催化柴油MCI工艺技术
加氢精制
使用寿命,减少对环境的污染。
该工艺的反应条件一般为:压力4-8MPa,温度320-400℃。
(绝大多数的加氢过程采用固定床反应器)中。
反应完成后,氢气在分离器中分出,并经压缩机循环使用。
产品则在稳定塔中分出硫化氢、氨、水以及在反应过程中少量分解而产生的气态氢。
也称[加氢处理,石油产品最重要的精制方法之一。
指在氢压和催化剂存在下,使油品中的硫、氧、氮等有害杂质转变为相应的硫化氢、水、氨而除去,并使烯烃和二烯烃加氢饱和、芳烃部分加氢饱和,以改善油品的质量。
有时,加氢精制指轻质油品的精制改质,而加氢处理指重质油品的精制脱硫。
20世纪50年代,加氢方法在石油炼制工业中得到应用和发展,60年代因催化重整装置增多,石油炼厂可以得到廉价的副产氢气,加氢精制应用日益广泛。
据80年代初统计,主要工业国家的加氢精制占原油加工能力的38.8%~63.6%。
加氢精制可用于各种来源的汽油、煤油、柴油的精制、催化重整原料的精制,润滑油、石油蜡的精制(见彩图),喷气燃料中芳烃的部分加氢饱和,燃料油的加氢脱硫,渣油脱重金属及脱沥青预处理等。
氢分压一般分1~10MPa,温度300~450℃。
催化剂中的活性金属组分常为钼、钨、钴、镍中的两种(称为二元金属组分),催化剂载体主要为氧化铝、或加入少量的氧化硅、分子筛和氧化硼,有时还加入磷作为助催化剂。
喷气燃料中的芳烃部分加氢则选用镍、铂等金属。
双烯烃选择加氢多选用钯。
加氢改质反应,则是提高十六烷指数,十六烷值是柴油燃烧性能的重要指标。
柴油馏分中,链烷烃的十六烷值最高,环烷烃次之,芳香烃的十六烷值最低。
同类烃中,同碳数异构程度低的烃类化合物具有较高的十六烷值,芳环数多的烃类具有较低的十六烷值。
因此,环状烃含量低,链状烃含量多的柴油具有较高的十六烷值。
催化柴油(LCO)中双环和三环芳烃,在MCI过程中,双环以上的芳烃只进行芳环饱和和环烷开环,其分子碳数不变。
由于双环和三环芳烃转化为烷基苯,柴油中的高十六烷值组分增加,故柴油的十六烷值可得到较大幅度的提高。
先进炼油技术介绍

催化汽油选择性加氢技术
催化裂化汽油选择性加氢脱硫 RSDS技术
• 技术特征:通过加氢脱硫过程尽可能减少烯烃 饱和保持辛烷值 • 适用范围:对产品只有脱硫要求,原料为催化 裂化汽油 • 技术特点:
常规FCC
MGD
实现目标的技术创新
• 突破传统理念,同时增加柴油及液化气。 • 开发了精确控制的汽油再裂化反应区。
• 开发了多产柴油的多级反应区。
• 开发了专用催化剂。
专用催化剂的研制
• 中强度B酸含量高;
– 减少焦炭生成
• 催化剂的中孔及大孔比例提高;
– 提高柴油选择性 – 提高大分子裂化能力
串联提升管反应器
第 二 反 应 区
冷却介质
第 一 反 应 区
再生催化剂
原料
MIP与FCC示意
510oC 停留时间 平均温度 2.3秒 490oC
平均温度 520oC
停留时间 5.0秒
530oC 510oC 停留时间 1.2秒
上进料口 下进料口 下进料口 再生催化剂 上进料口
停留时间 1.2秒
再生催化剂
29.8
90.2 78.7 385
20.5
-0.8 0.6
硫含量, ppm
414
978
-564
MIP与FCC产物分布
MIP
干气 液化气 汽油 柴油 油浆 焦炭 总液收 2.58 15.78 43.07 24.72 5.67 7.77 83.57
催化裂化柴油一段加氢改质的新技术_MCI_韩崇仁
催化裂化柴油一段加氢改质的新技术——MCI韩崇仁 方向晨 赵玉琢 兰 玲(抚顺石油化工研究院,抚顺113001) 摘要 M CI(最大限度提高十六烷值)工艺是一种改善劣质柴油馏分(如催化裂化柴油及其它高芳烃含量柴油)的加氢改质新工艺。
M CI工艺介于加氢精制和中压加氢改质(M PHG)或中压加氢裂化(M P HC)之间,它既具有加氢精制柴油馏分收率高的优点,又具有M P HG或M PHC对十六烷值提高幅度大的优点。
M CI工艺在接近加氢精制操作条件下利用一种新型催化剂进行加氢精制反应(如HD S、HDN等)的同时达到提高柴油十六烷值的目的。
此技术的关键是控制芳烃开环而不断链。
一般情况下,M CI工艺能使柴油十六烷值提高10个单位以上,柴油收率高于95%。
主题词:柴油馏分 十六烷值 开环 柴油收率1 引 言FCC和RFCC是重油轻质化的重要手段。
随着全球石油日益重质化和FCC装置处理能力的不断提高,大量劣质柴油馏分(LCO)需进一步加工,但其硫、氮、芳烃含量高,十六烷值或十六烷指数低,安定性差,而环保法规的要求日益严格,如美国新柴油指标要求硫含量<0.05%、芳烃含量(体积分数)< 35%、十六烷指数≮40、NO x排放量<20%[1]。
为了进一步改善LCO质量,为市场提供更清洁的柴油,研究开发新的加工工艺具有重要意义。
加氢精制工艺能有效脱除LCO中的大部分硫、氮和胶质等,但难以解决产品十六烷值低于合格柴油指标的问题。
近年来,为提高LCO的十六烷值,主要采用了两种方法:一是深度加氢精制对稠环芳烃进行加氢饱和。
为使芳烃深度饱和,可采用高压操作(压力通常在15M Pa左右)或两段加氢工艺,其中第二段用贵重金属催化提高芳烃饱和活性。
此技术能使LCO中的芳烃含量降至20%以下,并满足苛刻的环保要求,但投资大,操作费用高,很难实现工业化。
二是中压加氢改质(M PHG)或中压加氢裂化(M PHC)工艺,此工艺利用加氢裂化反应使柴油中部分芳烃转化为石脑油组分降低柴油芳烃含量,脱除柴油中大部分杂质,提高柴油的十六烷值。
柴油加氢精制催化剂制备技术_安高军
收稿:2006年3月,收修改稿:2006年7月 3国家重点基础研究发展规划(973项目)(N o.2004C B217807)和中国石油重点基础研究项目(N o.04A50502)资助33通讯联系人 e 2mail :liuyq @柴油加氢精制催化剂制备技术3安高军 柳云骐33 柴永明 刘晨光(中国石油大学重质油国家重点实验室C NPC 催化重点实验室 东营257061)摘 要 柴油加氢精制催化剂制备技术的发展大致经历了3个阶段,由此形成了三代柴油加氢催化剂:单层分散的负载型金属硫化物催化剂,多层分散的负载型金属硫化物催化剂和非负载型金属硫化物催化剂。
本文对金属硫化钼基柴油加氢精制催化剂的应用背景、制备思想及催化剂研究开发现状进行了系统的总结,对柴油加氢催化剂的发展方向进行了展望。
关键词 加氢脱硫 加氢脱氮 加氢脱芳 加氢催化剂中图分类号:O643138;O61216 文献标识码:A 文章编号:10052281X (2007)02Π320243207F abricating Technologies of Diesel Oil H ydrotreating C atalystsAn Gaojun Liu Yunqi33 Chai Yongming Liu Chenguang(State K ey Laboratory of Heavy Oil Processing ,K ey Laboratory of Catalysis of C NPC ,China University of Petroleum ,D ongying 257061,China )Abstract The fabricating technologies of diesel oil hydrotreating catalysts are considered to have developed through three stages in general.C onsequently ,three generations of hydrotreating catalysts have been formed ,which are m onolayer 2dispersed and supported metallic sulfide catalysts ,multilayer 2dispersed and supported metallic sulfide catalysts and unsupported metallic sulfide catalysts ,respectively.The application background ,fabrication thoughts and progress in the researches of the m olybdenum sulfide 2based hydrotreating catalysts are reviewed systemically ,and the opinions with respect to the future development trend of diesel oil hydrotreating catalysts are proposed.K ey w ords hydrodesulfurization (H DS );hydrodenitrogenation (H DN );hydrodearomatization (H DAr );hydrotreating catalysts1 引言柴油中的含硫、含氮化合物燃烧后,排放出S O x 、NO x ,这是城市大气污染的重要来源。
催化裂化柴油加工方案的探讨_黄新露
针 对 催 柴 加 氢 改 质 ,FRIPP 从 上 世 纪 90 年 代 开 发 最 大 量 提 高 柴 油 十 六 烷 值 的 MCI 技 术 , 并 于 1998 年 进 行 工 业 应 用 试 验 。 由 于 技 术 创 新 ,可 为 柴 油质量升级提供技术支撑, 该技术得到广泛应用, 并 获 得 2001 年 度 国 家 发 明 二 等 奖 。 在 第 一 代 MCI 技 术 基 础 上 ,FRIPP 在 催 化 剂 和 工 艺 技 术 上 进 一 步 改 进 ,开 发 了 第 二 代 MCI 技 术 ,并 于 2002 年 首 次 在 广 州 分 公 司 60×104t/a 柴 油 加 氢 装 置 成 功 应 用 。
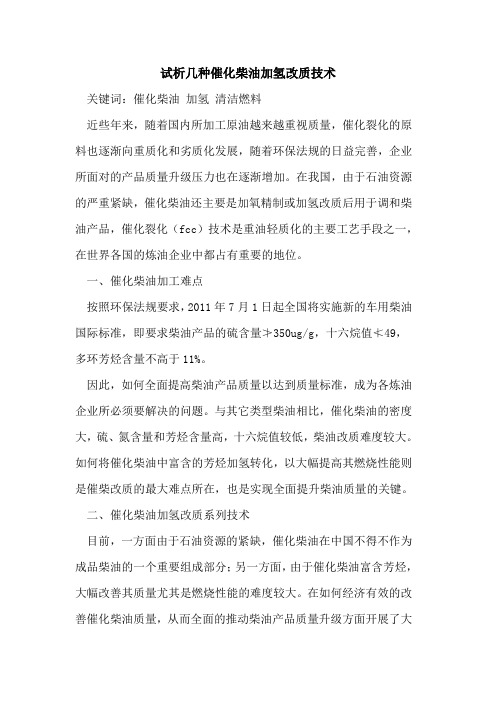
图 1 中 国 石 化 2011 年 柴 油 馏 分 构 成
常减压柴油; 焦化柴油; 催化柴油; 加氢裂化柴油; 其他柴油
3 催柴加氢改质系列技术 如前所述,一方面由于石油资源的紧缺,催柴
在中国不得不作为成品柴油的一个重要组成部分; 另一方面,由于催柴富含芳烃,大幅改善其质量,尤 其是改善燃烧性能的难度较大。
按 照 环 保 法 规 要 求 , 预 计 2014 年 1 月 1 日 起 , 全国将实施车用柴油国Ⅳ标准,届时将要求柴油产 品 硫 含 量 不 大 于 50μg/g,十 六 烷 值 不 小 于 51。 如 何 全面提高柴油产品质量,满足现行和未来更为苛刻
几种催化柴油加氢改质技术
试析几种催化柴油加氢改质技术关键词:催化柴油加氢清洁燃料近些年来,随着国内所加工原油越来越重视质量,催化裂化的原料也逐渐向重质化和劣质化发展,随着环保法规的日益完善,企业所面对的产品质量升级压力也在逐渐增加。
在我国,由于石油资源的严重紧缺,催化柴油还主要是加氧精制或加氢改质后用于调和柴油产品,催化裂化(fcc)技术是重油轻质化的主要工艺手段之一,在世界各国的炼油企业中都占有重要的地位。
一、催化柴油加工难点按照环保法规要求,2011年7月1日起全国将实施新的车用柴油国际标准,即要求柴油产品的硫含量≯350ug/g,十六烷值≮49,多环芳烃含量不高于11%。
因此,如何全面提高柴油产品质量以达到质量标准,成为各炼油企业所必须要解决的问题。
与其它类型柴油相比,催化柴油的密度大,硫、氮含量和芳烃含量高,十六烷值较低,柴油改质难度较大。
如何将催化柴油中富含的芳烃加氢转化,以大幅提高其燃烧性能则是催柴改质的最大难点所在,也是实现全面提升柴油质量的关键。
二、催化柴油加氢改质系列技术目前,一方面由于石油资源的紧缺,催化柴油在中国不得不作为成品柴油的一个重要组成部分;另一方面,由于催化柴油富含芳烃,大幅改善其质量尤其是燃烧性能的难度较大。
在如何经济有效的改善催化柴油质量,从而全面的推动柴油产品质量升级方面开展了大量的研究工作。
开发了系列催化柴油加工技术,以适应用户的不同需求。
一下就介绍几种加氢技术的主要生产技术与特点。
1.加氢精制技术对于某些直馏柴油、焦化柴油在整体柴油中所占比例较大,而催化柴油占比例较小的企业来说,采用加氢精制方法加工混合柴油是一条全面提升柴油质量的最简单、可行的方法。
采用加氢精制技术加工催化柴油,生产符合环保法规清洁柴油的技术,适用于直馏柴油、焦化柴油所占比例大,催化柴油所占比例小,柴油十六烷值矛盾不突出的企业选用,其技术特点总结如下:1.1所开发的深度脱硫系列催化剂有较强的加氢脱硫性能,基本可以满足用户生产低硫清洁柴油的需求。
加工劣质柴油及其与轻蜡油混合油的MHUG及MCI技术_宋若霞

446 当 代 化 工 第 36 卷第 5 期
增值 10 ~ 18 个单位 , 凝点和硫含量也明显下降 , 虽然不能直接达到欧 Ⅱ 清洁柴油标准 , 但可以作 为轻柴油的优质调配组分 。 充分显示出中压加氢 改质的特点及灵活性以及对多种原料的适应性 。
中压加氢改质( MHUG) 技术是中国石化抚顺 石油化工研究院针对二次加工柴油和轻蜡油改质 而开发的在中等压力条件下操作的加氢技术 。 尽 管加氢精制也可以改质催化裂化柴油 , 但加氢后 的柴油十六烷值增值仅 3 ~ 5 个单位 , 且芳烃含量 降低也不多 。 而 MHUG 技术通过选 用加氢性能 好的加氢精制催化剂与开环能力强的高选择性加 氢裂化催化剂相匹配 , 采用一段串联一次通过工 艺流程 , 加工劣质催柴或劣质催柴与轻 VGO 的混 合油时 , 除可以将其所含硫 、 氮杂质脱除之外 , 还 可以将大分子环状烃优先裂化 , 使改质后的柴油 馏分油的颜色和安定性得到明显的改善 , 十六烷 值也大幅度提高 , 其增幅为 10 ~ 18 个单位 , 而裂 化生成的石 脑油馏分因富含环烷烃 , 且硫 、氮极 低 , 是理想的高芳潜化工石脑油 , 所余未裂解尾 油 , 因经选择裂解 , 环状烃含量减少 , BMCI 值低 , 是优质乙烯裂解原料 ; 用最大限度提高劣质柴油 十六烷值 ( MCI ) 加氢技术加工劣质柴油时 , 除可 以得到与上述质量近似的柴油产品外 , 其产品柴 油收率可高达 98 %。
表 3 混合油 MHUG 试验产品主要性质 Table 3 The main properties of mix oil' s MHUG test product
原料名称 重石脑油 ℃ 收率 % 芳潜 % 轻柴油 ℃ 收率 % 凝点 ℃ 十六烷值 尾油 ℃ 收率 % BMCI 值 大庆焦柴 轻蜡油 65 ~ 180 14 . 4 68 . 3 180 ~ 350 66 . 2 -18 58 >350 13 . 2 5. 9 胜利催柴 大庆常四 大庆常四 、 轻蜡油 减二 、催柴 减二 、重催柴 65 ~ 180 16. 9 70. 4 180 ~ 350 65. 1 -12 <30 43. 1 >350 12. 1 8. 4 65~ 180 28 . 9 52 . 7 180~ 350 46 . 8 -20 <100 53 . 3 >350 18 . 7 5. 3 65 ~ 180 28 . 9 52 . 8 180 ~ 350 54 . 1 20 < 30 53 . 0 > 350 15 . 4 5. 8
衡量流化催化裂化反应深度的方法与相关技术

本技术涉及石油炼制技术领域,具体而言,涉及衡量流化催化裂化反应深度的方法。
该方法包括:利用下述计算公式计算反应深度指数;其中,Yi表示组分i的产率,组分i不为焦炭,YCK表示焦炭产率,YSO表示油浆产率,YLCO表示柴油产率,YGL表示汽油产率,YC4表示C4烃类的产率,RDI表示反应深度指数,MBI表示裂解指数,MCI表示分子缩合指数以及SRI表示中间产物二次反应指数。
该方法能够准确的反映FCC反应过程实际反应深度。
技术要求1.一种衡量流化催化裂化反应深度的方法,其特征在于,包括:利用式(1)所示计算公式计算反应深度指数;其中,Yi表示组分i的产率,组分i不为焦炭,YCK表示焦炭产率,YSO表示油浆产率,YLCO表示柴油产率,YGL表示汽油产率,YC4表示C4烃类的产率,RDI表示反应深度指数,MBI表示裂解指数,MCI表示分子缩合指数以及SRI表示中间产物二次反应指数。
2.根据权利要求1所述的衡量流化催化裂化反应深度的方法,其特征在于,所述MBI为催化裂化产品中分子量小于原料油平均分子量各组分的摩尔数总和与原料油的摩尔数之比。
3.根据权利要求2所述的衡量流化催化裂化反应深度的方法,其特征在于,利用式(2)所示计算公式计算MBI:MBI=∑(Yi÷(1-YCK)×MF÷Mi)式(2);其中,Yi表示组分i的产率,MF和Mi分别表示原料油和产品组分i的分子量,组分i不为焦炭,YCK表示焦炭产率。
4.根据权利要求2或3所述的衡量流化催化裂化反应深度的方法,其特征在于,计算MBI采用的化学反应为分子数量增加、分子质量减小的化学反应;优选地,计算MBI采用的化学反应包括裂解反应和脱氢反应。
5.根据权利要求1所述的衡量流化催化裂化反应深度的方法,其特征在于,所述MCI为原料氢含量与催化裂化生成焦炭氢含量之比。
6.根据权利要求1所述的衡量流化催化裂化反应深度的方法,其特征在于,利用式(3)所示计算公式计算MCI:MCI=HF÷HCK式(3);其中,HF和HCK分别表示原料油的含氢量和焦炭的含氢量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
催化柴油MCI工艺技术
▪催化柴油MCI工艺技术应用概况
▪催化柴油MCI工艺的理论基础
▪催化柴油MCI技术对催化剂的要求
▪催化柴油MCI技术对不同原料的适应性
▪催化柴油MCI工业应用效果
催化柴油MCI工艺技术应用概况
我国目前的柴汽比较低,柴油数量满足不了市场的需求。
柴油中的三分之一是催化裂化柴油。
催化柴油中含有较多的杂原子化合物、烯烃和芳烃,颜色不好,安定性较差,尤其是十六烷值很低。
随着重油催化裂化技术的发展和掺渣量的增加,催化柴油的质量问题变得更为突出。
当前国内外普遍采用的劣质催化柴油改质手段是加氢精制和加氢裂化。
催化柴油加氢精制,是在中、低压的条件下,进行烯烃加氢饱和、脱硫、脱氮及芳烃部分饱和反应,可改善其颜色和安定性,而十六烷值提高幅度较小,尤其是加工劣质原料的催化装置,其催化柴油通过加氢精制远不能满足产品对十六烷值的要求。
近几年开发的劣质柴油中压加氢改质工艺,是中压下的一种加氢裂化过程,转化率一般为40%~60%,虽然其柴油产品的十六烷值较原料可提高10~20个单位,但柴油收率低,化学氢耗高,不适应国内市场的需求。
因此,开发一种既能最大限度提高柴油十六烷值,又能得到较高的柴油收率的劣质催化柴油改质技术,是人们普遍关注的课题。
抚顺石油化工研究院新开发的一种提高催化柴油十六烷值的加氢改质工艺技术(Maximum Cetane number Improvement,简称MCI)。
该技术在吉林化学工业公司炼油厂20万吨/年加氢装置应用成功后,先后有7家炼厂采用该技术。
该技术不仅能大幅度提高催柴的十六烷值,同时还能获得较高的柴油收率,获得2001年度国家科技发明二等奖,具有显著的经济效益和社会效益,有可观推广应用前景。
催化柴油MCI工艺的理论基础
众所周知,石油产品的烃类族组成直接影响产品的性质。
十六烷值是柴油燃烧性能的重要指标。
柴油馏分中,链烷烃的十六烷值最高,环烷烃次之,芳香烃的十六烷值最低。
同类烃中,同碳数异构程度低的烃类化
合物具有较高的十六烷值,芳环数多的烃类具有较低的十六烷值。
因此,环状烃含量低,链状烃含量多的柴油具有较高的十六烷值。
要提高柴油的十六烷值,必须提高柴油中高十六烷值组分的相对含量,或采用添加剂。
采用十六烷值添加剂,将十六烷值提高2~3个单位的成本不太高,但继续增加添加剂用量不仅效果不显著(加到一定比例后十六烷值不再增加),并且也不经济。
从根本上解决柴油十六烷值低的方法是提高十六烷值较高的烃类组分的相对含量,方法之一是除去十六烷值较低的芳烃组分(抽提工艺)。
这种方法的优点是投资低、操作简单,但柴油收率低,抽出的芳烃没有直接的经济价值;另一种方法是采用加氢手段,将双环和多环芳烃中的芳环部分地转化成环烷烃或进而转化成较小分子的芳烃,这种方法中的前者称为加氢精制,后者称为加氢裂化。
由于催化裂化反应的特点,催化柴油中所含的芳烃主要是萘系芳烃。
下面以萘在加氢过程的反应为例,来说明加氢精制(HT)、加氢裂化(HC)和MCI过程的主要反应。
催化柴油MCI技术对催化剂的要求
MCI过程的关键是要开发出一种具有良好芳烃加氢饱和性能和开环选择性较高的催化剂。
该过程的催化剂应具有较高的催化活性,保证有较高的芳烃转化深度,具备较高的选择性使环烷开环而不断链,保证十六烷值提高幅度较大和有较高的柴油收率。
此外,还应具有较高的抗杂质能力和较好的稳定性,使之能够适应劣质原料和保证长周期稳定运转。
MCI催化剂理化性质
将MCI催化剂与一种性能较好的加氢精制催化剂,用同一种原料油,在完全相同的反应条件下进行了对比试验,试验结果见下表。
一组典型原料MCI与HT产品性质
MCI产品与HT产品的杂质含量和颜色基本相同,十六烷值的提高幅度有较大的差别,HT过程柴油的十六烷值由25.0提高至33.6,提高了8.6个单位。
而MCI过程由25.0提高至37.5,提高了12.5个单位,较HT 过程提高近4个单位。
催化柴油MCI工业应用效果
MCI技术的首次工业应用试验是在吉林化学工业公司炼油厂20万吨/年加氢装置上进行。
该装置用FH-5加氢精制催化剂和3963MCI过程专用催化剂。
典型工业原料油性质
工业装置典型反应条件及产品主要性质
工业装置典型产品性质
工况-1柴油收率为99.78%,C5+液体收率为100.88%,工况-1的化学氢耗与漏损氢耗共计1.38%。
工况-2柴油收率为98.60%,C5+液体收率为99.58%,工况-1的化学氢耗与漏损氢耗共计1.10%(对原料油)。
两种工况下柴油产品的十六烷值分别为39.0和39.9,但十六烷值提高幅度分别为12.1和11.3,已超过试验研究的9.5和8.5,达到了MCI预期的改质效果。
说明了MCI技术能够大幅度提高催化柴油的十六烷值,同时又能获得较高的柴油收率,具有加氢精制和中压加氢改质的双重优点,有广泛推广应用前景。