铝及铝合金-挤压合金ENAW-6060和ENAW-6063
enaw6060参考标准
enaw6060参考标准Definition and Importance of the enaw6060 Reference StandardThe enaw6060 reference standard is a widely recognized industry benchmark that sets guidelines and specifications for a specific product or process. In this case, enaw6060 refers to a particular standard used in the aluminum alloy manufacturing industry. This reference standard outlines the properties, characteristics, and quality requirements of aluminum alloy with the aim of achieving consistent and reliable product performance.The enaw6060 reference standard is essential for various stakeholders in the industry, including manufacturers, suppliers, and customers. Manufacturers rely on this standard to develop their production processes, ensuring that the final product meets the specified requirements. Suppliers benefit from this reference standard as it provides a common basis for communication with manufacturers and customers. Customers, on the other hand, can use the enaw6060 standard to evaluate the quality and suitability of the aluminum alloy for their specific needs.Understanding the enaw6060 Reference StandardTo fully comprehend the enaw6060 reference standard, it is crucial to break down its components and explore their significance. The first part of the standard, "enaw," stands for "European Norm Aluminum Wrought." This indicates that the standard is specific to the European market and pertains to aluminum alloy products that have been formed by processes such as extrusion, rolling, or forging.The number "6060" included in the reference standard is a specific alloy designation that represents the chemical composition and properties of the aluminum alloy. This designation helps stakeholders identify the specific alloy that conforms to the enaw6060 standard.Specifications and Properties Outlined in the enaw6060 Reference StandardThe enaw6060 reference standard provides detailed specifications and properties that the aluminum alloy must possess to meet the established requirements. These specifications include parameters such as the chemical composition, mechanical properties, anddimensional tolerances of the alloy.Chemical composition outlines the percentage of each element present in the alloy, including elements such as aluminum, magnesium, silicon, and others. The enaw6060 reference standard sets limits for each element, ensuring that the composition falls within the prescribed range for optimal performance.Mechanical properties cover characteristics such as tensile strength, yield strength, elongation, and hardness. These properties define the alloy's ability to resist external forces, deform under load, and recover its original shape.Dimensional tolerances refer to the acceptable variations in dimension and shape of the aluminum alloy product. Theenaw6060 reference standard specifies the allowable limits for dimensions such as length, width, thickness, and straightness, among others.The enaw6060 reference standard also addresses other important aspects, such as surface finish, surface treatment, and corrosion resistance. These properties are crucial in determining the alloy'saesthetic appeal, durability, and resistance to environmental factors.Implementing the enaw6060 Reference StandardTo ensure the uniform application of the enaw6060 reference standard, manufacturers and suppliers must implement robust quality control measures in their production processes. They need to establish specific procedures and systems to monitor the chemical composition, mechanical properties, and dimensional tolerances of the aluminum alloy products. Regular inspections, material testing, and calibration processes are essential to meet the requirements outlined in the standard.Furthermore, manufacturers should maintain clear documentation and traceability records to verify compliance with the enaw6060 reference standard. This documentation helps in auditing, troubleshooting, and addressing any potential deviations ornon-conformities in the production process.Benefits of Enforcing the enaw6060 Reference StandardEnforcing the enaw6060 reference standard brings several benefits to the aluminum alloy industry. First and foremost, it ensures the production of high-quality aluminum alloy products that meet the specified requirements. This enhances customer satisfaction and helps manufacturers build a reputation for reliability and consistency.The enaw6060 reference standard also promotes fair competition within the industry. With a common standard in place, manufacturers and suppliers can compete on a level playing field, focusing on innovation, efficiency, and customer service rather than product quality variations.Additionally, the reference standard aids in streamlining supply chain operations. Suppliers can easily communicate the requirements and specifications to manufacturers, ensuring that the produced aluminum alloy meets the expected quality standards. This reduces the risk of rejects, delays, and customer complaints.ConclusionThe enaw6060 reference standard plays a pivotal role in facilitatingthe aluminum alloy manufacturing industry. By providing guidelines and specifications for chemical composition, mechanical properties, dimensional tolerances, and other critical requirements, the standard ensures consistent and reliable production. Adhering to the enaw6060 reference standard promotes quality, customer satisfaction, fair competition, and efficient supply chain operations.。
铝合金材料标准
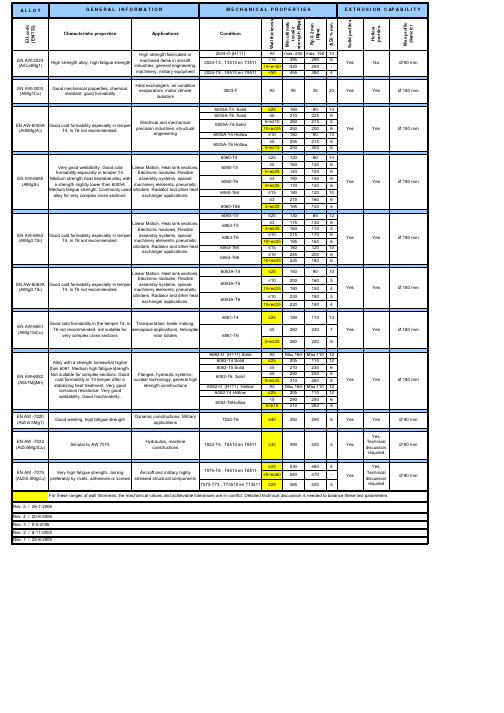
A L L O Y E U -c o d e (E N 755)Characteristic properties Applications ConditionW a l l t h i c k n e s sM i n u l t i m a t e t e n s i l e s t r e n g t h (M p a )R p 0.2 m i n (M p a )A 50 % m i n .S o l i d p r o f i l e sH o l l o w p r o f i l e s M a x p r o f i l e d i a m e t e r 2024-O (H111)All max. 250max. 15010<153********<e<50420290-2024-T8 , T8510 en T8511<504553804EN AW-3003 (AlMg1Cu) Good mechanical properties, chemical resistant, good formabilityHeat exchangers, air condition evaporators, motor vehicleradiators3003-F All 953520YesYes Ø 180 mm 6005A-T4 Solid≤2518090136005A-T6 Solid≤527022565<e ≤10260215610<e ≤2525020066005A-T4 Hollow ≤101809013≤525521565<e ≤1525020066060-T4≤251206014≤516012065<e ≤251401006≤319015063<e ≤2517014066060-T64 ≤1518012010≤321516063<e ≤2519515066063-T4≤251306512≤317513063<e ≤251601105≤10215170610<e ≤2519516066063-T64 ≤1518012010≤10245200610<e ≤2522518066063A-T4 ≤251509010<10200160510<e ≤251901504≤10230190510<e ≤2522018046061-T4≤2518011013≤526024075<e ≤2526024086082-O (H111) SolidAll Max 160Max 110126082-T4 Solid ≤25205110126082-T5 Solid ≤52702306≤529025065<e ≤2531026086082-O (H111) HollowAll Max 160Max 110126082-T4 Hollow≤2520511012<529025065<e153102608EN AW -7020 (AlZn4.5Mg1)Good welding, high fatigue strengthDynamic constructions, Militaryapplications7020-T6 ≤403502908YesYesØ 90 mm EN AW -7022 (AlZn5Mg3Cu)Simular to AW 7075Hydraulics, machineconstructions7022-T6 , T6510 en T6511 ≤304904205YesYes, Technical discussion required Ø 90 mm ≤25530460425<e ≤60540470-7075-T73 , T73510 en T73511≤254854205For these ranges of wall thickness, the mechanical values and achievable tolerances are in conflict. Detailed technical discussion is needed to balance these two parameters.Rev. 4 / 20-6-2006Ø 180 mm Ø 90 mm Ø 180 mm Ø 180 mm Ø 180 mm Ø 180 mm Ø 90 mmYes, Technical discussion required7075-T6 , T6510 en T6511Yes 6082-T6 Solid 6082-T6HollowEN AW -7075 (AlZn5.5MgCu)6063A-T6YesYesGood cold formability especially in temperT4, in T6 not recommended.Linear Motion, Heat sink sections,Electronic modules, Flexible assembly systems, special machinery elements, pneumatic cilinders. Radiator and other heatexchanger applications.6063-T56063-T66063-T66 Yes YesYes EN AW-6061 (AlMg1SiCu)YesYes EN AW-6063A (AlMg0.7Si)6063A-T56061-T6YesYesYes 2024-T3 , T3510 en T35116005A-T6 Solid 6005A-T6 HollowYesRev. 1 / 25-8-2005G E N E R A L I N F O R M A T I O N E X T R U S I O N C AP A B I L I T Y Aircraft and military highly stressed structural componentsVery high fatigue strength. Joining preferably by rivets, adhesives or screws High strength alloy, high fatigue strengthHigh strength fabricated ormachined items in aircraftindustries, general engineering,machinery, military equipmentGood cold formability especially in temperT4, in T6 not recommended.Electrical and mechanicalprecision industries, structuralengineeringEN AW-6082 (AlSi1MgMn)EN AW-6063 (AlMg0.7Si)Good cold formability especially in temperT4, in T6 not recommended.Linear Motion, Heat sink sections, Electronic modules, Flexible assembly systems, special machinery elements, pneumatic cilinders. Radiator and other heatexchanger applications.M E C H A N I C A L P R O P E R T I E SNo YesRev. 2 / 8-11-2005EN AW-2024 (AlCu4Mg1) EN AW-6005A (AlSiMg(A))Good cold formability in the temper T4, in T6 not recommended, not suitable for very complex cross sections Transportation, boiler making, aerospace applications, helicopterrotor bladesAlloy with a strength somewhat higher than 6061. Medium high fatigue strength. Not suitable for complex sections. Good cold formability in T4 temper after a stabilizing heat treatment. Very good corrosion resistance. Very good weldability. Good machinability.Flanges, hydraulic systems, nuclear technology, general high strength constructions Rev. 5 / 26-7-2006EN AW-6060 (AlMgSi)Rev. 3 / 9-5-2006Very good weldability. Good cold formability especially in temper T4. Medium strength heat treatable alloy with a strength slightly lower than 6005A. Medium fatigue strength. Commonly used alloy for very complex cross sections.6060-T5 6060-T6 6060-T66Linear Motion, Heat sink sections, Electronic modules, Flexible assembly systems, special machinery elements, pneumatic cilinders. Radiator and other heat exchanger applications.Ø 180 mm Yes。
EN 12020.2-2008
英国标准BS EN12020-2:2008 铝及铝合金-挤压合金ENAW-6060和ENAW-6063精密型材第二部分尺寸和形位公差欧洲标准EN12020-22008.3ICS 77.150.10 代替EN12020-2:2001英文版铝及铝合金-挤压合金ENAW-6060和ENAW-6063第二部分尺寸和形位公差此标准由CEN在2008年2月10号认证。
欧洲标准委员会BS EN 12020-2:2008EN 12020-2:2008(E)目录前言........................................................................................................ .. (3)1.范围……………………………………………………………………………………..…. .42.规范性引用文件 (4)3.尺寸公差 (5)3.1总言 (5)3.2横截面 (5)3.2.1总则 (5)3.2.2非壁厚尺寸公差 (6)3.2.3实心和空心型材的壁厚公差 (6)3.3长度................................................................................................. .. (7)3.4断头切斜度 (8)3.5带隔热条的型材长度差 (8)4.形位公差 (8)4.1平行度 (8)4.2弯曲度 (9)4.3凸度和凹度 (10)4.4曲面................................................................................................... .11 4.5扭拧度. (12)4.6角度 (13)4.7角及圆角半径 (15)参考文献 (16)前言此欧洲标准有CEN/TC132“铝及铝合金”技术委员会提供,并由AFNOR支持。
enaw6060参考标准

enaw6060参考标准参考标准在各个领域中都起到了非常重要的作用,它们指导着产品的设计、开发和实施,并确保产品的质量、性能和可靠性。
其中,ENAW6060是铝合金中常用的一种标准,下面将对ENAW6060进行介绍。
ENAW6060是一种具有良好可加工性和高到中等强度的铝合金材料。
它属于6系列铝合金,主要由铝、镁和硅等元素组成。
ENAW6060广泛应用于建筑、交通运输、航空航天和电子等领域,如建筑门窗、铁路列车车身部件、飞机外壳和电子设备外壳等。
ENAW6060的特点之一是具有良好的可加工性。
它具有较好的热挤压性能,可以通过热挤压或冷挤压的方式加工成各种形状的产品。
此外,ENAW6060还可以通过焊接、切割、钻孔和切削等工艺进行进一步加工。
在加工过程中,ENAW6060的硬度适中,易于切削和成形,能够满足不同产品的要求。
除了良好的可加工性外,ENAW6060还具有优异的力学性能。
它具有高的抗拉强度和屈服强度,能够承受较大的载荷和压力,具有良好的抗变形和耐磨损性能。
此外,ENAW6060还具有较好的抗腐蚀性能,不易受大气、水和化学物质腐蚀,能够保持长期的使用寿命。
ENAW6060还具有良好的可装饰性。
它的表面光洁度高,可通过阳极氧化、电泳涂装、粉末喷涂等表面处理工艺进行美化和保护处理。
经过适当的处理,ENAW6060可以呈现出丰富多样的颜色和纹理效果,满足不同产品的装饰需求。
另外,ENAW6060还具有可回收性和环境友好性。
铝合金属材料可以循环再利用,能够有效减少资源的浪费和环境的污染。
ENAW6060的可回收性使得它成为可持续发展的材料选择,符合现代社会对环保和可持续发展的要求。
总而言之,ENAW6060作为一种铝合金材料,具有良好的可加工性、优异的力学性能、可装饰性和环境友好性。
它的广泛应用可以满足建筑、交通运输、航空航天和电子等领域的需求。
通过遵循ENAW6060的相关标准,可以确保产品的质量和性能,推动相关行业的发展,并对环境负责。
铝合金型材的执行标准主要有哪些

铝合金型材的执行标准主要有哪些目前国内铝合金型材的执行标准主要有:(1) GB 5237.1~5-2008﹑GB 5237.6-2004建筑铝合金型材执行上述标准,就是说,只要是建筑行业用的铝合金型材,其产品必须按GB 5237.1~5-2008﹑GB 5237.6-2004强制性标准生产及进行产品质量控制。
(2) GB/T 6892-2006《一般用工业铝及铝合金挤压型材》工业用铝合型材是指除建筑门窗、幕墙及室内外装饰用铝型材以外的其它铝挤压型材,除个别产品执行其专用标准外,大部分执行标准为GB/T 6892-2006《一般用工业铝及铝合金挤压型材》,产品主要应用于航空航天、交通、轨道车辆、电子电器、体育器材、散热器、装饰、电力能源、石油化工、机械制造等工业领域。
(3) GB/T 26014-2010《非建筑用铝合金装饰型材》非建筑用铝合金装饰型材是指以改善视觉效果为主要目的的装饰用铝合金热挤压型材。
装饰型材的尺寸偏差如有特殊要求,应在合同中注明。
如没有特殊要求,应符合GB/T 14846--2008《铝及铝合金挤压型材尺寸偏差》中普通级的规定。
产品主要应用于车辆内外装饰、家电配件、厨房用具、电子电器、室内装饰、医疗器械、仪器仪表、办公设施等领域。
(4) GB/T 14846-2008《铝及铝合金挤压型材尺寸偏差》工业用铝合金型材另一标准执行GB/T 14846-2008《铝及铝合金挤压型材尺寸偏差》。
但此标准只是针对工业铝型材挤压尺寸,只对尺寸有要求的可按此标准生产。
其它要求全部按GB/T 6892-2006标准。
(5) 国外先进标准国外先进标准有:欧盟EN12020-2《6060及6063铝及铝合金精密型材第2部分:尺寸及外形允许偏差》、EN755-2《铝及铝合金棒、管、型——力学性能》、美国ANSI H35.2《美国铝素材尺寸偏差标准》和日本JIS H4100《铝及铝合金挤压型材》等标准,主要适用于部分特殊顾客或国际大建筑幕墙公司在知名建筑、标志性建筑及国外工程监理的工程上使用等。
DIN EN 755-3-2008 铝和铝合金.挤压竿材棒材、管材和型材.第3部分圆形棒材.尺寸和形状公差 德文

Juni 2008DEUTSCHE NORMNormenausschuss Nichteisenmetalle (FNNE) im DINPreisgruppe 7DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.ICS 77.150.10!$IÄt"www.din.de DDIN EN 755-3Aluminium und Aluminiumlegierungen –Stranggepresste Stangen, Rohre und Profile –Teil 3: Rundstangen, Grenzabmaße und Formtoleranzen;Deutsche Fassung EN 755-3:2008Aluminium and aluminium alloys –Extruded rod/bar, tube and profiles –Part 3: Round bars, tolerances on dimensions and form;German version EN 755-3:2008Aluminium et alliages d’aluminium –Barres, tubes et profilés filés –Partie 3: Barres rondes, tolérances sur dimensions et forme;Version allemande EN 755-3:2008©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 BerlinErsatz fürDIN EN 755-3:1995-08www.beuth.deGesamtumfang 10 SeitenDIN EN 755-3:2008-06Nationales VorwortDieses Dokument (EN 755-3:2008) wurde von der Arbeitsgruppe 5 …Stranggepresste und gezogene Erzeugnisse“ (Sekretariat: SN, Norwegen) im Technischen Komitee CEN/TC 132 …Aluminium und Aluminium-legierungen“ (Sekretariat: AFNOR, Frankreich) des Europäischen Komitees für Normung (CEN) unter deutscher Mitwirkung ausgearbeitet.Das zuständige deutsche Normungsgremium ist der Arbeitsausschuss NA 066-01-04 AA …Strangpresserzeug-nisse“ des Normenausschusses Nichteisenmetalle (FNNE) im DIN Deutsches Institut für Normung e. V.ÄnderungenGegenüber DIN EN 755-3:1995-08 wurden folgende Änderungen vorgenommen:a) in Tabelle 1 die Legierungen EN AW-3102, EN AW-6008, EN AW-6010A, EN AW-6014, EN AW-6023,EN AW-6360, EN AW-6262A, EN AW-6065 und EN AW-6182 zur Gruppe Iund die Legierungen EN AW-5049, EN AW-7108, EN AW-7108A und EN AW-7021 zur Gruppe II hinzu-gefügt;b) Norm redaktionell überarbeitet.Frühere AusgabenDIN 1799: 1937x-06, 1954-08, 1968-02, 1986-09DIN EN 755-3: 1995-082EUROPÄISCHE NORM EUROPEAN STANDARD NORME EUROPÉENNE EN 755-3 März2008ICS 77.150.10Ersatz für EN 755-3:1995Deutsche FassungAluminium und Aluminiumlegierungen —Stranggepresste Stangen, Rohre und Profile —Teil 3: Rundstangen, Grenzabmaße und FormtoleranzenAluminium and aluminium alloys —Extruded rod/bar, tube and profiles —Part 3: Round bars, tolerances on dimensionsand formAluminium et alliages d'aluminium —Barres, tubes et profilés filés —Partie 3: Barres rondes, tolérances sur dimensionset formeDiese Europäische Norm wurde vom CEN am 10. Februar 2008 angenommen.Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist. Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Management-Zentrum des CEN oder bei jedem CEN-Mitglied auf Anfrage erhältlich.Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch). Eine Fassung in einer anderen Sprache, die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem Management-Zentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen.CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, den Niederlanden, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, der Schweiz, der Slowakei, Slowenien, Spanien, der Tschechischen Republik, Ungarn, dem Vereinigten Königreich und Zypern.E U R O PÄI S C H E S K O M I T E E FÜR N O R M U N GEUROPEAN COMMITTEE FOR STANDARDIZATIONC O M I TÉE U R O PÉE NDE N O R M A L I S A T I O NManagement-Zentrum: rue de Stassart, 36 B-1050 Brüssel© 2008 CEN Alle Rechte der Verwertung, gleich in welcher Form und in welchemVerfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.Ref. Nr. EN 755-3:2008 DDIN EN 755-3:2008-06EN 755-3:2008 (D)InhaltSeite Vorwort (3)1 Anwendungsbereich (4)2 Werkstoffgruppen (4)3 Grenzabmaße (4)3.1 Durchmesser (4)3.2 Länge (5)3.3 Rechtwinkligkeit des Schnittes (5)4 Formtoleranzen (6)4.1 Unrundheit (6)4.2 Geradheit (6)Literaturhinweise (8)2EN 755-3:2008 (D)3VorwortDieses Dokument (EN 755-3:2008) wurde vom Technischen Komitee CEN/TC 132 …Aluminium und Aluminiumlegierungen“ erarbeitet, dessen Sekretariat vom AFNOR gehalten wird.Diese Europäische Norm muss den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis September 2008, und etwaige entgegenstehende nationale Normen müssen bis September 2008 zurückgezogen werden. Dieses Dokument ersetzt EN 755-3:1995.Im Rahmen seines Arbeitsprogramms hat das Technische Komitee CEN/TC 132 die CEN/TC 132/WG 5 …Stranggepresste und gezogene Erzeugnisse“ mit der Überarbeitung der EN 755-3:1995 beauftragt. Die folgenden technischen Änderungen wurden während der Überarbeitung vorgenommen:⎯ Abschnitt 2: Legierungen EN AW-3102, EN AW-6008, EN AW-6010A, EN AW-6014, EN AW-6023,EN AW-6360, EN AW-6262A, EN AW-6065 und EN AW-6182 zur Gruppe I hinzugefügt; ⎯ Abschnitt 2: Legierungen EN AW-5049, EN AW-7108, EN AW-7108A und EN AW-7021 zur Gruppe IIhinzugefügt. EN 755 besteht aus den folgenden Teilen mit dem allgemeinen Titel Aluminium und Aluminiumlegierungen — Stranggepresste Stangen, Rohre und Profile : ⎯ Teil 1: Technische Lieferbedingungen ⎯ Teil 2: Mechanische Eigenschaften⎯ Teil 3: Rundstangen, Grenzabmaße und Formtoleranzen ⎯ Teil 4: Vierkantstangen, Grenzabmaße und Formtoleranzen ⎯ Teil 5: Rechteckstangen, Grenzabmaße und Formtoleranzen ⎯ Teil 6: Sechskantstangen, Grenzabmaße und Formtoleranzen ⎯ Teil 7: Nahtlose Rohre, Grenzabmaße und Formtoleranzen⎯ Teil 8: Mit Kammerwerkzeug stranggepresste Rohre, Grenzabmaße und Formtoleranzen ⎯ Teil 9: Profile, Grenzabmaße und FormtoleranzenEs wird auf die Möglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte berühren können. CEN [und/oder CENELEC] ist nicht dafür verantwortlich, einige oder alle diesbezüglichen Patentrechte zu identifizieren.CEN/TC 132 bekräftigt seine Vorgehensweise, dass in dem Fall, wenn ein Patentinhaber sich weigert, für ge-normte Erzeugnisse Lizenzen unter angemessenen und nicht diskriminierenden Bedingungen zu erteilen, dieses Erzeugnis aus der entsprechenden Norm entfernt werden muss.Entsprechend der CEN/CENELEC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden Länder gehalten, diese Europäische Norm zu übernehmen: Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, Niederlande, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische Republik, Ungarn, Vereinigtes Königreich und Zypern.DIN EN 755-3:2008-06EN 755-3:2008 (D)41 AnwendungsbereichDieses Dokument legt die Grenzabmaße und Formtoleranzen für stranggepresste Rundstangen aus Alumi-nium und Aluminiumlegierungen mit einem Durchmesser von 8 mm bis 320 mm fest.Die in diesem Dokument verwendeten Bezeichnungen der Werkstoffzustände entsprechen EN 515.2 WerkstoffgruppenDie Einteilung in die Gruppe I und die Gruppe II der am häufigsten eingesetzten Werkstoffe für allgemeine Anwendungen ist in Tabelle 1 angegeben. Die Eingruppierung von anderen Werkstoffen ist zwischen Lieferer und Käufer zu vereinbaren.Tabelle 1 — WerkstoffgruppenEN AW-1050A, EN AW-1070A, EN AW-1200, EN AW-1350 EN AW-3102, EN AW-3003, EN AW-3103EN AW-5005, EN AW-5005A, EN AW-5051A, EN AW-5251Gruppe IEN AW-6101A, EN AW-6101B, EN AW-6005, EN AW-6005A, EN AW-6106,EN AW-6008, EN AW-6010A, EN AW-6012, EN AW-6014, EN AW-6018, EN AW-6023, EN AW-6351, EN AW-6060, EN AW-6360, EN AW-6061, EN AW-6261, EN AW-6262, EN AW-6262A, EN AW-6063, EN AW-6063A, EN AW-6463, EN AW-6065, EN AW-6081, EN AW-6082, EN AW-6182EN AW-2007, EN AW-2011, EN AW-2011A, EN AW-2014, EN AW-2014A,EN AW-2017A, EN AW-2024, EN AW-2030EN AW-5019, EN AW-5049, EN AW-5052, EN AW-5154A, EN AW-5454, EN AW-5754, EN AW-5083, EN AW-5086Gruppe II EN AW-7003, EN AW-7005, EN AW-7108, EN AW-7108A, EN AW-7020, EN AW-7021, EN AW-7022, EN AW-7049A, EN AW-70753 Grenzabmaße3.1 DurchmesserDie Grenzabmaße des Durchmessers sind in Tabelle 2 angegeben.Für die Anwendung dieses Dokuments sind die Werkstoffe in zwei Gruppen eingeteilt, entsprechend dem Schwierigkeitsgrad der Herstellung der Erzeugnisse.Die Einteilung der am häufigsten für allgemeine Anwendungen eingesetzten Werkstoffe in die Gruppe I und Gruppe II ist in Tabelle 1 angegeben.DIN EN 755-3:2008-06EN 755-3:2008 (D)5Tabelle 2 — Grenzabmaße des DurchmessersMaße in MillimeterDurchmesser D Grenzabmaßeüber bis Werkstoffgruppe I Werkstoffgruppe II ≥ 8 18 ± 0,22 ± 0,30 18 25 ± 0,25 ± 0,35 25 40 ± 0,30 ± 0,40 40 50 ± 0,35 ± 0,45 50 65 ± 0,40 ± 0,50 65 80 ± 0,45 ± 0,70 80100± 0,55 ± 0,90 100 120 ± 0,65 ± 1,0 120 150 ± 0,80 ± 1,2 150 180 ± 1,0 ± 1,4 180 220 ± 1,15 ± 1,7 220 270 ± 1,3 ± 2,0 270 320± 1,6± 2,53.2 LängeSollen Festlängen geliefert werden, muss dies im Bestelldokument angegeben werden. Die Grenzabmaße fürdie Festlängen sind in Tabelle 3 angegeben.Tabelle 3 — Grenzabmaße für die FestlängeMaße in MillimeterDurchmesser DGrenzabmaße für die Festlängeüber bis L ≤ 2 000 2 000 < L ≤ 5 000L > 5 000— 100 50+ 70+ 100+ 100 200 70+ 90+120+200 32080+110+—Wird im Bestelldokument keine Festlänge oder Mindestlänge angegeben, dürfen die stranggepressten Rund-stangen in Herstelllängen geliefert werden. Die Längen und die Grenzabmaße für die Herstelllängen müssen zwischen Lieferer und Käufer vereinbart werden.3.3 Rechtwinkligkeit des SchnittesBei Fest- und Herstelllängen muss die Rechtwinkligkeit des Schnittes innerhalb von 50 % des in Tabelle 3 angegebenen Toleranzbereiches der Festlänge sein, (z. B. muss die Rechtwinkligkeit des Schnittes bei Grenzabmaßen von 100+mm für die Festlänge innerhalb von 5 mm liegen).DIN EN 755-3:2008-06EN 755-3:2008 (D)64 Formtoleranzen4.1 UnrundheitDie Unrundheit ist die Differenz zwischen dem maximalen und minimalen Durchmesser, gemessen in einer Querschnittsebene.Die zulässige Unrundheit beträgt 50 % des in Tabelle 2 angegebenen Toleranzbereiches; z. B. bei Grenz-abmaßen von ± 0,22 mm für den Durchmesser beträgt die maximale Unrundheit 0,22 mm.4.2 GeradheitDie Geradheitsabweichungen h s und h t müssen wie in Bild 1 gezeigt, gemessen werden, indem die Rund-stange auf eine horizontale Richtplatte gelegt wird, so dass die Masse der Rundstange die Abweichung reduziert.Die Geradheitstoleranzen sind in Tabelle 4 angegeben. (Die Geradheitstoleranz h t gilt für die ganze Länge , z. B. entspricht die maximale Abweichung von der Geradheit h t für eine Länge von 6 m dem Wert aus der Tabelle multipliziert mit 6 m).Die Geradheitstoleranzen gelten für Rundstangen in allen Werkstoffzuständen, mit Ausnahme der Werkstoff-zustände O und Tx510. Falls eine Geradheitstoleranz für den Werkstoffzustand O oder für den Werkstoff-zustand Tx510 erforderlich ist, muss sie zwischen Lieferer und Käufer vereinbart werden.Legende1 Richtplatte2 LinealBild 1 — Messung der GeradheitsabweichungDIN EN 755-3:2008-06EN 755-3:2008 (D)7Tabelle 4 — GeradheitstoleranzenMaße in MillimeterMaximale örtliche Geradheitsabweichungje 300 mmDurchmesser DMaximaleGeradheitsabweichungje Meter Längeh t /Längeh s über bis mm/m ≥ 8 80 2 0,6 8012021,0120 200 3 1,5 200 32063,0DIN EN 755-3:2008-06EN 755-3:2008 (D)8 LiteraturhinweiseEN 515, Aluminium und Aluminiumlegierungen — Halbzeug — Bezeichnungen der Werkstoffzustände DIN EN 755-3:2008-06。
6063 铝棒 挤压 标准
6063 铝棒挤压标准
6063铝棒是一种常见的铝合金材料,常用于挤压成型。
它的化学成分主要包括铝(Al)为主要元素,同时含有小量的铜(Cu)、镁(Mg)和锌(Zn)等元素。
根据国际标准,6063铝棒的化学成分应满足以下要求:
- 铝(Al)含量:大于等于 98.2%
- 铜(Cu)含量:0.1% ~ 0.3%
- 镁(Mg)含量:0.45% ~ 0.9%
- 锌(Zn)含量:小于等于0.1%
- 铁(Fe)含量:小于等于 0.35%
- 锰(Mn)含量:小于等于 0.1%
此外,6063铝棒的物理性能要求包括:
- 抗拉强度:大于等于 180 MPa
- 屈服强度:大于等于 110 MPa
- 延伸率:大于等于 8%
6063铝棒挤压后的外形尺寸和允许的偏差应符合相关的国家标准或行业标准。
BS EN 755-8 中文

英国标准BS EN 755-8:1998铝及铝合金—挤压条、管子和型材第8部分:舷窗管子、尺寸和形状公差欧洲标准EN 755-8:1998具有英国标准的资格。
ICS 23.040.15, 77.150.10除了版权法允许之外,未经BSI允许,不准拷贝!国标前言本英语标准为EN 755-8:1998英文版。
BS EN 755的这一部分连同以下一起出版。
BS EN 755,铝及铝合金—挤压条、管子和型材—第7部分:无缝管子、尺寸和形状公差。
BS EN 754,铝及铝合金—冷拔条及管子—第7部分:无缝管子,尺寸和形状公差。
BS EN 754,铝及铝合金—冷拔条及管子—第8部分:舷窗管子、尺寸和形状公差。
此外,当以下欧洲标准出版后便取消表中的英国标准:EN 755,铝及铝合金—格压条、管子和型材—第9部分:型材,尺寸和形状公差。
EN 12020,铝及铝合金—格压精密合金型材。
EN AW 6060/EN AW 6063—第1部分:检验和交付的技术条件。
EN 12020,铝及铝合金—挤压精密合金型材EN AW 6060/EN AW 6063—第2部分:尺寸和形状公差。
1UK参与此标准的编写工作由技术委员会NFE/35(轻金属及其合金)委托给小型委员会NFE/35/5(锻压铝及铝合金),负责:—帮助审查以弄明白文本;—向负责欧洲委员会介绍翻译方面的任何审查或变更建议并随时报告UK关心的问题;—监察有关国际及欧洲的编制并在英国颁布它们。
可以向其秘书处索取本身委员会上出席的组织机构表。
相互参照执行本文件中所提及国际或欧洲出版物体精神的英国标准可在BSI标准目录中题为国际标准通信索引下找到或用BSI标准电子目录的“Find”(寻找)工具找到。
英国标准不打算包括所有必要的合同规定。
英国标准的用户对其正确应用负责。
在工程技术委员会指导下编成的这个英国标准经标准委员会的许可出版了并于1998年12月15日生效。
BSI 1998ISBN 0 580 30339X符合英国标准并不就有免除承担法律责任的权力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
英国标准BS EN12020-2:2008 铝及铝合金-挤压合金ENAW-6060和ENAW-6063精密型材第二部分尺寸和形位公差欧洲标准EN12020-22008.3ICS 77.150.10 代替EN12020-2:2001英文版铝及铝合金-挤压合金ENAW-6060和ENAW-6063第二部分尺寸和形位公差此标准由CEN在2008年2月10号认证。
欧洲标准委员会BS EN 12020-2:2008EN 12020-2:2008(E)目录前言........................................................................................................ .. (3)1.范围……………………………………………………………………………………..…. .42.规范性引用文件 (4)3.尺寸公差 (5)3.1总言 (5)3.2横截面 (5)3.2.1总则 (5)3.2.2非壁厚尺寸公差 (6)3.2.3实心和空心型材的壁厚公差 (6)3.3长度................................................................................................. .. (7)3.4断头切斜度 (8)3.5带隔热条的型材长度差 (8)4.形位公差 (8)4.1平行度 (8)4.2弯曲度 (9)4.3凸度和凹度 (10)4.4曲面................................................................................................... .11 4.5扭拧度. (12)4.6角度 (13)4.7角及圆角半径 (15)参考文献 (16)前言此欧洲标准有CEN/TC132“铝及铝合金”技术委员会提供,并由AFNOR支持。
此欧洲标准将作为国家标准,此欧洲标准将作为国家标准,于2008年9月起开始执行,同时将与此标准发生冲突的其他国家标准废除。
此份标准取代EN12020-2:2001.CEN/TC 132技术委员会委托CEN/TC 132/WG 5 修改EN 12020-2:2001.此标准进行了以下的技术更改-------1.最大外接圆直径增加到350mm-------3.2.3,表2:实心和空心型材的壁厚公差进行了更改-------4.1:新增了对平行度的要求-------4.4,表6:对曲面的公差进行了更改-------4.5,表7:扭拧值的公差已经进行了更改EN12020 将以下部分命名为“铝及铝合金-挤压合金ENAW-6060和ENAW-6063精密型材第一部分:检测和供货的技术条件第二部分:尺寸公差和形位公差根据CEN/TC132 内部规范,以下国家将执行此欧洲标准:奥地利、比利时、捷克斯洛伐克、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士以及英国。
BS EN 12020-2:2008EN 12020-2:2008(E)1.范围这份标准指定了ENAW-6060和ENAW6063合金的挤压型材的尺寸和形位公差。
无论型材是否带有隔热条。
它适用于不进行表面处理的挤压型材。
此标准包含的精密型材与EN755-9的型材区别如下:-------主要用于建筑-------在装饰面上有更严格的要求-------最大外接圆直径是350mm------用于定尺寸公差和形位公差当型材设计复杂,难于生产时,那么供需双方需协商注:隔热材料对尺寸公差的影响已包含在这标准中,但隔热材料本事并不包含在内关键词关键词1. CD最大350mm 1.CD最大350mm图1---没有隔热条的型材图2-----有隔热条的型材2.规范性引用文件3.尺寸公差3.2横截面尺寸3.2.1 总则图三所示的尺寸公差分别列于表1和表2A:空心型材除空心部分的壁厚B:空心型材的空心部分壁厚除空心型材两孔之间的壁厚C:空心型材两个空心部分之间的壁厚E:型材开口端短的一面的长度H:除壁厚以外的所有尺寸图3---尺寸A,B,C,E,H的定义BS EN 12020-2:2008EN12020-2:2008(E)3.2.2 除壁厚外的尺寸公差H的公差见表1表1---横截面的公差单位:毫米3.2.3 实心和空心型材的壁厚公差实心和空心型材的壁厚公差见表2.表2----实心和空心型材的壁厚尺寸的公差单位:mm3.3长度如果有固定长度,那么必须在订单中注明。
固定长度的公差见表3如果合同中没有规定固定长度,型材可以以随机长度供应。
长度的范围和公差供需双方协商BS EN 12020-2:2008EN 12020-2:2008(E)3.4 端头切斜度端头切斜度将小于表格3中所规定固定长度公差范围的一半,随机长度也是如此。
例如,固定长度公差为+100mm,端头切斜度将在5mm内。
3.5 带隔热条型材的长度差长度差K,见表4,型材有隔热条,它的公差范围应见其固定长度在表2的数据。
例如:如果固定长度的公差是+100mm.那么差值K应在10mm内。
关键词1.型材长度2.型材13.隔热条4.型材2表4---长度差K4.形位公差4.1 平行度1.对平行度有要求的,供需双方应协谈,并在图纸上注明。
2.平行度应根据表5在图纸上注明,并使用“//”符号。
3.平行度的公差不能增加尺寸的公差,必须是在尺寸公差范围内4.如果有外表面长度不一的,取长的为依据5.两个明确界定的参考点应指定需测量的平行面的宽度。
6.平行度的公差应符合表1对外平行尺寸H(包括开口端)的公差范围。
并只适用在单一平面的横截面尺寸。
举例:公差见表1.图5----标注凹凸面的平行度4.2弯曲度弯曲度的偏差,hs和ht,如图表6,将型材放置于平台以减少偏差。
Ht的弯曲公差应如表4Hs的偏差将不超过0.3mm/300mm.关键词1.平台2.直尺图6-----弯曲偏差值的测量方法BS EN 12020-2:2008EN 12020-2:2008(E)表4----弯曲度公差指定L的ht的弯曲度公差L≤10001000<L≤20002000<L≤30003000<L≤40004000<L≤50005000<L≤6000L>60000.7 1.3 1.8 2.2 2.6 3.0 3.54.3凸面和凹面凸面和凹面f的测量方式如表7和表8 公差见表5关键词W= 宽f= 偏差W1=100mmf1=每100mm的偏差表7-----空心部分凹凸的测量方式BS EN 12020-2:2008EN 12020-2:2008(E)关键词1平台W= 宽f =偏差W1=100mmf 1=每100mm的偏差表8----开口部分的凹凸面测量方法表5----凹凸面公差宽W最大允许偏差f 大于小于等于---- 30 0.2030 60 0.3060 100 0.40100 150 0.50150 200 0.70200 250 0.85250 300 1.0300 350 1.214.4曲面对于曲面的型材,在曲线的任意点都应体现在图纸上,但是不允许超过表格6中规定的相对应的公差C.BS EN 12020-2:2008EN 12020-2;2008(E)图9-----曲面公差的定义宽W的曲面公差曲面公差=公差的直径C 大于小于等于---- 30 0.3030 60 0.5060 90 0.7090 120 1.00120 150 1.20150 200 1.50200 250 2.00250 300 2.50300 350 3.00 另一种办法是采取适合的标准尺进行测量4.5扭拧值参照图表10将型材放在平板上来测量扭拧度T,将型材放在平台上测量型材内面与平台表面之间的最大距离。
表格7中规定型材的宽度W与长度LBS EN 12020-2:2008EN 12020-2:2008(E)关键词 1. 平台表10---扭拧测量方法表7----扭拧值公差单位:毫米宽度W 指定L 的扭拧T 的公差 大于 小于等于 L ≤1000 1000<L ≤20002000<L ≤3000 3000<L ≤4000 4000<L ≤5000 5000<L ≤6000 L >6000 --- 75 1.0 1.2 1.5 1.8 2.0 2.0供需双方 协商 75 100 1.0 1.2 1.5 2.0 2.2 2.5100 125 1.0 1.5 1.8 2.2 2.5 3.0 125 150 1.2 1.5 1.8 2.2 2.5 3.0 150 200 1.5 1.8 2.2 2.6 3.0 3.5 2003501.82.53.03.54.04.54.6 角度根据图11和图12测量规定角度的偏差直角的公差见表8BS EN 12020-2:2008 EN 12020-2:2008(E)任意角度允许的最大公差是±1℃(见表12)当两边不相等时应按短边角的公差为准,也就是说,从长边开始测量。
表8----直角的角度公差宽W最大允许偏差。
常规角度(Z)大于小于等于---- 30 0.3030 50 0.4050 80 0.5080 100 0.60100 120 0.70120 140 0.80140 160 0.90160 180 1.0180 200 1.2200 250 1.5图11----直角角度的测量方法BS EN 12020-2:2008EN 12020-2:2008(E)图12----任意角度进行的测量4.7角以及圆角半径除非在图纸上有特殊规定,锐角和圆角都有轻微偏差。
在表9中规定了角以及圆角半径的最大偏差。
当要求角与圆角半径时,表10规定了半径的最大允许偏差表9---角以及圆角半径的最大值壁厚A,B a,或C a最大允许偏差。
常规角度大于小于等于(Z)---- 3 0.53 6 0.66 10 0.810 20 1.020 40 1.5a 包括不同壁厚,在过渡区的最大允许半径表10----指定的角以及圆角半径允许的最大偏差规定半径mm 规定半径的最大允许偏差≤1.0 ±0.30mm>1.0 to≤5.0±0.50mm>5.0 ±10%。