百j万————一J r(石+优一vtl)2+(口一,孔8)2+(z一2rtD一珏)2 1
式中:秽表示焊接速度。在宽度和厚度方向上利用
映像法[10|,则(4)式变为
万菰i雨-x万丽萧× 觚㈠”,=薹薹肛毗=l警× m=一∞n=一∞’V
■u f肼~7r
l
1
expl2a
万示君丽bAx【.西瓦稿一 1
式中:死表示试件的初始温度;P,C,口分别表示密
度、比热容和热扩散率。
利用累积原理将电弧热源能量分布不同点对所
求点温升贡献进行叠加,然后考虑无数瞬时电弧热
源在不同瞬间的作用,则工件上某点P(菇,Y,:)在t
×而示t杀t 时刻动坐标系中温升变为
觚(”㈡=,'i345q万dtJl0觚√7r √12口(一,)+La ‘×
面和计算熔深处。焊透时,点热源分布于焊接工件
的上下表面。对于以上两种情况,上表面点热源q。
占总熔滴热焓h。的2,3,下表面点热源q2占l,3。
因此当焊接工件只考虑熔滴热焓的影响,则由此引
起焊接工件某点P(X,Y,Z)温升疋(x,y,z)为
exp一L’—一——垫—型1等虱i等i厂手—幽—竺一]J(3Lj),
总的来说人们对GMA焊三维解析温度场模型 的研究成果不是十分理想,这与GMA焊接过程中存 在着复杂的物理过程有关,不仅焊接电流比较大而 且伴随着熔滴过渡,而熔滴对焊接熔透具有冲击和
外加纵向磁场GTAW平板堆焊温度场数值模拟与验证
外加纵向磁场GTAW平板堆焊温度场数值模拟与验证
罗键;赵国际;王向杰;覃玲萍
【期刊名称】《热加工工艺》
【年(卷),期】2010()3
【摘要】利用ANSYS对外加纵向磁场作用下GTAW平板堆焊过程温度场进行了数值模拟,并进行了实验验证。
结果表明,所采用的简单磁控焊接电弧热源模型在外加磁场作用下形成"钟罩形"电弧,模拟焊接温度场与实验结果基本吻合。
【总页数】3页(P133-135)
【关键词】纵向磁场;堆焊;温度场;模拟
【作者】罗键;赵国际;王向杰;覃玲萍
【作者单位】重庆大学机械传动国家重点实验室;重庆大学材料科学与工程学院【正文语种】中文
【中图分类】TG455
【相关文献】
1.外加纵向磁场作用TIG焊温度场的数值模拟 [J], 代巍;江淑园;张学武
2.外加纵向磁场GTAW焊缝成形机理 [J], 罗键;贾昌申;王雅生;薛锦
3.GTAW外加间歇交变纵向磁场的数值计算及其对焊接行为的影响 [J], 罗键;贾涛;殷咸青;薛锦;贾昌申
4.外加纵向磁场对GTAW焊接不锈钢接头宏观形貌及组织的影响 [J], 江淑园;张学武;陈焕明
5.外加纵向磁场GTAW焊接机理——Ⅱ.电弧模型 [J], 罗键;贾昌申;王雅生;薛锦;吴毅雄
因版权原因,仅展示原文概要,查看原文内容请购买。
基于FLUENT的TIG焊接电弧数值模拟
基于FLUENT的TIG焊接电弧数值模拟杨晓锋;周灿丰【摘要】以TIG焊接电弧为研究对象,基于流体动力学与电磁学理论建立了二维有限元数学模型,合理假设了钨极的形状,使用GAMBIE进行了建模与网格划分,利用FLUENT软件对其进行了有限元数值模拟,得出了TIG焊接电弧温度场、等离子体速度场以及电势分布规律.模拟结果表明,TIG焊接电孤的最高温度可达22 000 K 左右,温度从阴极向阳极逐渐发散,在阴极区,电势线分布密集,电势差较大.电弧等离子体在电势差的驱动下逐渐达到最高运动速度,当运动到阳极时,对阳极造成冲击,速度逐渐减小.【期刊名称】《新技术新工艺》【年(卷),期】2015(000)001【总页数】3页(P40-42)【关键词】TIG焊接;数值模拟;电弧【作者】杨晓锋;周灿丰【作者单位】北京化工大学机电工程学院,北京100029;北京石油化工学院机械工程学院,北京102617【正文语种】中文【中图分类】TG444惰性气体保护焊(tungsten inert gas,简称TIG)因其较高的焊接质量和稳定的电弧长度被广泛应用于焊接行业。
焊接电弧物理特性可直接影响熔池表面的热流分布,进而影响到电弧与熔池之间的热传递,对焊缝的成形和质量具有决定性的作用。
在实际焊接过程中,电弧具有很高的温度以及强烈的弧光,电弧物理特性很难通过试验方法一一确定。
采用模拟软件进行数值模拟对于焊接现象进行研究是一种行之有效的方法,同时可以大幅度节约人力、物力和时间,降低工业成本。
本文选用FLUENT软件,采用数值模拟的方法为TIG焊接电弧特性进行研究,为焊接过程控制和改进提供了理论依据[1-2]。
1 数学模型焊接过程中产生的等离子体属于低温等离子体,其温度在2 000~25 000K,在研究TIG焊接等离子体的过程中,一般不考虑等离子体的波动现象[3]。
通常把其看成是由导电粒子所组成的流体,在仿真研究的过程中,作为磁流体来处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
欧姆定律
.,*# !$ "..*# !$ # !# !!
安培定律
&8)
取 !" ##" 电流取 $"" % !电弧等离子体的主体区域 处于局部热平衡状态 !等离子体具有光学薄层特性 ! 流体假设为层流 ! 气体浮力忽略不计 #
2"* "" #
#
". #9##
.
"
&:)
!"#
控制方程
质量连续方程
上述热动力学参数均来自于参考文献;!/<"其中 ! $" $)0$+ 和 * 作为温度的函数 " 均从 !"!=/$2 >?@ 下对离子体详细的热力学计算和分析中得出 #
动 !计算了电弧温度场和速度场的分布 $ 方程的求解采用以 ,-./01 算法为基础编写的通用热流计 算软件% %% /231456,#/7879:;<= >?@A89:;<= :8 A;;<@B<= CDEA8<=7; <CBAF87B<:C =:GA HA8<AH+$计算的条件为 电弧电流 "’’ - &弧长 !’ EE& 氩气作保护气体 $ 计算得到的电弧温度’流体速度和电势分布与文献报 导的测量结果吻合良好 $
图’
电弧的流场流态
和阴极区分别呈现较大的压力分布 ! 而远离这 - 个 区域!压力相应的减小 " 这一结果与文献549的计算结 果是相吻合的 "
图 - 电弧温度场分布
图 4 为电弧轴向的速度场的计算结果 " 等离子 体在自感应电磁场的中受到向阳极试板的电磁力 ! 磁场强度在阴极尖端附近最大 ! 速度场强度在电弧 阴极与阳极间最大 ! 远离这个对称轴则流速逐渐降 低 " 在电弧阴极的侧面 ! 速度是与坐标轴是反向的 ! 因为电弧的高温区域出现在阴极前端 ! 自然对流加 上电磁力使得该区域的速度呈现负值 " 图 ’ 为电弧 流场的流态 !箭头方向为流体的流动方向 "在阴极区 周围的层流性不好 ! 电极端头附近的少量气流是沿 着电极向上流动 !形成一个漩涡流 " 图 2 为电弧压力场的计算结果 ! 电弧的阳极区
Y;:[H <C 7 Y8AA 9D8C<CF JI-] 78= 7CG B>A XA;:=<B? 7CG BAE@A87BD8A @8:Y<;AH :Y B>A 78= >7H 9AAC H<ED;7BAG)I>A =:CB8:; A^D7B<:CH [7H H:;XAG DH<CF 7 FACA87; B>A8E:Y;D<GTEA=>7C<=H =:E@DBA8 @8:F87E&/231456, =:GA &[><=> <H 97HAG :C B>A ,-./01 7;F:8<B>E) 67;=D;7B<:CH >7XA 9AAC E7GA Y:8 78= <C =D88ACB "’’ - 7CG ;ACFB> !’ EE)I>A H<ED;7BAG 8AHD;BH :Y B><H [:8_ 7==:8GH [<B> B>A A\@A8<EACB7; EA7HD8AEACBH 7CG =7;=D;7BAG 8AHD;BH 8A@:8BAG <C :B>A8 78B<=;A)
出了三维尺寸下的计算结果c%d$.7H7: SH><:’武传松和 雷永平等人分别对稳态下的 JI-] 电弧和熔池的流 场和温度场进行了耦合计算cNf!’d$董红刚利用 /231456, 对固定电弧等离子弧焊接热传导进行了数值计算c!!d& 张瑞华用该软件模拟了焊接过程非稳态的熔池温 度场分布c!"d$
!‘N" 年就对焊接电弧的传热过程进行了分析计算c!d$ e e 0:[_A 和 0),7CH:CCACH 等人计算了双极扩散作
用下的自由燃烧模型c"d$ 樊丁和陈剑虹等人建立了较 完善的焊接电弧传热传质过程的数学模型 & 考虑了 紊流 &得出的温度场流场与实际相接近
c&f(d
/231456, 是英国帝国理工学院 R g ,@7;G<CF 教授所创立的 62-. 公司的主要产品 $ 该软件应用
的形式分别载入轴向和径向动量方程中的 " 电弧能 量控制方程中焦耳热和电子运动引起的能量输送 相也包含了 ., 和 .." 因此需要求解相应的电磁场方 程# 电流连续方程
图!
二维自由燃烧的电弧空间
控制方程中的源项分别如表 ! 所示 # 表 ! 控制方程中的源项
! " # $ % % & ’ ( ! " ) *
Q-4 R<CF!&RS 2D7T?DC!&"&U2-4J VD<T>D7! L!)07CW>:D SC<XA8H<B? :Y IA=>C:;:F?&,B7BA ZA? 079:87B:8? :Y J7CHD 4A[ 4:CTYA88:DH .AB7; .7BA8<7;H &07CW>:D %&’’(’&6><C7"")6:;;AFA :Y .7BA8<7;H ,=<AC=A 7CG 1CF<CAA8<CF &I7<?D7C SC<X) :Y IA=>)&I7<?D7C ’&’’"*&6><C7+ -9HB87=B # 5C B><H 78B<=;A &7 HBA7G? B[:TG<EACH<:C7; L"R+7\<H?EEAB8<= E:GA; >7H 9AAC GAXA;:@AG <C :8GA8 B: <CXAHB<F7BA >A7B 7CG Y;D* !$ *""**2"" B # !! !!
在 74 边界
+!/)
&*+362)#
6 6
&7)
"*$*""..*.#@CDC0+-8#)"**/ """ B #
!"#$%&’$ ()"*’+, -.$/’+)
%
+!1) !
%
!"#$%&’
!"#
第 4’ 卷
取 !!"#$%&’(%)* +!,-!常数 " 可由式
有限容积法来实现控制方程的离散化 & 对于强烈耦 合的流场和压力场 & 采用 ,5./01,I 算法来求解其 代数方程组 $ 在此利用 /231456, 软件 &并对其进行 了二次开发 & 编制 F8:DCG 子程序 & 添加了边界条件 和 源 项 $ 对 自 由 燃烧的 JI-] 电弧的等离子体行 为进行数值模拟 $ 在二维坐标下 &通过欧姆定律和安 培定律计算了电流密度和自感应电磁场 & 从而得出 了电磁力和焦耳热 & 计算出电弧的温度场和流场的 分布 $
! &! "’( ! ! &! #$)*"" !! # !#
式中
+!)
!"$
边界条件
" "$ 分别是等离子体轴向和径向的速度 #
动量守恒方程的径向表达式
$ ! & !" (" !" ($ !" )*&,- !’ (" & ! " ( !% !# !! !# !#$ ! !" - " ( !$" )" &$) # !# #$ !!$
ZA? [:8GH#JI-]T78= "CDEA8<=7; H<ED;7B<:C "/231456, H:YB[78A"BAE@A87BD8AT@8:Y<;AH"Y;D<GT@8:Y<;AH
序言
JI-]LJ7H IDCFHBAC -8= ]A;G<CF+ 电 弧 燃 烧 过
程是一个非平衡的 ’ 瞬时的 ’ 极不均匀的物理化学 过程 &它涉及电弧物理 ’ 辐射和热力学等方面 $ 由于 弧光的干扰 &焊接过程的实时检测与监控变得困难 & 数值模拟是有效研究方法 $.7H7: SH><: 等人早在
"$-!
!#! 0#!
) /
#.
1%23
得出 " #. 取 4 !!5-!6789" 辐射热损失是温度的函数 !根 据文献 5’9 计算出辐射能密度 !然后将其作为源项加 入边界条件 "
!"#
网格剖分与数值计算
采用了 :;<=>?@A 对以上建立的数学模型进行
求解 ! 求解区域采用贴体坐标系 !6)(6) 网格剖 分 " 当所有控制方程的参差继续下降!而所选用网格点处 的流场速度值变化不大时1该收敛准则为 :;<=>?@A 软件的默认收敛准则B!认为整个迭代过程已经收敛"
图4 电弧轴向的速度场分布
$
! " # $ % % & ’ ( ! " ) *
计算结果与讨论