Cr12MoV钢热处理推荐规范
Cr12MoV冷作模具钢热处理规范及成分性能

Cr12MoV冷作模具钢热处理规范及成分性能1、Cr12MoV钢板简介Cr12MoV是冷作模具钢,Cr12MoV是国标的说法,德标叫做:X165CrMoV12,钢的淬透性、淬火回火的硬度、耐磨性、强度均比Cr12高。
形状复杂、工作条件繁重下的各种冷冲模具和工具,如冲孔凹模、切边模、滚边模、钢板深拉伸模、圆锯、标准工具和量规、螺纹滚模等2、Cr12MoV各国对应牌号中国GB标准牌号:Cr12MoV、中国台湾CNS 标准牌号SKD11、德国DlN标准材料编号1.26o1、德国DIN标准牌号X165CrM0v12、⽇本JIS标准牌号SKD11、韩国KS 标准牌号STD11、意大利UN1标准牌号X165CrM0W12KU、瑞典SS标准牌号2310、西班⽇UNE 标准牌号X160CrM0V12、美国AISi/SAE标准牌号D2、俄罗斯RoCT 标准牌号X12M。
3、Cr12MoV钢板热处理规范热处理规范:1.淬火,950~1000℃油冷;2.淬火1020℃,200℃回火2h。
普通淬火、回火规范:淬火温度1000~1050℃,淬油或淬气,硬度≥ 60HRC;回火温度160~180℃,回火时间2h,或回火温度325~375℃,回火次数2~3次。
4、Cr12MoV钢板金相组织:细粒状珠光体+碳化物。
5、Cr12MoV钢板交货状态:以退火状态交货。
6、Cr12MoV钢板化学成分:碳 C :1.45~1.70硅 Si:≤0.40锰 Mn:≤0.40硫 S :≤0.030磷 P :≤0.030铬 Cr:11.00~12.50镍 Ni:允许残余含量≤0.25铜 Cu:允许残余含量≤0.30钒 V :0.15~0.30钼 Mo:0.40~0.607、Cr12MoV钢板力学性能:硬度:退火,255~207HB(14-25BRC),压痕直径3.8~4.2mm;淬火,≥60HRC8、Cr12MoV钢板应用范围Cr12MoV模具钢淬透性、淬火回火后的硬度、强度、韧性比CR12高,Cr12MoV多用于制造截面较大、形状复杂、工作负荷较重的合种模具和工具。
Cr12MoV的热处理

Cr12MoV的热处理淬火——Cr12MoV冷作模具钢属于高碳高铬钢,它的组织和性能,其中包括硬度、塑性、强度、回火稳定性、淬火回火的体积变形等与淬火有极大的关系。
一般在加热温度810℃以上时,原始组织中索氏体和碳化物转变为奥氏体中和碳化物,随着温度的升高合金碳化物会继续向奥氏体中溶解,增加了奥氏体中C和Cr的浓度,因而得到较高的淬火硬度。
淬火温度达到1050℃时,硬度会达到最高值。
若淬火温度1100℃时,残余奥氏体就会很高,可能会达到80%以上,硬度会急剧下降。
因此,根据使用要求的不同,需要选择不同的淬火温度。
可以980-1030℃淬火、油冷,也可以1050-1080℃的淬火、油冷。
回火——根据模具的硬度要求,选择不同的淬火温度范围,如上述的两种温度。
一般采用高温回火和低温回火两种热处理方法。
以获得不同的强度、韧性和硬度。
980-1030℃淬火、油冷,采用一次硬化处理的回火,回火温度选择180-200℃,一般硬度为54-58HRC,这样可以得到较高的硬度和耐磨性,而且热处理变形较小。
1050-1080℃的淬火、油冷,采用二次硬化处理的回火,回火温度选择490-520,一般硬度为60-62HRC,一般采用多次的高温回火,一般为3-4次,每次2小时,模具经过二次硬化处理后,这样可以得到较高的红硬性和耐磨性。
以上这些工艺是我们的常用热处理工艺,对模具的热处理应用是很有帮助的,对模具的寿命的延长是很有好处的,这里面也会产生很大的经济效益。
至于45#钢,最好还是以低碳马氏体钢来代替,如20#钢和20Cr进行代替。
硬度一般在38-42HRC,再高也可以达到40-45HRC。
这些材料的热处理操作简单,工件的变形小,寿命也比45#钢长许多。
Cr12MoV钢模具的热处理

中图分类号 :Hl3 3 T 3 .3
文献标识码 : A
文章 编号:0 6 4 1 (0 1 0 - 0 1 0 10 — 4 4 2 1 )3 0 9 - 2
t e ma u a trn o e so l o se lmoud a e i r d c d。 c a n u e Cr 2Mo se lmo l fe a r ame h n cu i g prc s Cr 2M V te f f l r nto u e whih c n e s r l V t e u d at rhe tte t nt m e o l r wi g a he t c n c l rqu rm e t e p c al o a y deo mai n mo l n s e r c so e uie e etm ud d a n nd t e h i a e ie ns, s e ily fr e s f r to u d a d h h r p e iin r q r m nt i
1 2 锻 造后 的退火 处理 .
锻后 的退 火一 定 要 采 用 球 化 退 火 。因 完 全退 火
1 钢 模 具 热 处 理 技 术
某 厂 为某 军工厂 生产 的某 种模 具 的下模 , 寸为 尺 1 x 0 x 4 ( l ) 要 求 6~qlmm 的孔 公 差 为 ± . 4 10 10 1I , Tn b2 O 0 mn 孔 距 公 差 为 ± . 2 m, 平 面 的翘 曲度 ≯0 1 l, O0m 且 . 0 m 硬 度为 H C 0~5 材 料 为 C l M V, 2 m, R5 5, r2 o 因为 公 差 要求 严格 , 因此不 但在 冷加 工 时需严 格要求 加 工精 度 , 且在 热处 理 时也要 采取 严格 的 防变形措 施 。在 而 生 产实 践 中 , 取 以下措 施 , 采 有效控 制模 具 的变形 r fr oe r sr v sl et , azo a s 7 0 2 ,C ia . as sn n s c o ir e ue e e cne L nhuG nu 30 0 h n ) ei ea h bl p s s r
Cr12MoV热处理工艺
退火:
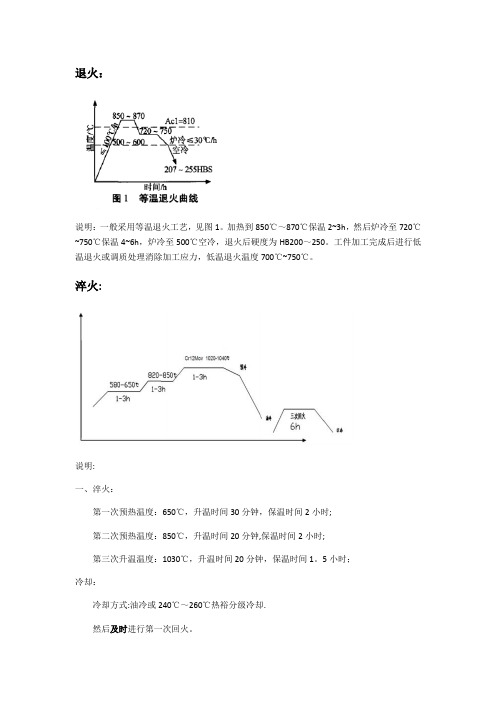
说明:一般采用等温退火工艺,见图1。
加热到850℃~870℃保温2~3h,然后炉冷至720℃~750℃保温4~6h,炉冷至500℃空冷,退火后硬度为HB200~250。
工件加工完成后进行低温退火或调质处理消除加工应力,低温退火温度700℃~750℃。
淬火:
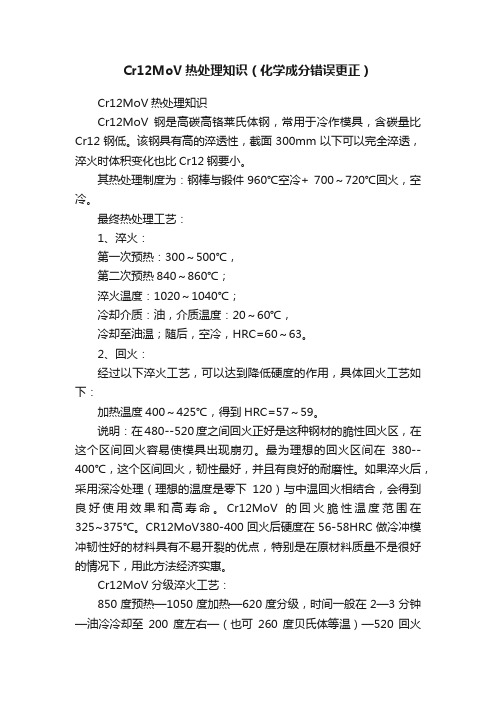
说明:
一、淬火:
第一次预热温度:650℃,升温时间30分钟,保温时间2小时;
第二次预热温度:850℃,升温时间20分钟,保温时间2小时;
第三次升温温度:1030℃,升温时间20分钟,保温时间1。
5小时;
冷却:
冷却方式:油冷或240℃~260℃热裕分级冷却.
然后及时进行第一次回火。
二、回火:
160℃~180℃回火,硬度62HRC~64HRC.回火后空冷至室温.
说明:
回火一次后,出炉冷却,然后继续回火.重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经过适量微调回火温度及回火次数。
保温时间一般为每次回火保温6小时.
注意事项:
1、热处理过程均在真空热处理炉内进行。
2、装炉前清洁工件各部位。
3、装炉前工件上的螺孔要拧入螺栓。
渗碳低温淬火:
说明:850℃入炉,随炉升到960℃,用红外仪控制碳势在0.9%~1.0%,保温2min,共24min,柴油冷却,160℃~180℃回火两次,每次1h。
Cr12MoV热处理知识(化学成分错误更正)
Cr12MoV热处理知识(化学成分错误更正)Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷+ 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
说明:在480--520度之间回火正好是这种钢材的脆性回火区,在这个区间回火容易使模具出现崩刃。
最为理想的回火区间在380--400℃,这个区间回火,韧性最好,并且有良好的耐磨性。
如果淬火后,采用深冷处理(理想的温度是零下120)与中温回火相结合,会得到良好使用效果和高寿命。
Cr12MoV的回火脆性温度范围在325~375℃。
CR12MoV380-400回火后硬度在56-58HRC做冷冲模冲韧性好的材料具有不易开裂的优点,特别是在原材料质量不是很好的情况下,用此方法经济实惠。
Cr12MoV 分级淬火工艺:850度预热—1050度加热—620度分级,时间一般在2—3分钟—油冷冷却至200度左右—(也可260度贝氏体等温)—520回火2—3次,每次2小时。
硬度在56—61HRC左右。
Cr12Mov热处理HRC60 裂开的解决方法:分析流程:(耿工)1 材料成份2材料原始组织3工件流程4热处理工艺5开裂照片6工件尺寸不能说硬度60HRC就一定开裂。
开裂的原因很多,你可参考耿工的说明逐一检查。
如果是淬火就直接开裂可能有以下原因:1)材料错致热处理工艺不合适。
2)冷却不当,在Ms温度以下快冷,应力过大。
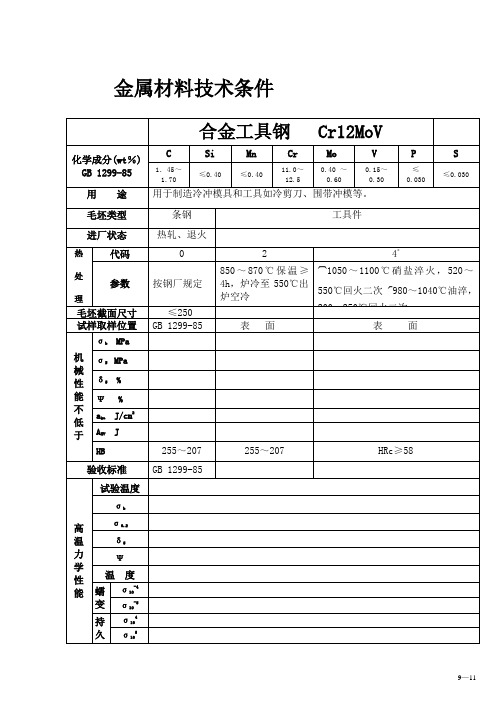
合金工具钢 Cr12MoV材料技术要求
0
2
4*
参数
按钢厂规定
850~870℃保温≥4h,炉冷至550℃出炉空冷
1050~1100℃硝盐淬火,520~550℃回火二次980~1040℃油淬,200~250℃回火二次
毛坯截面尺寸
≤250
试样取样位置
GB 1299-85
表面
表面
机械性能不低于
σbMPa
σSMPa
δ5%
Ψ%
akuJ/cm2
AKVJ
10.9
11.4
12.2
导热系数
λ
比热
C
弹性模量
E GPa
密度(6)kg/m3
7700
工艺性能
冶炼
电炉或其它适宜方法冶炼
锻造
温度
1050~870℃
冷却
灰冷或热坑冷
热处理
在300~370℃回火有回火脆性。
焊接
冷加工
易出现磨削裂纹。
说明
其它性能
备注
该钢为冷作模具用钢。盐浴淬火加热速度按20~25秒/mm计算。淬火前应进行500~600℃或800~850℃预热,时间不少于1小时。
HB
255~207
255~207
HRc≥58
验收标准
GB 1299-85
高
温力学性能
试验温度
σb
σ0.2
δ5
Ψ
温度
蠕变
σ10-4
σ10-5
持久
σ104
σ105
合金工具钢Cr12MoV
物
理
性
能
临界温度(2)
℃
AC1
ACm
Ar1
Ms
810
1200
cr12mov热处理淬火后渗碳处理
cr12mov热处理淬火后渗碳处理
CR12MOV热处理淬火后,可以进行渗碳处理来增加其硬度和
耐磨性。
渗碳处理是通过将材料暴露在高温环境中,使碳原子渗入材料表面,从而形成高硬度的表面层。
在淬火后的CR12MOV材
料中进行碳化处理可以进一步提高其表面硬度和耐磨性,同时保持其良好的韧性和强度。
具体的碳化处理方法包括气体渗碳和固体渗碳两种:
1. 气体渗碳:将CR12MOV材料放置在高温炉中,通过引入
含碳气体(例如甲烷、乙烷等)来使碳原子渗入材料表面。
渗碳温度通常在800°C至950°C左右,并保持一定的时间(通
常几小时至数十小时)。
通过这种方法进行渗碳处理,可以在CR12MOV的表面形成一层高碳含量的硬化层,从而提高其硬
度和耐磨性。
2. 固体渗碳:先将CR12MOV材料和高碳含量的固体材料
(例如石墨粉末)一起放入高温炉中,在高温下进行加热保温。
在高温环境中,碳原子从固体渗碳材料扩散到CR12MOV材
料中,从而形成一层高碳含量的硬化层。
与气体渗碳相比,固体渗碳可以实现更深层次的渗碳,并且对工件形状的限制较少。
进行渗碳处理后,CR12MOV的表面硬度会大幅提高,从而提
高其抗磨擦性能和耐磨性。
通过适当控制温度和时间,可以实
现对CR12MOV的硬化层深度和硬度进行调控,以满足不同应用需求。
Cr12MoV热处理工艺及注意事项
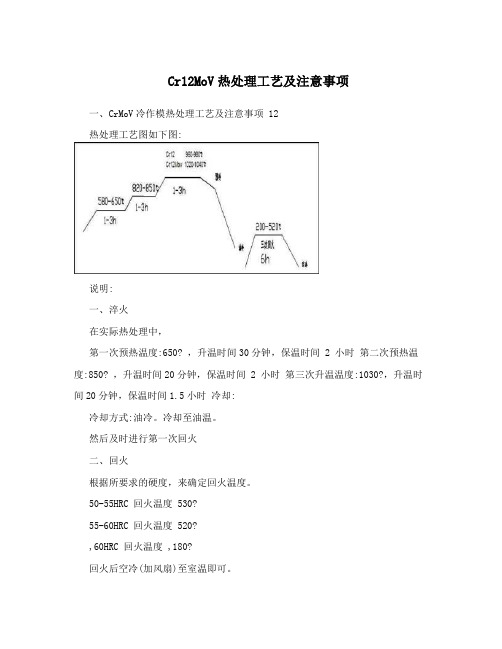
Cr12MoV热处理工艺及注意事项一、CrMoV冷作模热处理工艺及注意事项 12热处理工艺图如下图:说明:一、淬火在实际热处理中,第一次预热温度:650? ,升温时间30分钟,保温时间 2 小时第二次预热温度:850? ,升温时间20分钟,保温时间 2 小时第三次升温温度:1030?,升温时间20分钟,保温时间1.5小时冷却:冷却方式:油冷。
冷却至油温。
然后及时进行第一次回火二、回火根据所要求的硬度,来确定回火温度。
50-55HRC 回火温度 530?55-60HRC 回火温度 520?,60HRC 回火温度 ,180?回火后空冷(加风扇)至室温即可。
说明:回火一次后,出炉冷却,然后继续回火。
重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经讨论后适量微调回火温度及回火次数。
保温时间一般为每次回火保温6个小时,可视工件大小来做具体调整。
以上热处理过程均在真空热处理炉内进行。
三、注意事项:1、具体预热温度,保温时间要根据工件的大小、厚度、形状复杂程度等稍作调整,不宜有过大的跨度。
2、装炉前清洁工件各个部位。
3、工件上的一些容易变形的型面、内孔应尽量加固、填充或用其它合适的方法做优化。
如凹模两侧面在热处理后容易产生变形,应焊接固定板固定,一些螺孔拧入螺丝等。
4、工件的摆放要科学合理,工件之间应避开相互大面积的接触,小工件用铁丝相互固定在一起。
大工件如不可避免接触,应用特制工具隔离开叠加放置。
5、注意炉筐重量的平衡性,如两侧的重量不一致,务必重量更大的一侧朝向炉口,防止出炉时因模具重量过大导致的支架不能抬起炉筐,而无法出炉的情况。
6、在合理的一炉最大重量内,应尽量装入多的待加工工件,合理摆放,充分利用空间,节省资源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.Cr12MoV钢推荐的热处理工艺图
2.Cr12MoV钢推荐的淬火规范
方案
第一次预热/℃
第二次预热/℃
淬火温度/℃
冷却介质
介质温度/℃
在介质中冷却
随后
硬度
(HRC)
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
550~660
840~860
950~1000
1020~1040
1020~1040
1115~1130
-78℃冷处理加一次510~520℃回火,再-78℃冷处理
60~61
60~61
61~62
1.方案Ⅱ、Ⅲ用于要求获得很高的力学性能及变形较小的工件,如螺纹滚子、搓丝板、形状复杂受冲击负荷的模具等;
2.方案Ⅳ、Ⅴ用于要求获得红硬性及耐磨性的工件,但力学性能较差,尺寸变形较大,如450℃以下工作的热冲模等;
1115~1130
油
油
熔融硝盐
油
熔融硝盐
20~60
20~60
40~55
20~60
40~45
至油温
至油温
5~10min
至油温
5~10min
空冷
空冷
空冷Biblioteka 空冷空冷58~62
62~63
62~63
42~50
42~50
3.Cr12MoV钢推荐的回火规范(三次回火,每次6h)
方案
淬火温度/℃
回火用途
回火加热温度/℃
3.这种钢对脱碳很敏感,预热和加热用的盐浴必须经过充分的脱氧后再使用;若在普通电炉中加热可将工件装入箱内,填充以渗碳剂或生铁粉(这时工件可能有少许增碳现象,硬度可提高HRC1~2)。
表2-3-1淬火状态的组织比例
淬火方案
冷却
碳化物/%
马氏体/%
奥氏体/%
Ⅰ、Ⅱ
油、硝盐
12
73~68
20~23
硬度
HRC
Ⅰ
Ⅱ
Ⅲ
1020~1040
消除应力
去除应力,降低硬度
去除应力,降低硬度
150~170
200~275
400~425
61~63
57~59
55~57
Ⅳ
Ⅴ
Ⅵ
1115~1130
去除应力及形成二次硬化
去除应力及形成二次硬化
去除应力及形成二次硬化
510~520℃多次回火
-78℃冷处理加510~520℃一次回火