工业工程技术培训01 Word 文档
工业工程技术培训Word文档
工业工程技术培训Word文档一、工业工程(I E-Industrial Engineering)的内涵与应用二、标准工时结构分析三、时间衡量系统介绍四、疲劳或者休息宽放(Fatigue or Rest Allowance)之订定五、工业工程之常用工具3 3 5 6 9 9 9 11 11 11 14 16 1616171718 21 24 273233 36 42 49一、工业工程(I E-Industrial Engineering)的内涵与应用(一)工业工程之定义与内涵Industrial Engineering is concerned with the design, improvement, and installation of integrated systems of people, materials, information, equipment, and energy. It draws upon specialized knowledge and skill in the mathematical, physical, and social sciences together with the principles and methods of engineering analysis and design to specify, predict, and evaluate the results to be obtained from such systems.~ IIE-Institute of Industrial Engineering ~美国工业工程协会之定义:工业工程系有关设计、改进及建立包含人员、物料、信息、设备、能源的整合系统;其系利用数学、物理学、社会科学中的专门知识与技术与工程分析、工程设计的原理与方法,去确立、预测及评估系统之结果。
Contents of Systems designed by Industrialand system engineer*Human Activity System1) The manufacturing process itself (or processingprocedures of a service organization).2) Materials.3) Machine and equipment.4) Methods by which workers perform tasks.5) Layout of facilities and specification of material flow.6) Material handling equipment and procedures.7) Workplace design.8) Storage space size and location.9) Data recording procedures for management reporting.10) Procedures for maintenance and housekeeping.11) Safety procedures.*Management Control System1) Management planning system.2) Forecasting procedures.3) Budgeting and economic analyses.4) Wage and salary plans.5) Incentive plans and other employee relations systems.6) Recruiting, training, and other placement of employees.7) MRP-Materials requirement planning.8) Inventory control procedures.9) Production scheduling.10) Dispatching.11) Progress and status reporting.12) Corrective action procedures.13) Overall information system.14) Quality control system.15) Cost control and reduction.16) Resources allocation.17) Organization design.(二)IE 机制建立(a) 基本业务(Primary Activities)(b) 工程业务(Engineering Activities)(c) 咨询业务(Consultation Activities)An Overview of IE-Industrial Engineering(三)、IE Operating Function & Basic Training 1. 制程设计‧产品组合分析‧作业工时分析: 码表测时、评比、RWF‧Tact Time(T.T.)订定‧作业人力与工作站需求计算‧工作站作业内容设计与作业标准工时订定‧生产线平衡‧治具、工具、夹具设计‧工作站布置设计:人因工程学(Ergonomics)、动作经济原则2. 流程设计‧工厂布置(生产区、仓库区、厂房设施、办公室、信道、其它区域):SLP-Systematic Layout Planning 、SHP-Systematic Handling Planning‧动线设计(人流、物流)‧物料传送系统(Materials Transport System):传送设备、传送人力、传送频率‧动力传送系统:压缩空气、电力、生产用水、生产用气体、生产用油料‧厂务设施系统:空调、广播、废气排放、废料处理、接地导电、噪音防治、信号、通讯、网络3. 标准成本设定‧产能设定:生产设备/设备工时总需求量与、作业人力/作业工时总需求量‧预算编列‧工时费用率订定:机器设备工时、作业员工时、研发工时、其它服务工时‧技术资料订定:机器设备效率、作业员效率、产品标准工时(机器设备工时、作业员工时)、产品收成率、产品不良率、工时宽放率、非生产性工时‧材料标准成本‧创始成本(Initial Cost)分摊率订定: 研发成本、专用设备成本、专用模具成本4. 投资决策评估‧工程经济‧Decision Calculation5. 经营管理‧绩效分析与管制(PAC-Performance Analysis and Control)‧绩效奖励制度‧提案(建议案)制度‧稼动率(操动率)管理‧PPS-Philips Production System‧Layout Planning and Material Handling System‧生产力评估系统6. 经营管理改善‧价值分析/价值工程(VA/VE-Value Analysis and ValueEngineering)‧工作分析与改善‧流程分析与改善‧Layout/Material Handling分析与改善‧装配性评估与改善(DFA-Design For Assembly): 人工装配、自动化装配‧职务分析与改善: 负荷分析、职务分配、工作改善、流程改善‧组织价值分析(ORVA-Organization Value Analysis)与改善‧组织结构分析与改善: 组织层级、管理幅度‧组织气候调查(士气调查)与改善‧作业研究(O.R.-Operations Research)‧Supply Chain/Value Chain 分析与改善二、标准工时结构分析 (一)E-system正常速度60单位(Normal speed/tempo 60 E ) 是指一个作业人员依照下图之方式执行其工作也就是说在一小时(钟表时间)内其总工作内容(Work Content )或者工作量为60分钟,其中包含54.5分钟的操作(Operation )与5.5分钟的休息疲劳宽放(Rest/Fatigue Allowance )。
工业工程技术培训01 Word 文档
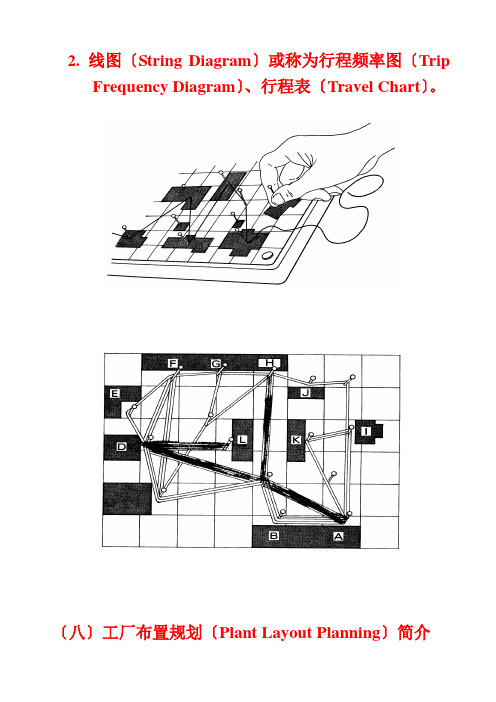
2. 线图〔String Diagram〕或称为行程频率图〔TripFrequency Diagram〕、行程表〔Travel Chart〕。
〔八〕工厂布置规划〔Plant Layout Planning〕简介1. 工厂布置之规划程序2. 工厂布置规划之根底信息3. 工厂布置之型态4. 关连图(Relationship Diagram)5. 关连分析 (Relationship Analysis)6. 工厂布置之着眼点◎人性化观点:〝人、机、物〞之和谐关系◎平安性之设计考量◎生产性观点:〝人、机、物〞之最适组合‧流动程序(Flow process) 、动线:Ship-To-Store, Ship-To-Line , Make-TO-Shipment, Make-To-Order, etc.‧流动频率:JIT-Just in time‧Load & Unload之次数/频率‧搬运设备之效能〔九〕缩短换线换模时间之要领简介Improvement Approach 改善的手法☆Four ( 4 ) Steps 四个步骤☆Two ( 2 ) Categories 两种类别☆Four ( 4 ) Stages 四个阶段4 Steps〔四个步骤〕☆Preparation〔准备〕☆(Re)placement 〔更换、装置〕☆Adjustment 〔调整〕☆Completion 〔完成、善后〕Step 1 Preparation〔准备〕*Drawing Up Change-over Instructions.- Operations.- Tools needed (jigs, dies, moulds, etc.).- Fasteners needed (bolts, screws, washers, nuts, clamps,clips, etc.).*Storage, Maintenance and Inspection of Tools and Fasteners.*Gathering and Preparation of New Tools and Fasteners. Transport of Tools and Fasteners to the Process.Step 2 (Re)placement〔更换、装置〕*Unfastening and Removal of Old Tools.*Placing the New Tools.*Centering the New Tools.Step 3 Adjustment〔调整〕*Fastening New Tools.*Securing the New Tools.*Adjustment of the New Tools.Step 4 Completion〔完成、善后〕*Transport of Old Tools.*Cleaning, Greasing and Oiling The Old Tools.*Storage of Old Tools.2 Categories〔两种类别〕☆On-line Change-over〔线内更换〕Change-over activities Interrupting the process.☆Off-line Change-over〔线外更换〕Change-over activities alongside the process.Producingproduct B4 Stages 〔四个阶段〕◎ Intermingled Stage 〔混合阶段〕* No separation between.* On-line and off-line operations.* Process is stopped during total change.* New tools are brought in after the process has beenstopped.* Neither tools nor fasteners are properly maintained,checked or prepared.* Tools and fasteners are not tidy stored.◎ Separated Stage 〔别离阶段〕Producing product B Off-line*On-line and off-line operations are kept separated.*Process is stopped for on-line operations only.*All necessary preparations are completed while the process is going on.* A checklist is available for carrying out off-line work.*Maintenance, inspection and preparation of tools and fasteners are carried out off-line.* A check is made whether tools and fasteners work properly.◎Transferred Stage〔移转阶段〕*On-line operations are transferred to off-line as much as possible.*Height of dies, rams and press blocks are standardized.*All fasteners and spanners are standardized.*Standardized intermediate attachments are introduced.*Adjustment of machines strokes is avoided.◎Advanced Stage〔改良阶段〕*Both on-line and off-line operations are minimized.*Dimensions of all tools are standardized.*Handling of moulds, jigs, dies and forms is standardized. *Hydraulic, pneumatic or magnetic fastening is introduced. *Fastening and adjustment work is simplified or eliminatedwherever possible.*Cassettes are introduced.◎From Intermingled to Separated Stage*Make a clear description of all change-over operations to be executed today (see worksheet).*Prepare a summary list of :- all tools needed (jigs, dies, moulds, etc.).- all fasteners needed (bolts, screws, clips, etc.).*Classify all operations into:- off-line activities.- on-line activities.◎From Separated to Transferred Stage*Transfer operations from on-line to off-line as much as possible.*The use of functional fasteners.*The previous installation of intermediate attachments, bolsters and fasteners.*Introduction of functional dial or pointer readings.◎From Transferred to Advanced Stage*Improvement of handling, transport and storage methods. *The use of hydraulic, pneumatic or magnetic methods for placing and/or fastening tools.*The elimination of centering and adjustment activities by standardisation of:- dimension of moulds.- machine strokes.- male and female jigs.- centering and fastening methods.*Improve measuring and gauging methods.*Elimination of trial runs.〔十〕I E 改善心法Ways of Improving the Work Through Motion Study- EASIER WAY- approachE liminate unnecessary motionsA void moves requiring eye direction S horten motion distanceI mprove "get" motions by pre-positioning E mploy simple fixtures, clamps, and guidesR eplace hand operations with foot-operated devicesW hy ? Question each operation A dapt two-hand methodY es, there is always room for improvement〔三〕改善之要诀:ECRS 、6W‧删除〔Elimination 〕:删除不必要的作业或动作‧合并〔Combination 〕:将数个作业或动作合并,省略转交或取放。
精选基础工业工程培训资料

伸手到酒瓶处,选择啤酒
1
拿起开瓶器等待
拿起啤酒瓶
2
↓
拿起开瓶器等待
移动啤酒瓶到身前
3
移动开瓶器
拿住啤酒瓶
4
定位开瓶器
拿住啤酒瓶
↓
5
#
将开瓶器套在瓶盖上
拿住啤酒瓶
↓
6
U
用开瓶器打开瓶盖
放开啤酒瓶
7
手回归原处
手回归原处
8
↓
手回归原处
基础工业工程
基础工业工程
1 、动素分析的目的2 、动素分析的用途
ü (2)分析双手动作的平衡。
序号
要素作业
左手动作
动素记号
右手动作
改善点
左手
眼
右手
1
等待
伸手
2
等待
抓取
3
…… ..
…… . .
…… ..
…… ..
…… ..
基础工业工程
2、动素分析表
P140P142
表6-4表6-5
ü 动作改善检查表ü 动作改善要点ü 动作经济原则
基础工业工程 其他方法: ü 5W1H法
基础工业工程 二、动作分析的方法
(1)目视动作观察法(2)影像动作观察法
ü动素分析法ü高速摄影分析法ü常速摄影分析法ü慢速摄影分析法üVTR分析法
在固定的作业
现场反复实施
的连续时间较
短的作业,如:
Ø生产线
Ø装配作业
基础工业工程
优点
缺点
分析对象
目的
方法
表6-1
动作分析的种类和特征
目视动作观察法
动素分析法
二、动素分析的目的和用途
精选工业工程基础培训系列课件
6、工业工程所扮演的角色
桥梁 不同专业的工程师 老板和员工 人人关心赶货及品质,谁来关心改善 人人关心机器、物料、……,谁来关心最重要「人」?如何使这些人做得更舒服、做得更多、赚得更多,而且受到尊重? 工厂,企业的医生
7、工业工程师所具备的素质
“一专多能”,知识广泛良好的语言,文字表达能力良好的沟通,协调能力良好的团队合作能力良好的领导能力及人际关系终身学习,持续创新的能力坚持原则,永不言败的精神超强的抗压能力善于观察,勤于思考(具备一定的心理学知识广阔的心胸工作的主动性
目
录
1、工业工程概述
工业工程(Industrial Engineering), 是对人员、物料、机器设备、信息、空间所组成的集成系统进行设计、改善和实施的学科. ——1955美国工业工程师学会(AIIE)
工业工程就是效率工程
2、工业工程发展史---起源
1、专心听讲(请手机 “收声”)。2、积极思维(杜绝“鱼眼”现象)。3、互动学习(敞开心胸,积极投入)。4、些许自由(允许小磕睡、短时外出, 但须保持安静)。5、拒绝干扰(非紧急情况下, 请勿接受干扰)。6、禁止在课室内吸烟。
搬运的浪费
浪
费
(3)八大浪费之
常见的过分加工: ☆ 过高的精度 ☆ 设备折旧 ☆ 人工损失 ☆ 辅助材料损失☆ 能源消耗
加工过分的浪费
浪
费
(3)八大浪费之
浪
费
常见的等待现象:☆ 物料供应或前工序能力不足造成待料 ☆ 监视设备作业造成员工作业停顿 ☆ 设备故障造成生产停滞 ☆ 质量问题造成停工 ☆ 型号切换造成生产停顿造成等待的常见原因: ☆ 线能力不平衡 ☆ 计划不合理 ☆ 设备维护不到位 ☆ 物料供应不及时
Just In Time
工业工程施工培训(3篇)
第1篇随着我国工业经济的快速发展,工业工程施工项目日益增多,对施工人员的安全意识、技能水平和综合素质提出了更高的要求。
为了提高工业工程施工质量,确保施工安全,我国各地纷纷开展工业工程施工培训。
本文将从培训内容、培训对象、培训意义等方面进行详细介绍。
一、培训内容1. 安全生产法规:培训内容包括《安全生产法》、《湖北省安全生产条例》等,使施工人员了解国家安全生产法律法规,提高法律意识。
2. 施工技术规范:培训内容涵盖建筑、安装、电气、管道等施工技术规范,使施工人员掌握施工过程中的技术要求,确保施工质量。
3. 安全操作规程:培训内容包括施工现场安全操作规程、机械设备操作规程等,使施工人员熟悉安全操作流程,降低事故发生概率。
4. 隐患排查与治理:培训内容涉及施工现场常见隐患排查方法、治理措施及应急处理办法,提高施工人员的安全防范能力。
5. 应急救援知识:培训内容包括火灾、触电、高空坠落等常见事故的应急救援知识,使施工人员在紧急情况下能够迅速采取有效措施,减少人员伤亡。
二、培训对象1. 施工项目经理:培训项目经理的安全管理能力,使其能够有效组织、协调施工现场安全生产工作。
2. 施工技术负责人:培训施工技术负责人的专业技术水平,确保施工质量。
3. 施工班组长:培训班组长安全生产意识、现场管理能力,提高班组整体安全水平。
4. 施工一线操作人员:培训操作人员的安全操作技能,降低事故发生率。
三、培训意义1. 提高施工人员安全意识:通过培训,使施工人员充分认识到安全生产的重要性,自觉遵守安全生产规章制度,提高安全意识。
2. 提升施工技能水平:培训内容涵盖了施工过程中的关键技术要求,使施工人员掌握专业技能,提高施工质量。
3. 降低事故发生率:通过培训,提高施工人员的安全防范能力,降低施工现场事故发生率。
4. 促进企业安全稳定发展:培训有助于企业建立健全安全生产管理体系,提高企业整体安全水平,为企业安全稳定发展奠定基础。
工业工程培训要点
工业工程培训பைடு நூலகம்点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
标准工时的计算
• 标准工时 1, 定义;在一定标准条件下,以一定的作业方法,由合格且受有良好训练 的作业员,以正常的速度完成某项作业所需的时间。 2, 标准工时范围 2.1 工作条件:环境,设备,夹治具材料┈ 2.2 作业方法:加工方式,操作次序,操作动作,操作布置,姿势┈ 2.3 作业员:合格,受完全训练 2.4 速度:正常速度 3, 标准工时的维护 3.1标准工时方法的训练及查核 3.2工作方法,作业条件,设备,材料等改变时之报告制度设计。 3.3标准工时之诉怨回馈调查及改订。 3.4定期复查制度 4. 标准工时的结构 5. 标准工时公式 正常工时=观测工时╳评比因素 标准工时=正常工时╳(1+放宽率) =正常工时+宽放工时
工业工程培训要点
2020/11/11
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
工业工程培训要点
IE(工业工程)手法培训资料

例子: 人机程序图(Man-machine chart):
• 用于在同一时间(或同一周期)内.在同一工作地点之各种动作,并将机器操作周期 与工人操作周期间的相互时间关系,正确而清楚的表示出来.
绘制人机程序图的步骤: • 首先须明确作业员及机器的程序周期内的作业内容. • 必须明确这些作业的先后顺序及其同时关系. • 测定各作业所需要的时间. • 寻找作业员与机器的作业在何处同时开始或同时完成,并考虑各作业的先后顺序
⑦考虑改善方案时,首先要考虑工序整体的改善方案。
Confidential Information
工程流程图实战解析
工程流程图的完成是对生产流程的定性分析。要对工程实行具体的 改善,还必须有详细的数据然后用“5W1H”来确定改善的方向。
工程
作业名 为什么
作业者 何人
机械设备 何物
场所 何地
时间 耗时
C、让相关人员参与观看,并将认为有问题的地方反复播放,直到理解为止。 ③PTS(Predetermine time standard)法:并非直接求出作业时间,而是将作业分
解成数个基本细小动作,然后从《标准动作时间表》中把各个相同动作的时间值 找出,所有动作时间之和就构成标准作业时间,这种方法称之为PTS法。 A、特定作业的标准时间的设定需要众多条件,且时间长,不易立即做到。 B、任何作业均由几个甚至几十个基本共同动作构成,而这些基本动作的时间早就 得到广泛承认。
IE (工业工程)培训
Confidential Information
什么是IE???
➢ Industrial engineering
➢ 工业工程
工业工程: 将人、机、物予以设计、装置、改善、结合成有机系统
工业工程培训
状态的静态评价(诊断) 过程的动态评价(能力识别) 企业发展战略(目标的聚焦、 愿景的制定) 对象的未来状态设计 达到未来状态的途径或方法设计
怎样按照设计的途径, 达到设计的状态?
企业改造
根本性的改造——BPR
渐进式的改造——ESCRI/Kaizen/BPI
企业改造的支持系统(学习模型、团 队工作模式、动态IS)
—— 美国工业工程师协会(AIIE),1955
工业工程的特征
核心目标:提高生产率、降低成本 明显的工程属相性:国外一般把工业工程划入工程学科
技术与管理结合的思想:用技术支持管理;从系统管理的角度统筹技术
注重整体系统的思想:追求系统的整体效益,服从系统的总目标
以人为本、重视人的作用:人是现代生产和服务系统的核心要素
作业研究
作业测定
客观、公正、准确地 确定工作时间标准
设定标准时间
设定工作标准 标准作业法+标准时间+ 其他要求=工作标准
实施新标准,提高生产率,产 生效益,持续这种循环,并对 其进行客观公正的评价
工作研究(Work Study)
Taylor 搬运实验与 劳动定额
Gilbreth 砌墙实验与 经典的工作研究 动作经济性原则
企业改造就是企业创新
如何进一步深化工业工程的应用?
– 提供从企业诊断、企业规划、企业设计到企业改造等各个 阶段的全过程解决方案
– 提供从资本视图、物理视图、信息视图、业务视图到组织 视图等各个方面的全方位解决方案
– 在多变的经济环境、市场环境和技术环境下,企业系统必 须经常调整自身的目标、功能(以及结构形态)、输入和 输出。如何将“摸着石头过河”式的企业改造转变为有目 标、有方法、有工具(集)的改造?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 线图(String Diagram)或称为行程频率图(TripFrequency Diagram)、行程表(Travel Chart)。
(八)工厂布置规划(Plant Layout Planning)简介1. 工厂布置之规划程序2. 工厂布置规划之基础信息3. 工厂布置之型态4. 关连图 (Relationship Diagram)5. 关连分析 (Relationship Analysis)6. 工厂布置之着眼点◎人性化观点:〝人、机、物〞之和谐关系◎安全性之设计考量◎生产性观点:〝人、机、物〞之最适组合‧流动程序(Flow process) 、动线: Ship-To-Store, Ship-To-Line , Make-TO-Shipment,Make-To-Order, etc.‧流动频率:JIT-Just in time‧Load & Unload之次数/频率‧搬运设备之效能(九)缩短换线换模时间之要领简介Improvement Approach 改善的手法☆ Four ( 4 ) Steps 四个步骤☆ Two ( 2 ) Categories 两种类别☆ Four ( 4 ) Stages 四个阶段4 Steps(四个步骤)☆ Preparation(准备)☆ (Re)placement (更换、装置)☆ Adjustment (调整)☆ Completion (完成、善后)Step 1 Preparation(准备)* Drawing Up Change-over Instructions.- Operations.- Tools needed (jigs, dies, moulds, etc.).- Fasteners needed (bolts, screws, washers, nuts, clamps, clips,etc.).* Storage, Maintenance and Inspection of Tools and Fasteners.* Gathering and Preparation of New Tools and Fasteners.Transport of Tools and Fasteners to the Process.Step 2 (Re)placement(更换、装置)* Unfastening and Removal of Old Tools.* Placing the New Tools.* Centering the New Tools.Step 3 Adjustment(调整)* Fastening New Tools.* Securing the New Tools.* Adjustment of the New Tools.Step 4 Completion(完成、善后)* Transport of Old Tools.* Cleaning, Greasing and Oiling The Old Tools.*Storage of Old Tools.2 Categories(两种类别)☆ On-line Change-over(线内更换)Change-over activities Interrupting the process.☆ Off-line Change-over(线外更换)Change-over activities alongside the process.Producingproduct B4 Stages (四个阶段)◎ Intermingled Stage (混合阶段)* No separation between.* On-line and off-line operations. * Process is stopped during total change.* New tools are brought in after the process has been stopped. * Neither tools nor fasteners are properly maintained, checked orprepared.* Tools and fasteners are not tidy stored.◎ Separated Stage (分离阶段)* On-line and off-line operations are kept separated.Producing product B Off-line* Process is stopped for on-line operations only.* All necessary preparations are completed while the process is going on.* A checklist is available for carrying out off-line work.* Maintenance, inspection and preparation of tools and fasteners are carried out off-line.* A check is made whether tools and fasteners work properly.◎ Transferred Stage(移转阶段)* On-line operations are transferred to off-line as much as possible.* Height of dies, rams and press blocks are standardized.* All fasteners and spanners are standardized.* Standardized intermediate attachments are introduced.* Adjustment of machines strokes is avoided.◎ Advanced Stage(改进阶段)* Both on-line and off-line operations are minimized.* Dimensions of all tools are standardized.* Handling of moulds, jigs, dies and forms is standardized.* Hydraulic, pneumatic or magnetic fastening is introduced.* Fastening and adjustment work is simplified or eliminated wherever possible.* Cassettes are introduced.◎ From Intermingled to Separated Stage* Make a clear description of all change-over operations to be executed today (see worksheet).* Prepare a summary list of :- all tools needed (jigs, dies, moulds, etc.).- all fasteners needed (bolts, screws, clips, etc.).* Classify all operations into:- off-line activities.- on-line activities.◎ From Separated to Transferred Stage* Transfer operations from on-line to off-line as much as possible.* The use of functional fasteners.* The previous installation of intermediate attachments, bolsters and fasteners.* Introduction of functional dial or pointer readings.◎ From Transferred to Advanced Stage* Improvement of handling, transport and storage methods.* The use of hydraulic, pneumatic or magnetic methods for placing and/or fastening tools.*The elimination of centering and adjustment activities by standardisation of:- dimension of moulds.- machine strokes.- male and female jigs.- centering and fastening methods.* Improve measuring and gauging methods.* Elimination of trial runs.(十)I E 改善心法Ways of Improving the Work Through Motion Study- EASIER WAY- approachE liminate unnecessary motionsA void moves requiring eye directionS horten motion distanceI mprove "get" motions by pre-positioning E mploy simple fixtures, clamps, and guidesR eplace hand operations with foot-operated devicesW hy ? Question each operation A dapt two-hand methodY es, there is always room for improvement(三)改善之要诀:ECRS 、6W‧删除(Elimination ):删除不必要的作业或动作‧合并(Combination ):将数个作业或动作合并,省略转交或取放。
‧重排(Re-arrangement ):将数个作业或动作重新安排,使作业或动作能平衡顺畅。