FOXUNM常见故障及解决方法
Foxmail提示错误的解决方案
Foxmail提示错误的解决方案Foxmail提示错误: 由于连接方在一段时间后没有正确答复或连接的主机没有反应,连接尝试失败。
建议:1. 使用收发邮件检测工具自动定位问题。
2. 排查计算机网络环境、代理设置、杀毒软件设置等原因。
3. 进入设置- 帐号–高级,检查服务器、端口和SSL安全连接是否正确设置。
...Foxmail提示错误: 421 too many connections这种错误出现在你的邮箱帐号在指定时间内连接服务器过于频繁。
在较短时间内进行了较频繁的个人收发操作可能会导致这个错误;此外,也有可能是所在的公网IP段有较多人...... Foxmail提示错误: 远程主机强迫关闭了一个现有的连接。
建议:1. 使用收发邮件检测工具自动定位问题。
2. 排查计算机网络环境、代理设置、杀毒软件设置等原因。
3. 进入设置- 帐号–高级,检查服务器、端口和SSL安全连接是否正确设置。
...Foxmail提示错误: 请求的名称有效并且在数据库中找到,但是它没有相关的正确的数据来被解析。
建议:1. 使用收发邮件检测工具自动定位问题。
2. 排查计算机网络环境、代理设置、杀毒软件设置等原因。
3. 进入设置- 帐号–高级,检查服务器、端口和SSL安全连接是否正确设置。
...Foxmail提示错误: ssl连接错误,errorCode:5建议:1. 使用收发邮件检测工具自动定位问题。
2. 排查计算机网络环境、代理设置、杀毒软件设置等原因。
3. 进入设置- 帐号–高级,检查服务器、端口和SSL安全连�...�...Foxmail提示错误: 不知道这样的主机。
建议:1. 使用收发邮件检测工具自动定位问题。
2. 排查计算机网络环境、代理设置、杀毒软件设置等原因。
3. 进入设置- 帐号–高级,检查服务器、端口和SSL安全连接是否正确设置。
...Foxmail提示错误: FETCH Fetch volume limit exceed这种错误出现在你的邮箱使用情况超出了对方服务器的流量、收发频率、收发量的限制,被暂时限制使用。
摄像机故障分析北京富美讯电子技术有限公司首页

摄像机故障分析北京富美讯电子技术有限公司首页虽不全是原作,但也花了许多心思,有多年工作中遭遇问题的累积解决方法。
也有专门多不错的网上及工作中来自其它单位的技术人员的一些优秀解决故障方法。
期望公布出来对安防从业人员有用。
〔网站还在测试,图片临时不发,日后补上〕现在的监视用摄像机事实上故障并可不能是专门高,只要不浸水,重摔,使用环境过于恶劣(如潮湿,高温,虫害等),正常情形下使用,用3年左右,不是问题.假假设有显现问题的话一样可参考以下几点来判定及解决问题.无图像图像模糊无法对焦图像有黑图(或其它横波杂纹)由下往上漂图像画面太暗无法调亮D700,索尼公司的DXC-537、DXC-637、DSR-300、DNW-7P,日立公司的Z-ONE系列、SK-F2、SK-F3、SK-F300、池上公司的HL-43、HL-55等,品种已有数十个。
CCD摄像机也会出问题,最棘手的是CCD组件出故障。
CCD组件是摄像机上最重要、最昂贵的部件。
1993年往常,日本摄像机生产厂家均要求将出故障的CCD组件寄送日本工厂修理。
这就产生了两个问题,1是修理费用高(约需人民币3万元),2是修理周期长(需要4~6个月)。
能不能自己动手解决修理问题,那就要知晓CCD的差不多工作原理。
1CCD差不多工作原理CCD是电荷耦合器件(ChargeCoupledDevice〕的缩写。
它具有进行光-电转换、信息存贮、扫描读取3大功能。
1.1CCD的光-电转换功能如图1所示,在P型单晶硅的衬底上做一层绝缘氧化膜,通过活化置换技术,再在氧化膜表面做出许多排列整齐的可透光的电极,当光线通过时,氧化膜与P型单晶硅之间产生电荷,其电荷的数量与光照强度及照耀时刻成正比,这确实是CCD的光电转换功能。
1.2CCD的电荷存贮功能如图2所示,假设在电极加上一个适当的正电压,那么在电极和衬底之间产生一个电场,那个电场在P型硅中将载流子带正电的空穴排斥到衬底电极一边,在电极下硅衬底表面形成一个没有可动空穴的带负电的区域,那个区域称作电荷耗尽区,这确实是能够吸引电子的势阱,电极上所加的电压越高,势阱越深,电荷留在阱内量越多,只要电压存在,电子就能储存在势阱里,当景物的光照耀到CCD时,具有光敏特性的P型硅在光量子的激发下产生电子-空穴对,空穴移向衬底而消逝,电子进入势阱并储备在那儿,由于绝缘氧化物层使得电子不能穿过而到达电极,因此存贮在势阱里的电子形成了电荷包,其电荷量的多少与光照强度成正比,因此所有电极下的电荷包就组成了与景物相对应的电荷像。
foxmail常见故障及排除
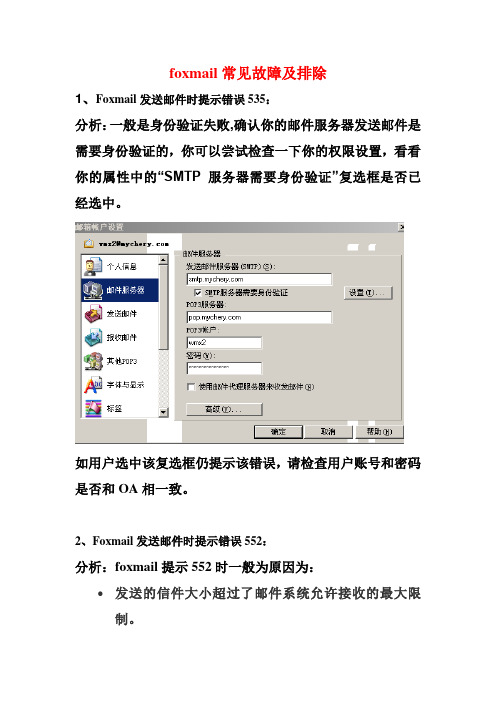
foxmail常见故障及排除1、Foxmail发送邮件时提示错误535:分析:一般是身份验证失败,确认你的邮件服务器发送邮件是需要身份验证的,你可以尝试检查一下你的权限设置,看看你的属性中的“SMTP服务器需要身份验证”复选框是否已经选中。
如用户选中该复选框仍提示该错误,请检查用户账号和密码是否和OA相一致。
2、Foxmail发送邮件时提示错误552:分析:foxmail提示552时一般为原因为:发送的信件大小超过了邮件系统允许接收的最大限制。
●发送的信件大小超过了用户允许接收的最大限制。
●收件人邮箱已满,您可以发送小于1KB的信件提醒收件人。
●发送的信件大小小于系统允许接收的最小限制。
(公司未启用)3、服务器超容造成收发不了:一般提示:unable to write to database because database would exceed its disk quota。
故障原因:无法写入数据库,因为数据库将超过其磁盘配额解决方法:进入OA中的电子邮件,将OA中的电子邮件清理并压缩到限额以下4、服务器返回“550: Invalid User”、“550:local user only”或者“551 delivery not allowed to non-local recipient”。
1)、如果出现在您使用普通方式发送邮件时,这是由于服务器对发件人地址进行检查,对于发件人地址不是由本服务器提供的邮件,不予已发送。
解决的办法是:打开Foxmail“帐户属性”中对话框,在“个人信息”的“电子邮件地址”中填写SMTP服务器正确的邮件地址。
如果该提示出现在您使用特快专递发送邮件时,则表明对方的邮件服务器不接收这种特快专递的投递方式,请针对这次发送改用普通的方式。
2)、如果收信人为中国大陆以外时,出现这种错误,可能为邮件的数据传输过程中邮件内容受“国家公共网络监控系统(GFW,The Great Fire Wall of China)”的过滤所导致的错误.,由于我们无法与GFW联系去告诉他们GFW发生了错误,所以我们能做的就只有等待GFW自己发现并解决我们的问题。
FANUC系统的疑难故障分析报告和排除

FANUC系统的疑难故障分析及排除0 系统16系统系列10/11/12/15 系统Power Mate系列3,6系统FANUC 0 系统序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2 手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输入刀偏量未设参数参数10#7位设111 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
FOXBORO DCS、TRCON控制系统的网络架构及常见故障处理..

一、 FOXBORO DCS系统和网络架构 二、 FOXBORO DCS常见故障处理 三、 TRICON控制系统和网络架构
四、 TRICON控制系统常见故障处理
五、 TRICON控制系统的应用
一、 FOXBORO DCS系统和网络架构 一.一 FOXBORO DCS 简介: DCS:分布式控制系统又称之为集散控制系统。 主要用于工厂的连续过程控制,海南炼化全厂各主要生产装置均采用 FOXBORO公司的DCS进行生产过程控制。 除常规的过程控制外,锅炉装置的联锁、常减压四顶气压缩机的控制和 联锁、气柜压缩机的控制和联锁、无级调节控制、PSA顺控等功能也均由 DCS实现。 主要设备有控制器、I/O卡、交换机、操作站、工程师站等。
二.二
DCS卡件故障及处理方法
佳讯飞鸿3400故障处理教程

佳讯飞鸿3400故障处理教程佳讯飞鸿3400故障处理教程1. 故障排查步骤• 1.1 确认故障现象• 1.2 根据故障现象初步判断可能的原因• 1.3 进一步分析故障原因• 1.4 制定故障处理方案• 1.5 执行故障处理方案2. 故障现象及可能原因• 2.1 故障现象1:设备无法开机– 2.1.1 可能原因1:电池没电– 2.1.2 可能原因2:电源适配器故障– 2.1.3 可能原因3:主板故障• 2.2 故障现象2:设备频繁重启– 2.2.1 可能原因1:系统异常– 2.2.2 可能原因2:硬盘故障– 2.2.3 可能原因3:内存故障3. 解决方案• 3.1 解决方案1:设备无法开机– 3.1.1 检查电池电量,如电池电量低于20%则充电– 3.1.2 检查电源适配器是否正常工作,如有问题更换适配器– 3.1.3 如果以上两步都正常,可能是主板故障,建议联系售后服务• 3.2 解决方案2:设备频繁重启– 3.2.1 备份重要数据,尝试重装系统– 3.2.2 检查硬盘是否损坏,如有问题更换硬盘– 3.2.3 检查内存是否故障,如有问题更换内存条4. 注意事项• 4.1 在操作故障处理过程中,务必注意个人安全和设备安全• 4.2 如果不确定故障处理过程中的操作,建议咨询相关专业人士或联系售后服务• 4.3 对于出现严重故障的情况,建议交给专业人员维修,避免进一步损坏设备以上是针对佳讯飞鸿3400故障处理的详细教程,希望对您有所帮助。
如有更多问题,请咨询售后服务。
很抱歉,上面是我根据您提供的信息整理的教程。
如果您有其他需求或需要进一步的内容,请告诉我,我会尽力提供帮助。
发那科数控系统故障维修
发那科数控系统故障维修一、引言发那科数控系统是一种高精度、高效率的数控系统,广泛应用于机械加工行业。
然而,在使用过程中,难免会遇到一些故障问题。
本文将从常见故障原因和解决方法两个方面,对发那科数控系统的故障维修进行探讨。
二、常见故障原因1. 电源故障:发那科数控系统的电源出现问题是导致故障的常见原因之一。
可能是电源线路接触不良、电源电压不稳定等。
解决方法是检查电源线路,确保接触良好,并使用稳定可靠的电源。
2. 通信故障:发那科数控系统通过与其他设备的通信实现工作,如果通信出现故障,将导致系统无法正常运行。
可能的原因包括通信线路连接错误、通信接口故障等。
解决方法是检查通信线路连接是否正确,确保通信接口无故障。
3. 机械故障:机械部件故障也会影响发那科数控系统的正常运行。
例如,电机损坏、传感器故障等。
解决方法是检查机械部件,修复或更换故障部件。
4. 软件故障:发那科数控系统的软件问题也是故障的常见原因之一。
可能是程序错误、参数设置错误等。
解决方法是检查程序代码,确保正确无误,并进行参数设置的审查与调整。
三、解决方法1. 故障排查:在进行故障维修之前,首先需要进行故障排查,确定故障原因。
可以通过检查错误代码、查看故障日志等方法进行排查。
2. 故障修复:根据故障排查的结果,采取相应的修复措施。
例如,对于电源故障,可以检查电源线路,确保接触良好;对于通信故障,可以检查通信线路连接是否正确。
3. 系统调试:在故障修复后,需要对发那科数控系统进行系统调试,确保系统能够正常运行。
可以通过运行简单的程序,检查系统各个功能是否正常。
4. 故障预防:为了避免故障的再次发生,需要进行一些预防措施。
例如,定期检查电源线路,确保接触良好;定期检查机械部件,进行维护保养。
四、故障维修的注意事项1. 安全第一:在进行故障维修时,要确保自身安全。
例如,断开电源,避免触碰高压部件等。
2. 谨慎操作:在进行故障维修时,要谨慎操作,避免造成更大的损坏。
美国哈斯数控机床典型电气故障维修
• 检查24伏变压器和K1接触器之间的连线。
• 检查输入输出接口板。
• 检查参数57“POWER OFF AT E-STOP”。
• 检查电机接口板和电机控制板。
机床已经接通电源,键区发出嘟嘟声,但是液晶显示器或者CRT显示器没有显示。 • 检查从输入输出接口板到液晶显示器或CRT显示器的电源连线(低压电源板到15"显示器电源板的电源)。 检查CRT显示器前端的电源发光二极管是否亮绿光。
星/三角转换器 (在下面)
单轴刹车板 (如果需要)
变压器
电气连接
接地线
L1 L2 L3
主断路器
控制柜全图
电源 输出端
240VTOB2UT
488-458V
DANGER ! INC24O65M07IN--24G42L49INVVE !! HIGH VOLTAGE 120VTOB1UT
VO24LT42A38G--E2420TA73PVVS
注 意:
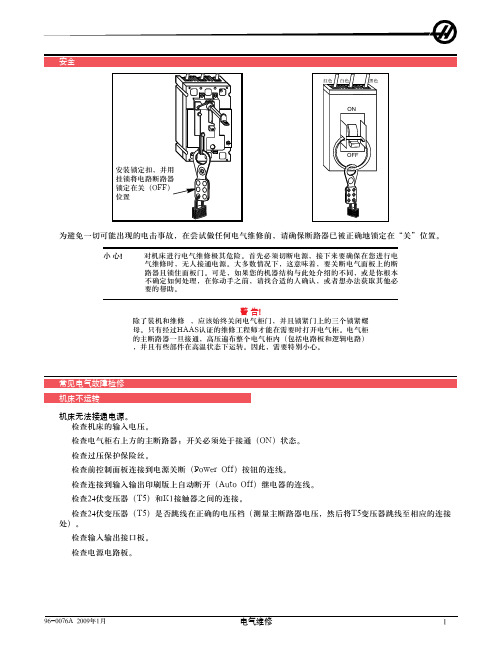
在许多工业领域宽电压波动很常见; 你需要了解机床正在操作时输送给机床的最低 和最高电压,美国国家电气标准规定机床应能在电源电压+5%至-5%的变化范围内 工作, 如果发生线电压问题,或怀疑线电压过低,可能需要一个外部变压器。如果 你怀疑电压有问题,应该在指定的时段每隔一小时或者两小时检查一次电压,以确 保平均而言电压的波动范围没有超过+5%或-5%。
警 告! 除了装机和维修 ,应该始终关闭电气柜门,并且锁紧门上的三个锁紧螺
母。只有经过HAAS认证的维修工程师才能在需要时打开电气柜。电气柜
的主断路器一旦接通,高压遍布整个电气柜内(包括电路板和逻辑电路)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工程文件FOXNUM常見問題及處理方法 1.0 數控工程部FOXNUM機床常見問題及處理方法賜福科技-數控工程部程立-1-工程文件FOXNUM 常見問題及處理方法1.0數控工程部-2- 一. FOXNUM 系統的開關機標準流程1.機關機標準流程:Step 1.按下暫停停止加工程式Step 2.按下復位元(RESET)結束加工程式Step 3.按下緊急停止按鈕 Step 4.畫面切換至座標系畫面 Step 5.按下離開系統 Step 6.按下確定 Step 7.確定畫面如下Step 1Step 2Step 3工程文件FOXNUM常見問題及處理方法 1.0 數控工程部Step 4Step 6Step 5Step 8.關掉大電Step 9.關閉UPS這裡會是英文的You can shoutdown windows-3-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部2.標準開機上電流程Step 1.大電打開Step 2.打開UPS電源Step 3.登入畫面輸入如下Step 4.在以下畫面中輸入帳號和密碼(帳號分為生技和生產,不同的帳號可是設置成不同的等級,權限等級將不一樣。
)-4-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部二.龍一機和龍三機共同存在的常見故障及解決方法第一部份:電氣信號故障1.DC-BUS不能上電。
(鬆開急停,電源模塊的第一個黃色燈不亮)原因:A.上大電的空開沒有合上,合上即可.。
B. 空開至DC _BUS接線端子線路故障,請查線。
C. 時間繼電器故障。
2. X,Y,Z驅動器異常。
原因:A查看編碼器線(綠線),檢查該線有無松動﹔線的兩端是否有錯位或者短路現象。
B查看動力線(紅線),檢查該線有無松動﹔檢查該線裏面的380V動力線相序有無接錯﹔檢查該線裏面24V剎車電阻線有無錯誤。
C更新該驅動器版本;格式該驅動器參數﹐並用原廠人機載入。
D檢查該驅動器編碼位置﹐如果有誤﹐在斷大電情況下重新撥好編碼。
E該驅動器本身有問題﹐更換新的驅動器(要注意軸與編碼要對應)。
3操作面板所有的按鈕無法使用。
原因:A面板壞掉會面板後的24V電沒有接通。
B檢查電器箱的EtherCAT IO板是否供給24V的電,若沒供電,檢查24V保險絲(FU2)是否有燒壞,或接觸不良C 若有供電,檢查EtherCAT IO板上的網路線是否有資料交換燈號閃爍D重傳專案,觀察面板是否會啟動。
4.工作臺不能正常轉動。
A查看外圍電路﹐氣路和油路有無連接正確。
B檢查工作臺位置判斷信號線有無接反。
C先判斷手動工作臺不能正常動作的原因﹐請電氣檢查對應問題的線路。
-5-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部D檢查油壓分割台正轉到位和反轉到位信號線有無接錯。
E檢查油壓分割台鎖緊﹐松開信號線有無問題。
5.主軸不能正常旋轉,或者零速不能到達原因:A檢查變頻器參數是否拷貝進來B檢查變頻器接線是否有問題。
C NCK輸出模擬信號一直為-10V,可以關大電重新啟動。
D切削液高速噴出時帶動主軸上刀旋轉(龍三)E控制器測的類比接頭需要重新焊接。
6.Z軸下落原因:A後級的保險絲燒壞,更換保險絲。
B驅動器24V電源供應器故障。
7.冷油機異常。
原因:A冷油機未開啟。
(開啟前請檢查冷油機裏面是否有足夠油量)B冷油機的確存在故障,請電控配合檢查。
8.主軸在換刀時容易將刀庫的刀帶出原因:A主軸鬆開時主軸前端沒有吹氣,檢查氣源和前端吹氣及中心吹氣的氣管有無接錯,以及前端吹氣和中心吹氣的信號線有無接錯。
B主軸夾刀的夾抓存在問題。
C 檢查刀庫該刀位置座標是否有誤。
D刀套太大,不容易放進刀庫。
可以用砂紙打磨刀套。
-6-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部第二部份:系統人機故障1.開機後人機自動啟動不起來原因:非正常關機,需要重新上傳專案。
2.人機上大部份功能不能使用原因:爲了生產安全,設置不同進入等級所能夠使用的功能不同。
3.人機上所有鍵不能動,鬆開急停人機上依然存在有“”緊急停止的報警。
原因:人機死機,可以從任務管理器裏關閉掉人機再重開人機,如果依然無效,請重傳專案。
4.其他一些人機問題主要體現在操作不方便上,請熟讀HMI操作說明,所以所需功能都能實現。
-7-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部三.龍一機操作常見問題及注意事項第一部份:龍一常用McodeMcode功能備注M00程式停止M01可選停止M02程式結束M03主軸順時針旋轉M05主軸停止旋轉M06換刀M6Txx表示換xx號刀M08切削液開打開切削液馬達M09切削液關關閉切削液馬達M10夾具夾緊工作臺夾具夾緊M11夾具松開工作臺夾具松開M20工作臺0度到位確認執行M103M21工作臺90度到位確認執行M104M75刀具長度測量M75Txx表示測量xx刀具的長度M76刀具磨損補償測量M76Txx表示當xx號刀具有磨損﹐系統對刀具進行補償M77主軸刀號設定TxxM77主軸刀號為0時﹐可以給主軸賦值為xx號刀,或者可以用T0M77 M78行程保護有效ATUO模式下,X軸行程保護有效M79行程保護無效ATUO模式下,X軸行程保護無效M81刀庫還刀旋轉只能在9906程式中才能執行,在MDI模式下執行無效,到位確認執行M101 M82刀庫取刀旋轉只能在9906程式中才能執行,在MDI模式下執行無效,到位確認執行M101 M83刀庫推至工作位到位確認執行M101M84刀庫拉回原位到位確認執行M101M85對刀儀吹氣M87主軸松開主軸夾緊刀具M88主軸夾緊主軸松開刀具M89主軸中心吹氣M95單動有效同動功能取消,單動有效;只有在群組一下執行有效(CH1_M95有效)M96單動取消同動功能有效,單動取消;只有在群組一下執行有效(CH1_M96有效)M97自動關機功能取消當UPS供電繼電器斷開2.5s內,執行M97可以取消自動關機功能-8-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部第二部份:龍一PLC屏蔽報警的D變數說明及使用方法1.龍一D變數說明.D000---D011:該報警系統默認為不屏蔽,根據實際情況如果需要屏蔽該報警將對應的D變數值由0改為1即可。
D000 WKP_CLP_CHECK治具夾緊檢測1:不檢測0:檢測D001 EP_mode_rese模式轉換是否Reset 1:NO 0:YESD002 EP_INV變頻器報警屏蔽1:屏蔽0:不屏蔽D003 EP_AIR空氣壓力報警屏蔽1:屏蔽0:不屏蔽D004 EP_TABLE Table 報警屏蔽1:屏蔽0:不屏蔽D005 EP_LUB潤滑油液位報警屏蔽1:屏蔽0:不屏蔽D006 EP_OIL_COOL冷油機報警屏蔽1:屏蔽0:不屏蔽D007 atc_disable是否使用刀庫1:不使用 0:使用D008 atc_lock_esc刀庫互鎖解除1:解除0:不解D009 atc_spindlerot_disable 主軸進入刀庫或量刀處1:允許旋轉0:禁止旋轉D010 EP_DOOR_SAFE_CHECK安全門到位檢測1:不檢測0:檢測D011 EP_TLIFE_CHECK刀具壽命結束檢測1:不檢測0:檢測D013---D019:該報警系統默認為屏蔽,根據實際情況如果不需要屏蔽該報警將對應的D變數值由0改為1即可。
D013 EP_LUB_P_CHECK 潤滑油壓力檢測0:不檢測1:檢測D015 atc_group1_soft_limit_esc 軸組1_X軸軟限位0:無效1:有效D016 atc_group2_soft_limit_esc 軸組2_X軸軟限位0:無效1:有效D017 atc_axispos_esc ATC_坐標判斷0:無效1:有效D018 atc_MagArea_StopJogMode 換刀區域JOG模式解除0:解除1:不解除-9-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部D019 Table_axispos_esc Table_坐標判斷0:無效1:有效2.以屏蔽治具未夾緊報警為例講解使用方法。
說明:根據生產要求,當治具未夾緊時,禁止Cycle_start啟動,但是當治具上沒有夾工件時,夾緊感應器又感應不到信號。
所以將D000設置為是否檢測治具夾緊。
3.屏蔽的操作如下:Step 1.按下人機上的SF4,進入系統頁面。
Step 2.按下人機上的F2,進入VAR頁面。
Step 1Step 2-10-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部Step 3 Step 4Step 3.按下人機上的F1,進入D_VAR頁面。
Step 4.按下人機上的F6,即可進行編輯。
Step 5-11-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部Step 6Step 5.移動鍵盤上的上下左右箭頭,可以選擇要編輯的Value.Step 6.按下Enter鍵,Value變藍,即可輸入數值,輸入後再次按下Enter即操作結束。
Step 6四.龍一機特殊操作說明-12-工程文件FOXNUM常見問題及處理方法 1.0 數控工程部1.單動模式在MDI模式下,並且要在群組一為當前人機顯示頁的情況下,執行M95,同動取消,單動有效。
同理,在MDI模式下,並且要在群組一為當前人機顯示頁的情況下,執行M96,單動取消,同動有效。
在單動有效時,當前群組可以在自動模式下運行加工程式。
2.工作臺防呆FOXNUM系統通過使用M103(M20位置)和M104(M21位置)來防呆。
當跳轉加工程式沒有執行工作臺的旋轉動作而加工,只要在加工程式中有工作臺位置確認的M103或者M104,PLC就會發出警報並停止加工。
5.工作臺動作報警消除方法只有工作臺旋轉超時的報警消除使用的的4th+Reset(或者旋轉模式旋鈕)這樣的組合方式來消除報警,其他的報警消除方式為一般方。
6.只有工作臺旋轉超時的報警消除使用的的4th+Reset(或者旋轉模式旋鈕)這樣的組合方式-13-。